
自動車におけるトライボロジー試験の評価では,実際の開発において活用してきたエンジン動弁系カム・フォロワーの摩擦摩耗試験を主として,その考え方や試験方法の位置づけ,結果の使い方などを概説する。
はじめに
バブル経済がはじけて以来,自動車摺動部品の摩擦摩耗評価方法は,費用がかかる実機評価から単体評価活用の重要性が高まると同時に,効率化,高精度化,信頼性向上などの要求が厳しくなっている。バブル以前であれば,多くの実車やエンジンベンチを用いて,各々の開発車に対応して,トライボロジーの3要素である潤滑油,設計,材料各々の開発アイテムに応じて,数多くの性能評価や耐久試験を行うことができた。また,多種のエンジンやトランスミッションの性能向上競争に合わせて,新規開発プロジェクトも多く組まれていたために,上記の実車や実機そのものを用いたトライボロジー特性評価のチャンスも多かった。この時代に得られた市場データ,あるいは実機の摩擦摩耗現象の多くのデータを基にして種々の単体評価試験方法の開発や,相関性の高い単体実験条件設定がなされた。
バブル崩壊後になると,上記の実機評価の機会が大幅に減少するだけでなく,部品や材料の共用化が進み,市場に投入する規模が巨大化しているために,評価結果に対する精度や信頼性の重みも大きくなってきている。今回は,実際の開発において活用してきたエンジン動弁系カム・フォロワーの摩擦摩耗試験を主として,その考え方や試験方法の位置づけや結果の使い方などを概説する。
1. 摩耗事例と評価法
図1に主なエンジン摺動部品群を示す。これらの部品の各々に対応した種々の摩擦摩耗評価試験方法が,自動車もしくは関連部品の各社で実施されている。エンジンの摺動部品の中でもカム,フォロワーは,接触面圧が700MPaと高い条件で純すべりに近い条件で摺動するために,以前は大きな段付き摩耗を生ずる例も見受けられた。図2に,ディーゼルエンジンにEGR(Exhaust Gas Recirculation)を負荷させたときに生じたフォロワーの段付き摩耗を示す。この要因は,EGRガス中に含まれるSoxなどの腐食性ガス雰囲気での摺動による腐食摩耗と考えられたため,フォロワーに耐摩耗性と耐食性を向上した材料を採用する対策が取られた*1。この場合には,試験条件として軽油を燃焼させる必要があったため,実車もしくは実エンジンをアイドリング条件で数百時間稼動させることで,市場の加速評価法とした。通常のガソリンエンジンでは,このような腐食摩耗が顕著とはならないために,エンジンを外部モータで稼動するモータリング法により,カム,フォロワーの摩耗を評価することができる。
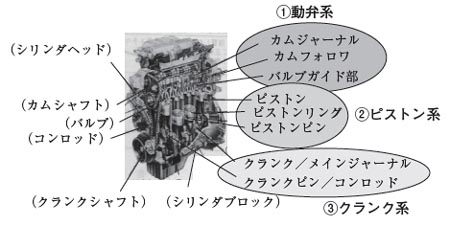 図1 主なエンジン摺動部位 |
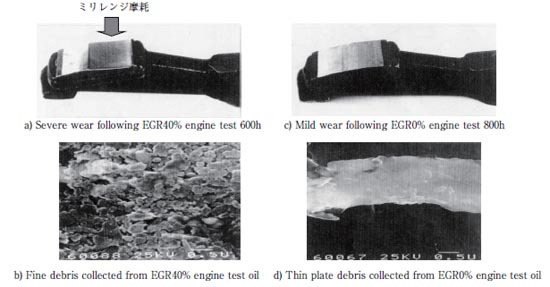 図2 EGRによるフォロワの加速摩耗*1 |
スカッフィング摩耗であれば,少し荷重の高いバルブスプリングを用いたアイドリング回転条件で再現できる。一方,ピッチング摩耗に対しては,荷重をもっと高めたスプリングを用いて高速回転での長時間耐久により評価することができる。
2. 摩擦特性の評価法
摩耗と異なり,各部品の摩擦特性においては,対象部位以外の部品が一緒に摺動する実機での評価は分離が困難となるため,対象となる部位を上手く抽出する必要がある。一例として,ベルト式無断変速機(B-CVT)のエレメントとプーリ間の摩擦特性を再現した評価法を図3に示す。実際のエレメントから切り出した3つの試験片を120度間隔に治具に固定し,実際のプーリと摺動する面を,プーリと同等の材料からなる回転ディスクに押し当てて,評価するトランスミッション油中で純すべりの摺動試験を行った。
 図3 ベルトCVTの単体摩擦評価法*2 |
図4に,2種類のトランスミッション油での摩擦特性を,図5にこれらの油を用いた実際のトランスミッションユニットの限界伝達トルクの結果を示す。油種による摩擦係数の違いと限界伝達トルクの違いがよく相関していることが分かる*2。実際は,エレメントがプーリにかみ込む時の,微小なすべりにより生じる摩擦によりトルク伝達すると考えられるが,摩擦条件を上手く設定することで単体すべり試験でも実機と相関する摩擦評価ができる。
 図4 油種の違いによる摩擦係数の違い*2 |
 図5 油種の違いによる伝達トルクの違い*2 |
この事例から,境界潤滑条件下での油剤特性を単体すべり試験で評価できる知見が得られ,これを基にしたエンジンカムフォロワーの摩擦特性評価法が開発された。
3. 材料開発における単体摩擦評価法の活用事例
ここでは,エンジンバルブリフターへのDLCコーティング適用において,活用された単体評価法について紹介する。図3に示した試験治具と同様に,120度間隔で3つの円筒形状のピンを固定し,ピンの円筒側面を回転ディスクに押し当てる方式のピンオンディスク摩擦試験(図6)を用いて,種々のDLCをはじめとする表面改質材料が評価された。この試験法においては,実際のエンジンカム,フォロワー間の接触形態である線接触,発生する最大接触圧力に相当する700MPaとエンジン油温度80℃となる条件が設定され,すべり速度は油膜が切れやすく境界潤滑条件が生ずる低速の0.03m/sが選ばれた。図7に種々のコーティング材の摩擦特性評価結果を示す。無潤滑下では同様の摩擦特性であったCVD-DLC(a-C:H)とPVD-DLC(ta-C)がモリブデン系摩擦調整剤を含まないガソリンエンジンオイル潤滑下では,ta-Cだけが大幅にフリクションを低減させることが分かる*3。
 |
|||||||||||||||
|
|||||||||||||||
|
図6 ピンオンディスク式摩擦試験法*3
|
 図7 各種コーティング材の摩擦係数*3 |
図8に,チルド鋳鉄製のカムと,浸炭鋼(SCM415)の円盤状シム上に種々のコーティングを施した一対のカム,フォロワーの単体摩擦試験法を,図9にトルクを測定した結果を示す*4。エンジン回転数は,アイドリング状態(600rpm)で一般的なエンジン油を80℃で潤滑した条件となっている。浸炭鋼シムの従来品に比べ,硬質薄膜TiNやCrNを被覆したシムでは,表面粗さの低下とともに,摩擦が低減している。水素含有のDLC(a-C:H)を被覆したシムは,図9に示すように,TiN材などと同様に,表面粗さの低減に基づく一本の線上に乗っている。
 図8 一対のカム,フォロワー摩擦試験法*4 |
 図9 単気筒カム,フォロワー摩擦試験結果*4 |
一方,水素を含まないDLC(ta-C)は,大きく摩擦が低い結果となっており,先のピンオンディスク試験と一致している。図10に示すように,実際のエンジン動弁系を外部電気モータで駆動し,各種材料での摩擦特性を評価した結果,図11に示すように,上記の単体摩擦試験と同様に,他の材種に比べてta-Cが大幅な摩擦低減が図れることが検証された*4,*5。
 図10 モータリング法による摩擦評価*4 |
 図11 各種コーティング材の摩擦トルク*4 |
さらに,図12に示すように,ピンオンディスクの一方向すべりとは異なる往復摺動(SRV試験)の単体摩擦試験により,評価した。潤滑剤は,試験前に塗布しただけで試験途中は全く供給せず,15分後の平均摩擦係数が測定された。添加剤を含まないPAO(Poly-alpha-olefin)を基油とし,摩擦調整剤エステル(Glycerol-mono-oleate,GMO)を1mass%添加した油中(図中PAO+GMOと表記)での摩擦試験が行われた結果,図13に示すようにピンオンディスク摩擦試験の結果に比較すると,SRVの摩擦係数は,折り返し部の高い摩擦係数も含んだ平均値であるため,絶対値は高い値となっているものの,鋼,a-C:H,ta-Cディスク材料での摩擦係数の序列や低減レベルは一致しており,試験法の違いによる影響を受けていない*6。
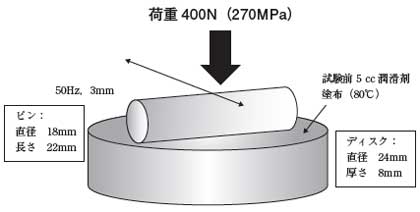 図12 SRV往復摺動摩擦試験法*6 |
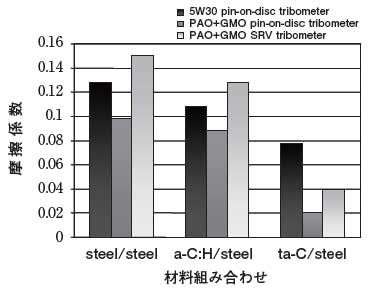 図13 試験法の違いによる摩擦係数の違い*6 |
おわりに
自動車用エンジンをはじめとする多くの機械要素の摺動部品に対応した単体摩擦摩耗評価試験においては,単体と実機との高い相関を得るために,試験片形状,材料,摺動形態,温度などの条件設定が重要である。今後も,効率化の意味では試験時間の短縮や再現精度向上の要求がさらに強くなると予想される。そのために,実際に生じている摩擦現象を適切に把握,評価できるトライボロジー技術の向上が必須と思われる。
〈参考文献〉
*1 加納 眞・谷本 一郎・中村 清隆・藤木 章:ディーゼルエンジンのカム,フォロワーの摩耗に及ぼすEGRの影響,潤滑,32,12(1987)900-907
*2 M.Kano,Y.Mabuchi,T.Ishikawa,A.Sano,T.Wakizono:The Effect of ZDDP in CVT Fluid on Increasing the Traction Capacity of Belt-Drive Continuously Variable Transmissions, Lubrication Science, 11-4, August 1999(11)365-377
*3 加納 眞:エンジンにおけるフリクション低減表面改質技術の動向,まてりあ,43,10(2004)823.
*4 Y.Yasuda,M.Kano,Y.Mabuchi and S.Abou:Research on Diamond-like Carbon Coatings for Low-Friction Valve Lifters, SAE Paper 2003-01-1101
*5 加納 眞・保田 芳輝:エンジンフリクション低減表面処理技術の動向,自動車技術,58,9(1999)65.
*6 M.Kano,Y.Yasuda,T.Sagawa,T.Ueno,J.Ye and J.M.Martin:Superlubricity generated by material combination of ta-C/ta-C coating lubricated with glycerin, Asiatrib 2006, Kanazawa, Proceedings,399-400







