
「切りくず吸引加工システムと切削特性」 2008/3
はじめに
MQL(極微量潤滑)に代表される環境対応技術が注目されるようになり,金型加工や自動車部品の生産工程の一部を中心に,実用化が進んでいる。筆者らも,油ミストと水ミストを混合して生成する水滴周りに油膜が張った油膜付き水滴による加工の研究*1を行い,実用化に至っている。
これらの環境対応技術は,油剤の使用量を極限まで減らすことや加工液を供給するために使用する電力を削減し,環境への負荷を減らすことに貢献している*2。
一方,主流である水溶性切削液による加工のメリットは多く,その中のひとつに切りくず処理性がある。大量に供給する切削液により切りくずは加工点から流され,生産ラインの自動化を容易にしている。
しかし,MQLなどのセミドライ加工における油の使用量は,1時間に数mLから多くて数十mLであるため,油剤による切りくず洗浄効果は期待できない。しかも,圧縮空気により油剤を吹き付けるので,加工点から吹き飛ばされた切りくずは,工作機械のテーブルや壁,治具や製品に付着し,自動化の障害や切りくずの清掃に手間が必要となる。
自動化が要求される自動車部品生産工程では,フラッシュクーラントと呼ばれる切りくずを流すための液により対応しているのが現状であり*2,切りくず処理に関する問題がMQLなどの普及を阻む一因となっている。
そこで,この問題を解決する方法として,切りくずを工具内に吸引して回収しながら加工を行うECM(Ecological and Clean Machining)が,中村 隆氏(名古屋工業大学 教授)により提案されている*3,*4。
本稿では,このECMの概要について簡単に説明し,切りくずを吸引できるボールエンドミルによる加工の結果*5について紹介する。
1. エコ・クリーン加工(ECM)
ECMは,切削する工具自身が切りくずを吸引して回収する方法であり,工作機械内への切りくずの飛散をなくし,作業環境の改善を図るとともに,環境負荷の小さいMQLなどの環境対策技術と一緒に用いることで,環境負荷の低減を目指している。
吸引して切りくずを回収する方法は,すでにいろいろと提案されており,多くは現状の加工に対する改善を目的として,工具全体を覆うような大きなカバーを取り付けることで,遠心力により飛散する切りくずを回収する方法で行われている。しかし,工具の周りに大きなカバーを取り付けるとATC(自動工具交換)が困難になり,複雑な形状の加工ではワークと干渉してしまうなど,限定的にしか利用できない。
そこでECMでは,図1に示すように工具すくい面上にカバーを取り付けられる構造とし,吸引口は切りくずが通ることが可能な程度に小さくすることで空気流速を確保し,切りくずに遠心力が働く前に,工具の中心に吸引・回収することを工具の基本構想とすることで,回転工具においても従来の工具と同様な扱いが可能になり,汎用性が確保できるように考慮した。
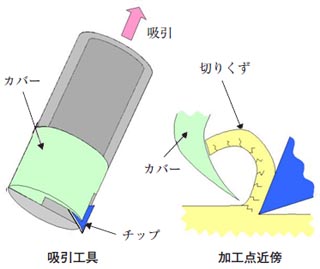 図1 ECM工具の基本構想 |
ECMを実現するためには,図2のような切りくずを吸引できる工具,工具中心に集められた切りくずをスムースに通過できるツールホルダ,主軸内に切りくずを通すことが可能なMC(マシニングセンタ)や,集めた切りくずを固める機能を持つ吸引回収装置などから構成される加工システムが理想である。現在,市販されているMCを改造し,このようなMCをオークマ(株)が試作し,名工大において検証している。
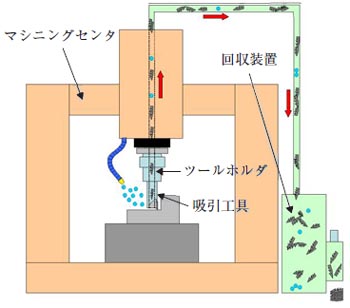 図2 ECM加工システム |
2. ボールエンドミルの構造
製作した切りくずを回収できる,ボールエンドミル(一枚刃のR5)の外観を写真1に示す。
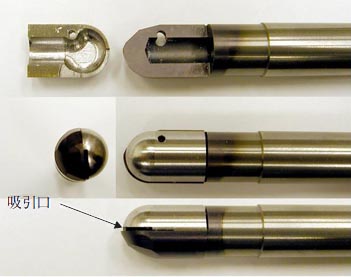 写真1 ECMボールエンドミル (オーエスジー(株)製作) |
前述した工具の基本構想どおり,工具軸中心に穴(φ5mm)があいているボールエンドミルと,すくい面を覆うカバーから構成されており,カバーとすくい面のすき間から進入した切りくずは,中心の穴を通過して排出できる。カバーはM1.6のねじにより固定しており,切れ刃に沿って,カバーとすくい面との間には約0.7mmの切りくずを吸引するためのすき間を設けた。この間隔を適切に調整し,空気流れを速くすることにより,切りくずは工具の遠心力の影響を受けることなく,生成された直後に回収することが可能となる。
3. 切りくず吸引加工
製作した工具の吸引性能を調べるため,金型材であるプレハードン鋼(NAK55)の切削実験を行った。製作したボールエンドミルによる切りくず吸引加工実験の様子を写真2に示す。使用した工作機械は,現在一般に広く使われている立形のMCであり,切りくずを吸引する機構はない。そこで,回転している工具の中心から切りくずを取り出すことができるようにするため,サイドスルーホルダを使用した。このサイドスルーホルダの構造は,外部給油のみ付属のMCにおいて,ドリルなどの内部給油による加工を可能にするクーラントホルダと,基本的に同じである。ATCも可能であり,工作機械の主軸に切りくずを通す機構を持たない現存の工作機械では,サイドスルーホルダを使用することが前提となる。
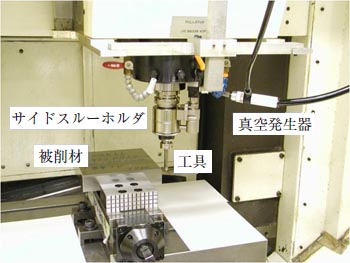 写真2 切りくず吸引加工実験の様子 (サイドスルーホルダ:エヌティーツール(株)製作) |
吸引方法として,ブロアまたは真空発生器を用いることができるが,今回の実験では後者を用いた。真空発生器は,圧縮空気により負圧を発生させる装置であり,大きな設備投資を必要としない。写真では,工具とサイドスルーホルダ内が真空発生器により負圧となっており,真空発生器より後ろは圧縮空気により切りくずが搬送される。
切削実験は,傾斜面(20度)をドライでピックフィード加工した。加工条件は,切り込み0.4mm,ピックフィード0.4mm,主軸回転数4,440rpm,送り0.1mm/revである。
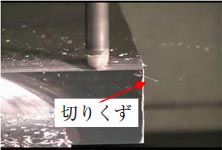
吸引しない場合と,吸引した場合の切りくずが飛散する様子の違いを写真3に示す。当然ながら,吸引しない場合では,遠心力によって切りくずが周りに飛散している様子が見られる。
 (a)吸引なし |
 (b)吸引あり |
|
写真3 切りくず飛散の様子
|
一方,吸引した場合には,ほとんどの切りくずは工具内に吸引されており,写真には切りくずが写っていないため,切削をしているかどうかわからないほどである。当然,工作機械テーブルや被削材の上に切りくずが落ちていないため,作業環境の改善を期待できる。目視ではあるが,今回の実験条件では,ほぼ100%の切りくずを工具内に吸引・回収することが可能であった。
しかし,吸引した切りくずの一部が工具やサイドスルーホルダ内に残ることや,サイドスルーホルダの構造的な制限により,上限の回転数が5,000rpm程度であるなどの問題点が明らかになっており,今後解決しなければならない。
4. ECMの切削特性
ECMによる切削加工の特徴のひとつに,すくい面上に絶えず速い空気の流れが存在していることが挙げられる。高速ビデオカメラで切削時の様子を観察すると,その空気の流れにより,ボールエンドミルの刃が材料を削り始める前に,被削材に付着している油が,すくい面上を流れるように吸引されることがわかった。
そこで,図3に示すような加工により,ECMが切削時の潤滑特性に与える影響を調べた。使用したボールエンドミルには,TiAlNがコーティングされているが,油剤の影響を顕著にするため,被削材にはアルミニウム合金(A5052)を用いた。
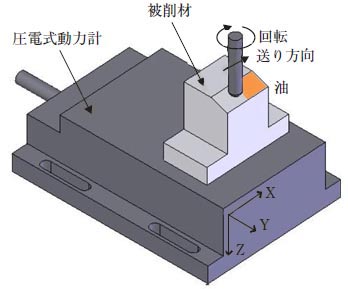 図3 実験方法 |
実験は,20度の傾斜面を1パス加工するときの切削抵抗を圧電式動力計により測定し,送り方向にかかる力を比較した。加工条件は,切り込み0.15mm,主軸回転数4,440rpm,送り0.1mm/revである。傾斜面の半分には,マイクロシリンジにより計量した植物油を塗布してあるため,加工前半はドライ加工となり,加工後半はセミドライ加工となる。
塗布した油の平均油膜厚さが約70μmのとき,吸引がある場合とない場合の切削抵抗の変化を測定した結果について図4に示す。吸引のない場合は,現在一般に行われている加工に相当する。図の横軸は加工の経過時間を示しており,縦軸はX軸方向の切削抵抗を示している。加工は約3秒で終了しており,加工時間の前半部分に比べ,後半部分は切削抵抗が減少している。これは油剤により切削抵抗が下がっているためで,この減少量が大きいほど,油の潤滑効果が大きいことを表している。吸引がある場合は,吸引がない場合に比べ,明らかに切削抵抗の減少量は大きい。
 図4 切削抵抗の変化 |
ここで,加工前半部分のドライ加工時の切削抵抗をF0,油を塗布した後半部分の切削抵抗との差をΔFとしたとき,ΔF/F0を加工減少率として定義する。この加工減少率が大きいほど,潤滑効果は大きいことになる。
この加工減少率について,平均油膜厚さごとに調べた結果を図5に示す。油膜が十分厚い場合(0.2mm以上)や薄い場合(20μm以下)には,吸引による潤滑効果への影響は見られない。しかしそれ以外では,吸引がある方が,吸引がない場合に比べ加工減少率は大きくなっており,潤滑効果が高いことがわかる。最も効果が表れているところでは,2.5倍程度の差があり,吸引することによって,より少ない油の量で大きな潤滑効果が期待できることから,油剤量の削減につながると考えられる。
 図5 油膜厚さの影響 |
次に,平均油膜厚さが一定の場合に,工具刃先での空気流速が潤滑効果に与える影響を図6に示す。空気流速が50m/sec以上あれば,加工減少率にはほとんど差はなく,50m/sec以下では,吸引による効果は一気になくなり,吸引していない場合とほとんど変わらないことがわかる。
 図6 空気流速の影響 |
このことから,ECMでは,切りくずを吸引するためだけでなく,高い潤滑効果を得るためにも,刃先での空気流速を十分確保できるような設計にしなければならない。
最後に,ドライで切削した時の仕上げ面の状態を写真4に示す。吸引がある場合(上側)には,きれいな仕上げ面が得られているが,吸引がない場合(下側)には,むしれたような仕上げ面になっている。吸引がない場合には,すくい面に凝着した切りくずが次の切削時にこすってしまい,仕上げ面を悪くする状況でも,吸引するだけで改善することができる。
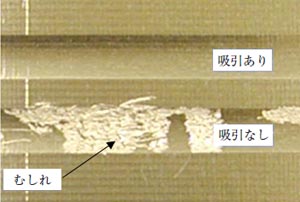 写真4 仕上げ面 |
このように,ECMでは切りくずによる仕上げ面へのトラブルを未然に防ぐことも期待できる。
おわりに
切りくずを吸引しながら加工するECMについて,概要とその効果を簡単に紹介した。ECMを実用化するためには,まだまだ多くの課題が残っており,特に多様化している工具種類やサイズについて吸引工具の開発が必要となる。現在,ドリルやタップなどの工具を製作し,材料,加工条件に制限はあるが,吸引加工できることがわかってきた。今後も実用化に向け,様々な加工テストを行い,研究を進めていきたい。
なお,ECMに関する研究開発は,経済産業省の地域新生コンソーシアム研究開発事業から委託を受けて行った(管理法人:(財)科学技術交流財団,構成メンバー:名古屋工業大学,愛知県産業技術研究所,オークマ(株),オーエスジー(株),エヌティーツール(株),大同メタル工業(株),新日本石油(株),(株)デンソー,(株)東海理化,(有)丹羽環境・設計技術士事務所)。また,研究の一部は,(財)大澤科学技術振興財団の助成を受けて行った。ここに記して感謝の意を表する。
〈参考文献〉
*1 河田圭一ほか,精密工学会誌,Vol.69,No.9,1342(2003)
*2 (財)省エネルギーセンターホームページ:http://www.eccj.or.jp/index.html,平成14年度省エネルギー優秀事例全国大会,経済産業大臣賞,マツダ(株)
*3 河田圭一,ツールエンジニア,Vol.48,No.6,38(2007)
*4 長谷部孝男,機械と工具,Vol.51,No.8,28(2007)
*5 中村隆ほか,日本機械学会講演論文集,Vol.4,247(2007)





