
工作機械において案内面はワークテーブル,コラムなどの加工精度に重要な影響をもつ往復摺動部品を支持する機械要素となる。高精度の工作機械用案内面としては,使用頻度の高い動圧すべり案内面,高精度送りが可能な静圧案内面,そしてその中間的な特徴を持つ半浮上案内面などがある。工作機械のトライボロジー試験の評価では,案内面と測定方法について解説する。
はじめに
工作機械において案内面はワークテーブル,コラムなどの加工精度に重要な影響をもつ往復摺動部品を支持する機械要素*1~*2となる。そのため送り精度の測定は,工作機械の精度把握の面から重要となる。高精度の工作機械用案内面としては,使用頻度の高い動圧すべり案内面,高精度送りが可能な静圧案内面,そしてその中間的な特徴を持つ半浮上案内面などがある。
動圧すべり面では,摺動面油の動圧効果による浮き上がりと呼ばれる姿勢変動が発生し,送り精度が低下する。その浮き上がりを抑制するために,近年では特殊形状のすべり面を採用した高速送り用の高精度案内面*3がある。本解説では,動圧すべり案内面の浮き上がり測定について,高速送り用の案内面との性能比較もあわせて解説する。
また,高精度送りを実現する静圧案内面では,移動体が完全に浮上しており,案内面への荷重の変動により上下方向に変位する。その変位は案内面の静剛性に依存するため,静剛性の測定が重要となる。部品精度によらず,高い静剛性を維持するためにロバスト設計手法を採用した静圧案内面*4~*5などもあり,その測定事例とともに静圧案内面の静剛性についての解説を進める。
さらに,すべり案内面と静圧案内面の中間的な構造を持つ半浮上案内面がある。半浮上案内面はすべり案内面と同様に,静止時はスライド面が接触し,移動時は浮上する。そのために案内面の送り精度把握には,浮き上がりの測定が重要となる。
本稿では,半浮上案内面*6の浮き上がりの測定結果とともに,その構造についても解説する。なお,いずれの案内面の測定方法に関しても,実機での測定が容易な簡易測定方法を解説する。
1. 動圧すべり案内面
機械構成がシンプルでありながら,高精度送りが可能な案内面として,動圧すべり案内面が多く採用されている。動圧すべり案内面では,スライドの送り方向と垂直方向に,摺動油のくさび効果による高圧の押し上げ力が発生するため,移動体に上下動が発生する。この移動体の上下動を浮き上がりと呼ぶ。工作機械において,浮き上がりは加工精度の悪化を招くとともに,摺動面の片当たりによる送り力の上昇や偏摩耗も発生させる。そして,浮き上がり量は高速送りほど増加するため,動圧すべり案内面の高速送りの妨げ*7となる。
これらの課題に対して,浮き上がりの低減と送り摩擦抵抗の低減を両立する高速送り用の動圧すべり案内面が,横型マシニングセンタに採用に開発されている。このすべり案内面では,設計ツールによる流体解析によってスライド面形状が最適化される。
図1にすべり面形状を示す。図1(a)の通常型の案内面は,長方形の平面に潤滑油供給用の油溝のみが施工されたシンプルな形状であるのに対して,図1(b)の高速送り用案内面の摺動面は,摺動方向に分割され,中央部付近の摺動面幅が狭い特有の形状を持つ。幅が狭いスライドは浮き上がり,送り摩擦力の低減に有効ではあるが,角剛性の低下,摩擦力の増加などが起きる。その点を改良した図1(b)の摺動面形状では,移動体の浮き上がり,傾きを抑制するとともに,送り摩擦抵抗の低減も両立する。
 (a)通常型動圧すべり案内面 |
 (b)高速送り用動圧すべり案内面 |
|
図1 すべり案内面の摺動面形状
|
摺動面分割には,動圧分布の均一化という効果がある。図2(a),(b)に通常型の案内面と高速送り用案内面の摺動面送り時の動圧分布を示す。図2(a)の通常型の案内面では動圧分布の偏りがあるため,移動体の傾きや浮き上がりが助長される。それに対して,図2(b)の高速送り用案内面の圧力分布は,図2(a)より等分布に近い。
 (a)通常型動圧すべり案内面 |
 (b)高速送り用動圧すべり案内面 |
|
図2 すべり案内面の動圧分布*3
|
この結果,移動体の傾きによる片当たりが抑制され,浮き上がりによる姿勢変動も小さい高精度送りが実現される。また,浮き上がりの低減は,低粘度の摺動面油の採用により可能で,従来のVG68の摺動面油をVG32の摺動面油に変更することも進められている。この低粘度摺動面油の採用を可能とした技術背景としては,耐スティックスリップ性の高い摺動面油の開発などがある。
実機マシニングセンタでの浮き上がり量は,移動体前後端に渦電流センサーを取り付けて,スライド面までの変位量をモニタすることで測定する。測定に際しては,スライド面には表面粗さもあるため,あらかじめスライド面形状を測定して基準面の補正を行う必要がある。この測定方法により,静止時,移動時双方の浮き上がり量を測定した。図3に高速送り用動圧すべり案内面を搭載したマシニングセンタ用コラムの浮き上がり測定結果を示す。高速送り用案内面の浮き上がり量は,通常型の案内面の1/2以下の高精度送りが実現される。
 図3 マシニングセンタ浮き上がり測定結果*3 |
また,本測定では,移動後,停止した直後のコラムの沈み込み挙動も測定可能である。コラムが停止し,沈み込んで姿勢が安定するまでの時間を整定時間と呼ぶ。本測定では,浮き上がりが1μm以下となるまでの時間を整定時間とした。通常の案内面では,整定時間は4秒であるのに対して,高速送り用案内面では2秒であった。そのため高速送り用案内面を搭載した工作機械では,加工時間の短縮と加工精度の向上が可能となる。
上記の高速送り用の動圧すべり案内面により,高速度での高精度,低摩擦送りを実現し,50m/min以上の早送りが実現されている。
2. 静圧案内面
2.1 ロバスト設計
静圧案内方式は,摺動面に圧油を供給することで,完全非接触の送りを実現する機構*8である。しかし,大型の加工物を積載するワークテーブルでは,案内面クリアランスがワークの積み下ろしにより大きく変動する。そのため,静圧案内面では,任意の重量のワークに対して,剛性などの性能を一定に保つことが困難となる。
さらに,大型のマシニングセンタでは,案内面の全長が数メートルあり,静圧案内面に必要な部品精度の確保も困難である。そこで摺動面の擦り合わせにより,案内面クリアランスを均等に確保するのが一般的である。しかし,擦り合わせは熟練を要する技能であり,特に大型機械ではコストアップの要因となる。
そこで,最適設計の追究により,部品精度に対して許容公差の大きいロバスト静圧案内面が大型機に採用されている。ロバスト静圧案内面は,下記の特長を持つ。
(1)大型スライドの構成部品に対する要求精度が低い
(2)数トン荷重変動を伴うワーク重量の積載に対しても,案内面の剛性低下がない
(3)スライド面のきさげレス化が可能で,低コスト
本稿では,静圧案内面の静剛性について解説する。工作機械用静圧案内面の静剛性は,非常に高い。そのため,ワークテーブルなどの移動体上に数トンの重量のウエイトを積載し,その積載前後の移動体の浮上量の変化から静剛性を求める測定手法が簡便である。下記にロバスト静圧案内面の詳細を述べる。
2.2 静圧案内面におけるロバスト化の手法
静圧案内面のロバスト化で採用される設計手法は,下記のとおりとなる。
i )ポケット形状の最適化によるロバスト化
ポケット緒言の最適化により,静圧案内面にロバスト性を付与する。ポケットランド,クリアランス,面積などのポケット形状の最適化により,クリアランス変動に対してピーク剛性の低下を抑制できる。
ii)異種ポケットの組み合わせによるロバスト化
異なるクリアランスでピーク剛性を示すポケットを組み合わせることにより,単一のポケット形状を持つ案内面に比べ,クリアランス変動に対するロバスト性が向上する。また各ポケットのピーク剛性は,ポケット形状,しぼり比などの変更によって調整する。
上記の手法で設計されたロバスト静圧案内面の剛性変化を図4に示す。基準剛性bの70%を維持できる案内面のクリアランス変動幅を許容クリアランスとすると,通常の静圧案内面では11μmとなる。それに対して,ロバスト静圧案内面の許容クリアランスは20μmと,通常の案内面に比べて大きい。
 図4 静圧案内面の静剛性*4,*5 |
3. 半浮上案内面
3.1 エアリフト案内面とオイルリフト案内面
半浮上案内面とは,スライド面の負荷重量を任意に軽減し,大重量の搬送物に対しても摩擦損失の小さい送りを実現する案内面である。この案内面は,スライド面の一部が浮上,残りの部分が接触した混合潤滑状態となることから,半浮上案内面と呼ばれる。通常「半浮上案内面とは,エアを用いてスライド面圧を軽減する機構」として定義*2されるとおり,自重の軽減はエア圧による方式が一般的である。以後,このエア圧を用いた自重軽減方式の半浮上案内面をエアリフト案内面と呼ぶ。
しかし,エアリフト案内面では,エア圧の低下を防止するための部品精度の管理が厳しいなどの課題がある。また,スライド面圧の軽減により浮き上がりが増加する。この課題を解決する手法として,油圧により自重を軽減するオイルリフト方式の案内面がある。オイルリフト案内面では,エアリフト案内面よりも部品精度が低くても高精度送りが可能であり,特に大型機械の摺動面に採用されている。図5にオイルリフト式案内面の構造を示す。オイルリフト案内面では,下記に示すいくつかの重要な工夫により,従来の半浮上案内面にはない高精度送りを実現している。
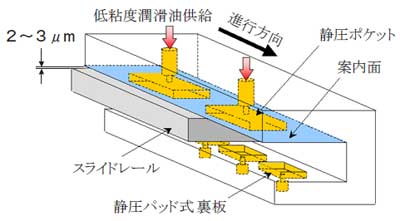 図5 オイルリフト方式半浮上案内面の構造 |
3.2 オイルリフト案内面の構成と特徴
オイルリフト案内面の機械構成は,下記の
特徴を持つ
i )油圧による負荷重量軽減方式
オイルリフト案内面では,非圧縮性の油圧により自重軽減を行うために,案内面の高い減衰性,潤滑性が確保される。また,低油粘度潤滑油の採用により,浮き上がりの低減も図られる。さらに,オイルリフト方式により摺動面面圧を軽減することで,案内面の送りモータトルクが約20%低下する。モータトルクは,アンプからのモータ指令値を専用ボードにより測定した。送りモータトルクは摺動面の面圧に依存し,軽面圧とするほど小さな送り力で駆動可能となる。
ii)静圧式自重軽減ポケット
自重軽減ポケットは,単純な圧力ポケットではなく,油圧絞り部を有する静圧ポケットを採用する。そのため,オイルリフト案内面では,高速送り時の過大な浮き上がりを約25%抑制することが可能となる。なお,浮き上がりは,動圧すべり案内面と同様にスライド面に対する移動体変位量を,渦電流センサーにより測定する。
iii)静圧パッド式裏板
オイルリフト式案内面の裏板は,静圧パッド方式を採用している。その拘束力の高い静圧効果のある裏板で支持することにより,半浮上案内方式の短所である浮き上がりと傾きを防止する。この結果,移動体の傾きを約60%低減することが可能となる。
3.3 オイルリフト案内面の付加機能
i )アクティブ面圧補正機能
半浮上案内面の摺動面の面圧は,スライド面に設けた自重軽減ポケットに供給する油圧により可変する。そのためワークテーブルにこの機能を採用した場合には,重量の異なるワークに対しても一定のスライド面圧を保つことが容易に可能となる。そのためワーク重量によらず,送り抵抗や送り精度を常に一定に維持できる。さらに,ワーク重量の自動検知と併用することにより,作業者はワーク重量を意識することなく最適な送り特性が得られる。
ii)偏荷重補正機能
マシニングセンタコラム軸などの数トンの偏荷重が摺動面に加わる機械では,送り精度を保つことは容易ではない。このような機械では,偏荷重側に大きな自重軽減力を与えることにより,偏荷重の補正が可能である。この偏荷重補正機能により,スライド偏摩耗の防止も図られ,信頼性の高い案内面が実現される。
おわりに
本稿で紹介したように,工作機械用案内面はその構成に応じた特性を持ち,各々使い分けされている。そのなかでも,動圧すべり案内面は高精度・高剛性を生かしつつ,高速送り化が盛んに進められている。また,静圧案内面では,ロバスト設計による信頼性の向上により,用途が拡大している。さらに,オイルリフト式の半浮上案内面は,アクティブ面圧補正機能,偏荷重補正機能など,その高い付加価値を生かした活用が試みられている。
これら近年の案内面には,各々の案内方式が苦手とする特性を改良することで,さらなる用途拡大を図る傾向が認められる。そしてその特性の把握には,浮き上がりや整定時間などの測定や,剛性などの把握も必要となる。
今後は,案内面の用途に応じた最適設計手法の深化とともに,高性能化,高付加価値化が広がると考えられる。
〈参考文献〉
*1 (社)日本工作機械工業会編:工作機械の設計学(応用編),日本工作機械工業会(2003)92~98
*2 (社)日本トライボロジー学会編,トライボロジーハンドブック,第7章 案内要素・固定要素,養賢堂(1995)343.
*3 齊藤 利幸,藤井 達哉,深見 肇:浮き上がりおよび摩擦力低減型動圧すべり案内面,トライボロジー会議予稿集 東京 2005-11(2005)447~448
*4 齊藤 利幸,鈴木 道博,深見 肇:高剛性ロバスト静圧案内面の開発,精密工学会秋季大会講演論文集 2004-9(2004)339~340
*5 齊藤 利幸,深見 肇:静圧案内面のロバスト化技術の開発,トライボロジー会議予稿集 佐賀 2007-9(2007)163~164
*6 齊藤 利幸,渋川 哲郎,寺村 哲夫,深見 肇:工作機械用オイルリフト型半浮上案内面の摺動特性,トライボロジー会議予稿集 東京 2002-5(2005)141~142
*7 橋本 勝美:工作機械油,トライボロジスト,38,2(1993)148~152
*8 杉田 和彦,鈴木 弘:すべり案内面の流体潤滑,潤滑,26,3(1981)195~201







