
ダイカスト油剤の役割,要求性能,環境対応,今後の課題や展望などを解説する。
1. ダイカスト油剤とは
ダイカストとは,複雑な形状の金型に溶湯(溶融したアルミニウム,マグネシウム,亜鉛など)を高速,高圧で注入し,鋳肌の優れた鋳物を高精度で効率よく経済的に量産することができる鋳造方法であるが,ダイカスト油剤とはこの工程の中で金型に塗布し,金型と鋳物の型離れを良くする離型剤と,スリーブ内で溶融金属の焼付きを防止しプランジャーチップの駆動をスムーズにするためのプランジャー潤滑剤のことをいう。
2. ダイカスト油剤の役割と要求性能について
離型剤は高温になった金型の表面に離型皮膜を形成し,射出充填された金属との接触を妨げ,凝固が完了するまでの間介在することで溶着を防ぐ。また,鋳物品の脱型抵抗低減の役割も果たすものである。
このため,離型剤は金型表面に十分な離型皮膜を形成させるための優れた高温付着性や耐熱性と合わせ,脱型時の潤滑性なども要求される。
プランジャー潤滑剤はスリーブあるいはプランジャーチップに塗布され,溶湯を射出する際のスリーブとプランジャーチップ間の摩擦抵抗を低減させる役割を果たす。
このため,プランジャー潤滑剤は適量で潤滑性能がよく,環境や鋳物品の品質に影響を及ぼさないものが要求される。
離型剤,プランジャー潤滑剤の要求性能を要約したのが表1,2である。
|
表1 離型剤の要求性能
|
|
表2 プランジャー潤滑剤の要求性能
|
3. 環境対応や性能の向上について
近年,ダイカスト工場では環境と鋳物品の品質向上を目的として,離型剤の多量塗布から少量塗布化の流れが加速している。プランジャー潤滑剤も同様の理由で,従来の油性黒鉛タイプから非黒鉛タイプや水性,顆粒タイプなどの要望が高まってきている。
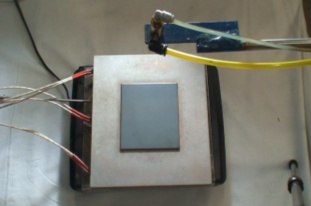
離型剤を少量塗布化する場合や原液塗布タイプを使用する場合は従来のパイプ式スプレー(写真1)から必要な箇所に必要な量がスプレーできる機構を装備した塗布装置(写真2)の採用が必要となってくる。
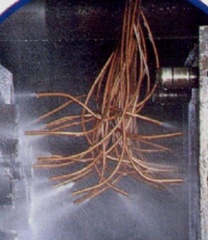 写真1 パイプ式スプレー |
 写真2 ロボット式少量スプレー |
また,プランジャー潤滑剤も少量塗布で性能を最大に引き出せる斬新な塗布技術の確立が不可欠となる。ユーザーに対しては,油剤と合わせ,塗布技術の提案も重要であると考える。
ダイカスト油剤メーカーは,このようなユーザー指向に呼応すべく,日々叡智を結集して開発に取り組んでいる。現在発売されている油性,水性原液塗布型離型剤などは,従来の多量塗布による金型の水残りによってもたらされる鋳巣の低減と合わせ,少量塗布による金型温度の振幅を小さくして金型寿命を向上させることや環境面(CO2やVOCなどの発生低減)を考慮した離型剤である。
一方,プランジャー潤滑剤も水性の性能向上品や,油性タイプの難燃性を特徴とする商品などが出始めているが,1,000t超の大型ダイカストマシンのプランジャー潤滑剤は依然,性能の優れた油性黒鉛系が主流で使われているのが現状である。
4. 今後の課題や展望など
ここで,現在一般的に使用されている水溶性離型剤の各成分とその役割,問題点を表3に示す。
|
表3 離型剤成分の役割
|
離型剤は各成分の役割を相乗させることで離型性(一次性能)を発揮させているが,成分ごとに問題点もある。役割の反面,鋳造品品質と環境面に与える影響が多いことが分かる。
ダイカスト油剤メーカーは,品質と環境に対して影響が少なく,一次性能を最大限発揮する商品の開発を行わなければならない。先に述べた少量塗布タイプや原液塗布型離型剤は,これらの問題点を解決できる端緒となると考えられる。
環境と品質を見据えた商品開発と並行して油剤メーカーが行わなければならないことは,実際に離型剤がどのような状態で金型に付着しているかを究明するための分析技術の確立である。
離型剤の付着性を示す試験として一般に行われている方法は,加熱したテストピース(鋼板)に離型剤希釈液をスプレーし,付着面積やパターンで優劣を判断するものである。写真3に付着試験の一例を示す。
|
<スプレーテスト>
|
||||||||||||||||||||||
|
【試験風景】
 |
||||||||||||||||||||||
試験条件
|
||||||||||||||||||||||
|
【試験結果例】
|
||||||||||||||||||||||
|
150℃
 |
200℃
 |
250℃
 |
300℃
 |
350℃
 |
||||||||||||||||||
|
写真3 付着試験の一例
|
||||||||||||||||||||||
この方法は,温度ごとの離型剤付着状態を目視で観察できるが,付着成分や付着状態(離型皮膜の均一性や膜厚)などが不明であり,十分なものとはいえない。離型剤付着皮膜の成分分析や分布状態が把握できる分析技術の確立が急がれる。
このような分析方法が確立すると,離型剤の付着性能差が定量的に判断できるため,ユーザーに対しては実際の金型に離型剤を塗布した時の評価結果との相関をみることで塗布量,塗布方法などの提案も可能となる。油剤メーカーにおいても新商品開発のための製品設計に応用が利き,開発スピードの迅速化につながると考えられるので,製品開発と同様に取り組まなければならない重要な課題である。この部分は油剤各社が独自の技術で研究を行っており,詳細については各油剤メーカーに問い合わせ頂きたい。
今後ますます厳しくなる市場環境に対し,ダイカスト油剤メーカー各社は品質,生産性,作業環境,金型寿命を念頭においた製品開発を行うことで,微力ながら業界の発展に貢献していく所存である。
<潤滑剤銘柄便覧2012年改訂版掲載のダイカスト油剤一覧表および性状表について>
全国工作油剤工業組合ダイカスト部会会員7社は今回,離型剤とプランジャー潤滑剤主要商品一覧表と性状表を「潤滑剤銘柄便覧 2012年改訂版」(2011年11月発刊)に掲載しました。掲載に当たり,表記文言の統一を以下のとおり行っております。
水溶性……水で薄めて使用する油剤
水性………原液使用で水媒体の油剤
油性………原液使用で油媒体の油剤

