

環境問題に関する地球規模での取り組みが高まるなか,生産現場で使用される切削油も環境の向上を目的に質的及び量的の両方から見直しが進められています。オイルミストの発生メカニズムとアンチミストタイプ切削油の現状と課題では,ミスト許容濃度などのオイルミストに関する規制を紹介し,その発生メカニズムと切削油の影響について解説します。そして不水溶性切削油におけるミスト対策の方法として,ミストを抑制するアンチミストタイプ切削油の現状と実用性能について解説します。
はじめに
近年,温暖化防止などの環境問題に関する地球規模での取り組みが高まっており,国内においても省エネルギー法や廃棄物処理法の改正,PRTR(環境汚染物質排出・移動量登録)の法制化など,環境保護を目的とした規制も強化されつつある*1。また,ISO14000シリーズなどの採用により,ものづくりの現場における作業環境の改善も重要な課題となっている。
このような背景から,生産現場で使用される切削油も,環境の向上を目的に質的及び量的の両方から見直しが進められている。
質的な面からは含塩素系切削油から非塩素系切削油への転換が図られ*2,量的な面からはドライ,ニアドライ切削の適用が進められている*3。しかしながら,国内のものづくり分野においては,BRIC'sなどの国々による低コストのものづくりに対して更なるコストの削減と高効率化が求められている。従って,実際の製造工程においては,加工の高速化や高回転化,高切り込み化,高送りなどにより,加工の負荷が上がる傾向にある。
このような条件下で使用される切削油は油煙やミストが発生しやすい状態になっており,その結果として工場内は飛散した油で汚れ,作業効率の低下を招く恐れがある。このため,多くの工作機械はミストコレクターを設置しているが,微細なミストや油煙は工作機械の開口部(すき間)やワークと工具の交換時に大気開放され,作業環境上の問題となっている。
本稿では,オイルミストの発生メカニズムの一部を述べるとともに,不水溶性切削油におけるミスト対策の方法について紹介する。また,最新の環境に配慮した高効率加工であるMQL(Minimal Quantity Lubrication)加工における浮遊ミストに関する検討状況も述べる。
1. オイルミストに関する規制
工場内において発生するオイルミストに関する法規制は,現在制定されていない。しかしながら,日本では日本産業衛生学会*4がミスト許容濃度に関する勧告値を発表している。また,米国ではACGIH(米国産業衛生専門家会議:American Conference of Governmental Industrial Hygienists)*5も同様な勧告値を発表している。
ミスト許容濃度とは,工場などの作業所で労働者が暴露されても,空気中濃度がこの数値以下であれば,ほとんどすべての労働者に健康上の悪影響がみられないと判断される濃度のことを指す。
表1には,切削油の基油に多く用いられている精製鉱油のオイルミスト許容濃度を示す。
|
表1 オイルミスト許容濃度(精製鉱油)
*時間加重平均:作業員が通常1日8時間,週40時間での許容値 |
2. オイルミスト発生メカニズム
オイルミストは,加工部分に供給された切削油が高速で回転する工具や被削材に当たりせん断を受け,物理的に微細化されて空気中を漂う油剤粒子と,加工時に発生する加工熱によって発生する油煙に分けられる。
まず,物理的に発生するオイルミストは,切削油が高いせん断を受ける高圧給油加工や高速切削・研削加工において多量に発生することが多い。これらのオイルミストのうち,粒径の大きいミストは比較的短時間で凝集(再液化)するが,微細なミストは凝集が進行する前に大気中に開放されることとなる。
これに対し,加工熱によって発生するオイルミストは,切削油が切削点などの高温下において,蒸発や分解することによって生成したものである。従って,ミスト粒径は非常に小さく,凝集しにくいため,オイルミストも大気中に開放されやすい。このようなことから,加工熱によって発生するオイルミストを抑制するためには,(1)供給油量を増やす(冷却性向上),(2)加工条件を緩和する(温度条件緩和),(3)沸点の高い油(蒸発や分解の抑制)を使用するなどの対処療法的な方法が中心となる。
3. オイルミスト発生における切削油の影響
3.1 基油の影響
高いせん断を受け発生しているオイルミストは物理的に生成していることから,加工時にオイルミストを全く発生させないといったことは不可能である。しかし,切削油の基油や処方を変更することで,オイルミストの発生量及び微細なオイルミストの発生割合を低減することが可能である。特に,作業環境を悪化させている,大気中に浮遊するような粒径の小さいオイルミストの発生を抑制することが重要になる。
油剤(液体)をミスト化したときの粒径は次式*6より求められる。
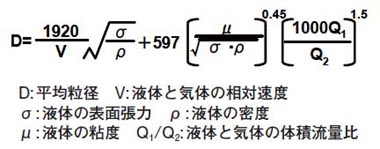 |
従って,微細なミストを減らすためには(1)粘度を上げる,(2)密度を下げる,(3)表面張力を上げる,といった方法が有効である。
しかしながら,不水溶性切削油の主成分である鉱油基油の表面張力と密度を著しく変化させることは困難である。また,合成油を用いた場合でも,表面張力と密度は大きく変わるものではない。
一方,粘度については使用する基油の選定により大きく変わってくる。従って,低粘度の基油を使用した切削油の場合,発生するミスト粒径は相対的に小さくなるのである。
そこで基油の粘度がオイルミストの発生に及ぼす影響を,図1に示す油剤のミスト性能試験機を用いて評価した。このミスト試験は,一定の条件で切削油をミスト化したときのミスト発生量や,系外に放出されたミスト(ストレーミスト)
量からミスト性能を評価するものである。評価条件を図1に示す。
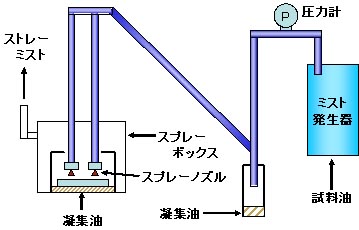
図1 ミスト性能試験機の概略図
|
||||||||||
図2に,切削油に用いられる各粘度の基油におけるミスト発生量とストレーミスト量を比較した結果を示す。この結果より,基油粘度の上昇に伴いミスト発生量とストレーミスト量はともに減少することが分かる。しかしながら,切削油で用いられる一番高い粘度である32mm2/sの基油を用いた場合でもミスト発生量の減少量もわずかであり,ストレーミストは依然として10g/h程度発生していることから,粘度の調整だけでは作業環境を大きく改善するほどのミスト低減効果は得られない。また,切削油の基油粘度を上げすぎると,被削材や切りくずに付着する油量が増加し切削油の消費量が増えるので,経済的にはあまり好ましくない。
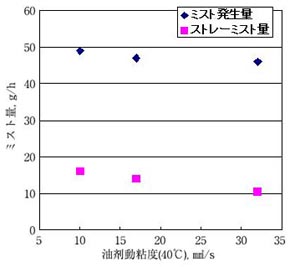 図2 ミスト試験結果(基油の粘度比較) |
3.2 ミスト抑制剤の効果
主軸のミスト潤滑など一般的にミストの粒径を制御する場合,ポリマータイプのミスト抑制剤を使用することは知られている*7。切削油にミスト抑制剤が添加されている場合,まず第一にポリマー自身が有する糸引き効果など粘着性により微細ミストの発生が抑制される,第二に物理的に生成した微粒子同士が短い時間で結合しながら徐々に粒径が大きく成長し,その後浮遊出来なくなり再液化する,などの効果により系内のミストが減少すると考えられている。
図3は,低粘度の基油にミスト抑制剤Aを添加したときの効果についてミスト試験により評価した結果を示す。ミスト発生量としては13%程度の減少であるが,ストレーミスト率が99%も減少しており,ミスト抑制剤Aの添加効果が顕著に認められていることが分かる。
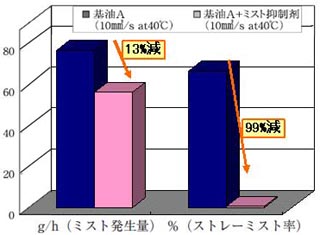 図3 ミスト試験結果(ミスト抑制剤の効果) |
図4には,タイプの異なる4種類のミスト抑制剤について,オイルミストの低減効果を比較した結果を示す。ストレーミストの抑制効果はどのミスト抑制剤でも観察されたが,中でもミスト抑制剤Cで効果が見られた。また,ミスト発生量では,ミスト抑制剤A,Cの低減効果が大きかった。しかしながら,ミスト抑制剤Cについては,長時間のせん断(ポンプの循環など)がかかると,ポリマーであるミスト抑制剤がせん断により低分子化し,効果が発揮されにくくなる(表2)。従って,ミスト抑制剤Aの方が長期間にわたるミスト抑制効果を期待出来ることとなる。
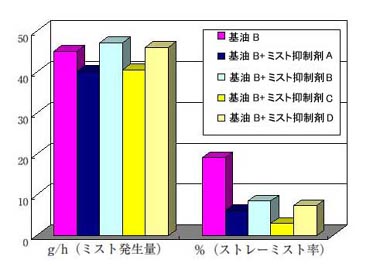 図4 ミスト試験結果(ミスト抑制剤の種類) |
|
表2 ミスト抑制剤に対するせん断の影響
*せん断:10kHz,30分 |
以上の結果から,ミスト抑制剤が添加されている切削油を選定する場合,添加初期の効果だけでなく,ある程度使用した後においてもミスト抑制効果を維持出来るものが望ましい。
3.3 アンチミストタイプ切削油の実用性能
表3には,これまで述べてきたミスト対策の手法を用いて開発したアンチミストタイプ切削油“ユニカットテラミシリーズ”の実用性能を従来使用していたミスト未対策油と比較した結果を示したものである。加工中の工作機械の周辺または加工直後の機械内部のオイルミスト量を,光学式デジタル粉塵計で測定したものである。
どの実用例ともアンチミストタイプ切削油は50%ものオイルミストが低減されており,明らかに良好な耐ミスト性能を示している。
|
表3 アンチミストタイプ切削油の実用性能
|
|||||||||||||||||||||||||||||||||||||||||||||||||
以上の結果から,切削油のミスト対策としては,ミスト抑制剤を添加する手法が,実用上においても効果的であると考える。
4. MQL加工における浮遊ミスト対策
現在,加工効率の向上と環境への配慮の両立という観点から,1時間当たりに数mLから数十mLという極微量の潤滑油を噴霧して加工を行う,いわゆるMQL方式によるニアドライ加工が,金型加工やエンジン部品の深穴加工,モータハウジングなどの部品加工において実用化されている*8。このMQL加工のひとつの問題は,噴霧されるMQLミストの粒径が非常に小さいため(平均粒径1~2μm),MQL供給量が多い加工やミストコレクターを設置していない機械,加工点にカバーをつけていない機械では,MQLミストの一部が室内に浮遊するという問題が指摘されている。
しかしながら,従来の切削油と同じミスト抑制剤を用いると,浮遊ミストが減ると同時にMQLミスト自身の発生量も減少してしまうことから,切削性能は低下することが明らかとなった。
そこで筆者らは,特殊な浮遊ミスト対策剤とともに最適な基油と添加剤を組み合わせることで,MQLミスト発生量を減らさずに浮遊MQLミストのみ削減する手法を開発した。
表4にドリル加工を行ったときのマシニングセンター内におけるオイルミスト量とドリルの刃先から吐出されたMQLミストを捕集した量を,図5にその時のマシニングセンター内部の写真を示す。浮遊ミスト対策MQL油は,どの回転数においてもMQLミスト捕集量に大きな変化はなかったが,オイルミスト量は大幅に低減していることが分かる。
|
表4 浮遊ミスト対策油の捕集油量とミスト量の関係
|
||||||||||||||||||||||||||||||||||||||||||||||||||
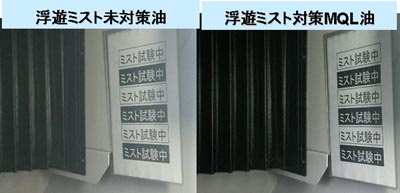 図5 ドリルMQL加工における工作機械内部 |
今後,浮遊ミスト対策MQL油は,様々な加工方法にMQL加工を適用する場合,作業環境を改善可能な油剤として非常に有効であると考えている。
まとめ
本稿では,切削油側から作業環境を改善する有効な手法について述べたが,今後は更なる改善が求められる可能性が高い。また,切削油は多種多様な条件化で使用されるため,本手法などによる対策が十分効果を発揮しない場合がある。このようなことから,不水溶性切削油を用いたときは,ミストコレクターを使用したり,工場内の換気を十分に行うなどの方法を組み合わせる必要がある。更に,MQL加工の場合は,オイルミストと水ミストを併用する複合ミスト加工(油膜付き水滴加工方法*9など)を行うことで,浮遊するMQLミストを低減することが可能となり,その結果供給された微量油が効果的に加工点で作用することから切削性能も向上することが期待出来る。
いずれにしても,作業環境を効果的に改善するためには,切削油と設備面及び加工条件,加工方法など,総合的に対策する必要があるものと考える。
<参考文献>
*1 似内昭夫,潤滑経済,Vol.99,No.12, 2-6(1999)
*2 若林利明ほか, トライボロジスト,Vol.39,No.9, 784(1994)
*3 稲崎一郎, 機械技術, Vol.48, No.11,40( 2000)
*4 日本産業衛生学会ホームページ:http://www.sanei.or.jp/
*5 ACGIHホームページ:http://www.acgih.org/
*6 J.H.Perry, Chemical Hand Book,3rd Ed., McGraw Hill
*7 桜井俊男, 石油製品添加剤, 幸書房
*8 須田聡, 潤滑経済, Vol.06, No.3,P20-26(2006)
*9 丹羽小三郎, 潤滑経済, Vol.06, No.3,P27-30(2006)



