
「実用性のあるオイル測定」 2007/10
1. オイル測定は機器の振動診断に比べより早期の異常発見が可能
オイルを測定する業務は欧米ではすでに設備保全のスタンダードである。国内でも2008年に計画されているISO機械状態監視診断技術者の資格認定制度の中に「油中コンタミナント計測と管理」や「摩耗粉監視と診断」が必須訓練科目となっているようだ。
また,すでに資格認定制度を実施しているICML(International Council for Machinery Lubrication)においては,オイル測定や分析士の専門資格まであり,国内の原子力発電の保全関係部署ではスタンダードである。
事実,国内の各分野で現場測定の需要が大幅に増えている。現場で潤滑油・作動油の「目視」や「におい」での判定がなくなり,オイルでの機械状態監視技術が再び脚光を浴び,次世代の技術を取り入れながら進化している。例として自動車のトランスミッション製造工程でのATFオンラインコンタミ監視,エンジンメーカーでの燃料油監視システムの導入,潤滑設備ラインの劣化センシングと傾向管理,部品メーカーでの洗浄油自動粒子測定などが実現している。
また,数年前から分析機関への燃料油分析が増加しているようであるが,事実,燃料油における清浄度レベルも国際的な管理値が設定されていく。
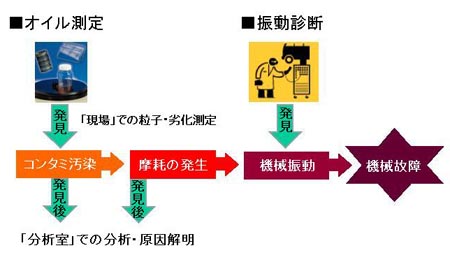 図1 オイル測定の重要性 |
2. オイル測定は大きく「分析室型」・「現場型」に分けられる
2.1 「分析室型」の測定機器とは(ICP・FTIR・フェログラフィ・ガスクロなど)
「分析室型」の分析機器は,主に油剤供給会社や油分析会社のスペシャリスト間で使用することが多く,分析機器の測定原理・メンテナンス方法はもちろんのこと,サンプルオイルの機能・物性・特徴・添加剤の種類といった専門的な知識と,トレンドを解析するノウハウが必要である。フェログラフィによる摩耗粉形状観察になればケーススタディを積み重ねなければ適切な摩耗形状の判定はできないだろう。
「分析室型」の分析機器は機器装置や製品の故障原因・個所を追求するためのツールとして,また劣化や特性変化を詳細に解析するツールとしてスペシャリストが使用する分には優れ,その有効性も実証されている。
しかしその反面,設置環境・解析時間・熟練・知識が必要とされ,全ての工場や現場に予防保全のツールとして広く行き渡ることは困難であろう。
2.2 工場や現場にオイル分析のスペシャリストが少ない
機械メーカーや設備を所有する工場において“故障や異常があってからの分析”,いわゆる事後の分析として油剤供給会社や油分析会社などを利用し,事故原因を解析することが多い。このアウトソーシング化された分析では,自社のオイル診断・メンテナンス技術の継承が確立されないだろう。特に工場の生産現場,設備の保全担当といったプロアクティブメンテナンスに携わる必要のある人々に分析結果の解析知識が少ない。だからといって,現場の担当者が分析スペシャリストレベルの知識や情報収集に尽力できる環境にあるかといえば他業務と兼任で困難だろう。
また,生産品に高精度な油圧や潤滑を使用している機器メーカーのサポート部門においても,自社ユーザーのトラブル品におけるオイル分析業務を外部委託しているケースがあり,サポートが十分行き届かない場合があるという。
もちろん自社での潤滑油分析技術を育成している工場もあるが,国際的情報交換が少なくオリジナルの管理方法のため,現在のISOや国際的スタンダードから判定方法がかけ離れている場合も少なくない。
では,このような現実を放置しておいて良いのだろうか。これまで通りの潤滑管理であれば,機械製品や設備の故障・事故,無駄なオイル交換や不適切な保全など経済的にも危惧される要素は限りないといえよう。そこに拍車をかけ,2007年問題から発生する潤滑油診断の熟練者の定年退職や古い診断技術のみの踏襲は,潤滑油業界全体に大きな影響をもたらすだろう。
そこで世界的に注目を浴びているのが資格制度などを用いた新しい知識と,次に述べる工場や現場に適した「現場型」の測定機器導入の必要性である。また,試験機関などのスペシャリストと情報交換し,今まで自社内で育成されにくかった潤滑の基礎知識・経済的なソリューション・信頼ある分析と解析知識を確立していくことが期待される。
3. 「現場型」の測定機器とは
オイル異常の発見ツールとして「現場型」の測定機器があらゆる機械産業で注目を浴びている。
「現場型」の測定機器は,「分析型」が現場では設置環境や操作性から実用的でないことが原因で開発された背景があり,その特徴としては「短時間・簡単操作で誰が測定しても人為的な誤差が出ない」測定を可能にすることが一つの定義であろう。よって,ここでは実用的で国際的な認知がある製品についてのみ解説していく。
工場や現場において必要なのは,機器に故障をもたらすコンタミナントや水分といった「汚染」・オイルの基本性能を低下させる原因である酸化や粘度変化といった「劣化」・鉄粉濃度から推測される「摩耗」をリアルタイムに自らの手で異常を発見することである。この「現場型」測定は,「汚染」・「劣化」・「摩耗」をはじめとするオイルの異常を単に発見できるだけでなく,その数値により異常状態を把握することも可能でなければならない。また,重要な効果として,頻繁に測定することから工場や現場のメンテナンス意識レベルを向上させ,結果として故障の低減,品質・技術の向上につながる。
工場の潤滑診断における第1ステップは正しい知識と「現場型」測定器での状態監視を浸透させ,異常結果が発見された場合に適切なソリューションへ結びつけていくことと,異常結果に到達するまでの傾向監視が重要だろう。また,「分析室型」を“故障や異常があってからの分析”だけにとどめないためにも,「現場型」をステップに「分析室型」を有効利用し,原因除去と対策を実行していく必要があるだろう。
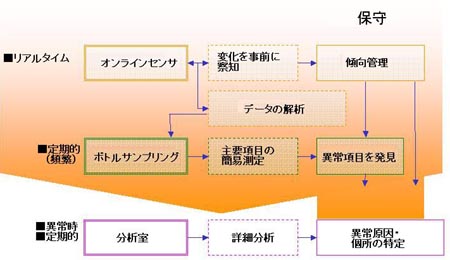 図2 工場・現場型のオイル測定 |
4. オイルのサンプリング
具体的な事例は省略するとして,機械トラブルの原因はオイル汚染などが大半であり,このオイルを評価して機械のプロアクティブメンテナンスを実施していくための実用的ツールについてこれから解説していくが,その上で機器の具体的な説明以外に絶対に外せない要素が“オイルのサンプリング”についてだ。
「現場型」の測定ツールの中でも近年評価されている機器は,サンプルオイルの「汚染」・「劣化」・「摩耗」を国際規格に準じて正確に判定することができる。しかし,ここで大きな問題になるのが,その測定用にサンプリングされたオイルが“本当に測定目的にあったオイルサンプルなのか”,“適切なサンプリング方法を用いたか”,“サンプリングボトルは管理されたものか”などである。
筆者は年間120件以上の現場を訪問し,多くの問題あるサンプルを目にしてきた。
極端な例では,「停止中のシステムのドレーンコックを解放してすぐにボトルに採取する」,「オフループの浄油機の下流でオンライン測定しタンクの清浄度を監視する」などの誤ったサンプリング方法が大変多く実在している。ボトルサンプリング時にはサンプリングポンプやサンプルポートなど適切なツールがあるので,それらを使用することを推奨する。オンラインサンプリング時には適切な場所を見極める知識とノウハウが必要になるだろう。是非,測定結果を左右するサンプリングについては,その重要性を理解いただきたい。
また,「現場型」の測定機器を導入するメリットとして,サンプリングから測定・判定するまでの一連の流れを同一担当者で行えることにもあるだろう。設備や機器を最も近くで監視している現場担当者が,正しい知識を持ってそれぞれのシステムにあったサンプリング方法を理解し,判定することが望ましい。
清浄度管理が特に必要とされる油圧機器では,以下のようなサンプリングに関する規格があるので,油圧機器以外のオイルを使用している現場でも参考にしていただきたい。
オイルのサンプリング手段にはインライン・オンライン・オフライン(ボトルサンプリング)がある(図3)。
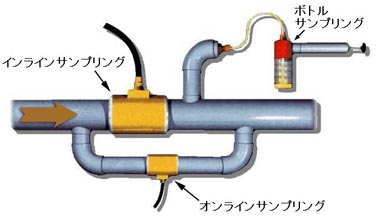
図3 サンプリングについて |
<参照規格>
*JIS B9936:2001(ISO 4021:1992)
油圧-微粒子分析-運転中のシステム配管からの作動油試料採取方法
*JIS B9937:2001(ISO 3722:1976)
油圧-作動油試料容器-清浄度の品質及び管理方法
5. ボトルサンプリング時実用性のある測定方法
センサの進歩により,後述するオンライン測定を行う工場も増加してきているが,国内は各々のテストポイントからボトルに採取し測定することが多い。また,オンラインで採取できない場合の手法としてボトルサンプリングは有効だ。以下に現場で有効利用されている主な機器を記述する。
5.1 コンタミナント測定
このコンタミナント測定は,現場管理では最重要項目といえよう。油圧機器の場合においては,機器の故障の80%以上がこのコンタミによるものといわれている。
製品のフラッシング検査から機器の故障予知や摩耗粉の増加予測などの用途,宇宙航空業界や自動車業界をはじめとする,ありとあらゆる分野での需要の幅が広いのもその普及原因といえるだろう。
以前行われてきた質量法(JIS B9931)はフィルタに濾した総質量を測定するもので,コンタミナント管理で最も重要となる大きさや分布が分からない欠点がある。また,顕微鏡法(JIS B9930)はごく一部分を目視で判定するので,熟練した作業者しか正確性がなく,また,現場での測定には全く不向きで時間もかかる。もちろん,過去に現場で使用されたオイルの色を見て汚染度を推定するパッチテストも含め,これらは時代のニーズに適した測定方法とは言い難い。
近年は自動粒子計数法による粒子測定が工場・現場でもスタンダード化されている。いわゆるオイル・パーティクルカウンタでの全自動測定である。サンプリングされたオイルをパーティクルカウンタにセットすることにより,ISOやNAS,AS4059といった汚染度の国際規格に準じた結果が出てくる。新油や製造,設備ラインのオイルを定期的に測定することで清浄度クラス,粒子分布から様々な異常を発見できる。
最近では,設備機器を流れるオイルの管理としてエレクトロニクス系の工場や化学プラントでも使用されている。欠点としてはクーラントやエマルション化したオイルの測定には不向きなことである。
<参照規格>
ISO 11500:1997「JIS B9934:2000」
油圧-光遮へい原理を用いた自動粒子計数法による微粒子測定方法
判定の規格も近年変化しつつある。旧来式のNAS1638による判定方法は,ISOやJISといったスタンダードからのサポートがなくなり,現在の欧米のスタンダードであるISO4406:1999(JIS B9933:2000)に移行する工場も出てきている。
<参照規格>
ISO4406:1999(JIS B9933:2000)
油圧-作動油-固形微粒子に関する汚染度コードの表示
また,パーティクルカウンタには校正についてもISO/JISに記載があり,正確に判定できる状態を常に保つことができる。
<参照規格>
ISO 11171:1999(MTD-NIST)「JIS B9932:2003」
油圧-液体用自動粒子計数器の校正方法
*ISO4402:1991(ACFTD)から変更
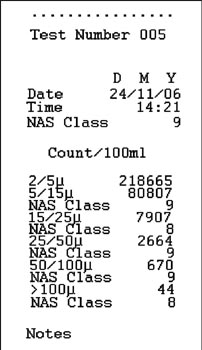 NAS/ACFTD |
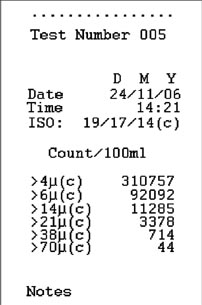 ISO/MTD |
図4 オイル・パーティクルカウンタでの測定結果一例 |
5.2 水分測定
水分は大気中の水蒸気ばかりか,オイルクーラーなど熱変換器からの漏れにより浸入することもあり,装置の稼働上好ましくない状態を生じさせる。その他にも,誘電率増加によるオイルの絶縁特性低下,酸の増大による錆の進行促進,油膜強度低下による軸受などの損傷,濾過性能低下によるフィルタの目詰まり,バクテリアなどの発生,キャビテーション,スラッジなどの発生を引き起こすのでシステムによってはコンタミ同様数値での管理が必要といわれている。
欧米では水分センサによるオンライン測定が脚光を浴びているが,国内ではまだ浸透していない。理由の一つはこの水分センサによる測定は相対水分,つまりオイルの飽和点を100%としたときの水分飽和量パーセントをセンシングするものであり,分析室などでカールフィッシャー式を用いた水分測定の結果“ppm”と異なるからだろう。これら水分センサは,オイルのモイスチャーセンサといえる。温度によって飽和点は影響されるが,潤滑油測定界の国際的識者間では,この相対水分監視が注目されている。
また,昔ながらの現場手法としてクラックルテストや目視の判断があったがそれらは数値化できず適切な判定方法とは言い難い。といって「JIS K2275 原油及び石油製品-水分試験方法」に記載がある蒸留法・カールフィッシャー式は現場に持ち込めないうえ,メンテナンス・知識が必要だ。
現場での油中水分測定としてはJIS K2275にも記載がある「水素化合物反応法」に準じた測定器が普及してきた。この試験方法はISO/DIS 9114にも記載があり,国際的なスタンダードにも準じている。原理は油中の水分を水素化カルシウムと反応させ,発生したガス圧を測定するといった方法である。
「水素化合物反応法」に準じた測定器が現場に適している主な理由としては,以下の点が挙げられる。
○持ち運びに便利で測定場所を選ばない
○ppmまたはパーセントでの数値表示が出る
○時間がかからない
検出の下限値は約200ppmと若干高めに感じるだろうが,一般工業油の合否判定としては十分有効であるといえよう。
一方,デメリットとしては試薬とその廃材の処理が必要である点だろう。この測定法以外に赤外線波長吸収式の水分測定器もあり,短時間で水分率をppmまたはパーセント表示する。これは基本的にフーリエ変換の原理を応用して現場で使用できるように開発されたもので,試薬や前準備は不要だ。欠点は一部のオイル種しか測定できない点と「水素化合物反応法」との価格差ではないだろうか。
5.3 劣化の測定
前述までのコンタミや水分の侵入といった「汚染」はフィルタや水分分離器などによって取り除くことが可能である。しかし,いつどこで汚染するかわからないことから,出荷製品・設備といったあらゆる場所での測定や管理の有効性が高い。
しかし,ここで述べる「劣化」は「汚染」と異なり,オイルの特性変化で基本的にはオイル交換というソリューションしかない。いわゆる「現場」ではオイル交換への見極めを中心とした「劣化」測定が必要とされる。ただし「汚染」,特に水分と金属摩耗粉は酸化を促進させ,オイルの寿命を下げるので両者の関係は無縁とも言い難い。
近年では工場の保全担当者が「本当に設備オイルの寿命が過ぎているのか」,「今までのオイル交換頻度は正しいのか」といった疑問から,また,機器メーカーのアフターメンテナンス部門がユーザーのオイル劣化を現場で判定したいという要望から「劣化」測定の需要も増加傾向にある。
分析室では粘度変化・元素分析・添加剤の減少・酸化など様々な角度から劣化やオイルの残り寿命を計算することができる。しかし冒頭から述べているように,現場に設置できるような機材ではない。
それでは工場・現場では何で劣化判定をするべきであろうか。
i) 酸価の測定による「現場型」劣化判定
まず現場判断の基準としてよく用いられているのは,一般工業油の場合は酸価(AN)・ディーゼルエンジンオイルの場合には塩基(BN)の中和価試験測定だろう。
酸価(AN)は,試料1g中に含まれる酸性成分を中和するのに要する水酸化カリウムKOHのmg数。
塩基(BN)は試料1g中に含まれる塩基性成分を中和するのに要する塩酸または過塩素酸と等量の水酸化カリウムKOHのmg数で表す。
オイルの腐食性の酸を検出し,交換時期や原因を見極める。分析室でも酸価・塩基測定を「指示薬滴定法」で行う場合もあるが,一般的には現場用のチェッカーとして「指示薬滴定法」の測定機器が広く使用されてきた。容易な手法と価格は魅力的だが,水分計の「水素化合物反応法」同様,廃材の処理が必要である。
<参照規格>
「JIS K02501 石油製品及び潤滑油-中和価試験方法」中の「指示薬滴定法」に記載がある。
ii) 動粘度測定による「現場型」劣化判定
酸化という化学的な観点からではなく,オイルの物理的特性という観点から「劣化」を判定する動粘度測定は,判定の容易さから「現場型」でも広く普及されていると思われがちだが現実は異なる。
単位はスト-クスStが採用されており,実際には1/100の数値であるセンチスト-クスが用いられてる。動粘度からは「劣化」だけではなく,間違えたオイルを補給してしまった場合や水や燃料の混入も間接的に読み取れる。もちろん分析室では必須試験項目であり,物性変化を見極める重要項目といえよう。また,粘度指数を算出することにより,オイルの性能をより理解できる。
しかし「現場型」の動粘度計は「分析室型」のガラス毛管式粘度計とは異なり,傾向分析程度にしか使用できないものが多いため,重要な試験項目にもかかわらず普及されていない。「現場型」のメリットは唯一携帯性で,デメリットは精度・リピータビリティ・人為/設置環境的な誤差が「分析室型」と隔たりがある点だろう。様々な「現場型」動粘度計があるがボール落球式などが一例で挙げられる。
<参照規格>
JISK2283 原油及び石油製品-動粘度試験方法及び粘度指数算出方法
「現場型」劣化判定機器には上記以外に,エンジンオイルやギヤーオイルの「不溶解分」を測定するブロッタースポットテストや塩分汚染を判定する機器があり,それぞれの使用機器・環境に応じた測定方法を見極める必要がある。
5.4 摩耗粉測定について
摩耗粉測定は「分析室型」で詳細の原因追求をすることが望ましいだろう。しかし,ICPやフェログラフィといった摩耗粉分析器は現場設置には不向きである。現場では原因追及よりも発見が重要視される。「現場型」の測定器として,パーティクルカウンタでの摩耗粉発見が一つの手段として用いられる。もちろん,パーティクルカウンタは摩耗粉だけではなく,シリカをはじめ異物に対してカウントするが,研究所では摩耗粉量の測定に使用されているのも事実だ。
ただし,鉄系摩耗粉のみを現場発見したいという声から,いくつかの鉄粉濃度計(鉄密度計)が世に出ている。特に軸受,ピストンリング,シリンダ,ギヤーの鉄系摩耗や腐食が予測できるポイントについてである。
鉄系摩耗粉測定に関しては国際標準規格が存在しないため,各メーカー独自の測定原理を有し,ppmやオリジナルの単位で測定結果が出るのも特徴だ。
メリットは鉄系摩耗粉の測定粒径レンジがICPに比べ圧倒的に広く異常摩耗を発見しやすい点とオイル/グリース以外のサンプルでも測定可能な点である(図5参照)。

図5 摩耗分析のサイズと分布 |
ICPを所有している解析機関が,鉄密度計を利用しICPで計測できない大きな摩耗粉測定をカバーしていることもある。それ以外にエンジン・ギヤー・パワートレインを有するシステムの摩耗粉監視やそれらを製造しているメーカーのカスタマーサポートで需要がある。
欠点は鉄摩耗分の測定に限定している機器が多く,非鉄分(アルミ,鉛,銅など)の摩耗粉が多く出ると思われるシステムには使用できない点だろう。
6. オンラインセンシングによる現場監視
「流量・圧力・温度」はラインで監視されているのに「汚染・劣化・摩耗粉」は?
「現場型」オイル測定で今後注目されるのは,オンラインセンシングであることは間違いない。すでに以下の目的で実用化し経済的,品質的,技術的効果を出している。
○生産品の全数検査・設備ラインのリアルタイム常時監視
○制御盤やPCなどで測定・判定を完全自動化することによる省人化
○ゼロエミッションの一環として分析時に出る廃油・廃液・廃材の低減化
○ボトルサンプリング時のミス・事故や分析時の健康上の危険からの回避
ただし,オンライン測定は特殊な技術は必要ないが,取り付け位置や方法・制御に知識と経験が必要である。このオンライン測定やその自動化に遅れをとってきた国内に,これらに関する文献や正しい知識と経験を持っている人材が少ないのが唯一の欠点であろう。
このオンラインセンシングの分野に関しては,冒頭の資格制度を有していても解決する問題ではない。直結した解決方法としては,将来的な経済効果や次世代のオイルセンシングを取り入れようとする現場の情熱とそれを受け入れサポートする企業の対応が必要であろう。以下に実用的なオイルセンサと代表的なアプリケーションを紹介する。

写真 オンラインPC監視一例 |
6.1 コンタミセンサ
すでに多くの主要メーカーでオンライン・パーティクルカウンタの採用が実現しはじめている。先端のオイル測定技術を取り入れている機器メーカーは,パーティクルカウンタを自動制御し,フラッシングの無人判定やラインの傾向管理・出荷製品の清浄度管理を自動化し,様々な効果をあげている。パーティクルカウンタでのオンライン測定は粒径・粒子数と汚染度規格による判定を可能にし,潤滑油・作動油・ATF・燃料油・洗浄油・難燃性作動油・ディーゼルエンジンオイルを使用,もしくは初充填する分野で急速に実用化されている。
しかし,出荷製品や車両にパーティクルカウンタを組み込みたい設計者や,管理設備が複数の保全マンから「よりエコノミーでNAS等級またはISO等級を表示するものが欲しい」という要求があった。そこで開発されたのがコンタミセンサだ。実用的なコンタミセンサは以下のスペックを持つ。
○NASとISOの汚染度等級を表示することができる
○測定原理は光遮断式を用い再校正をすることができる
<参照規格>
ISO 11171:1999(MTD-NIST)「JIS B9932:2003」
欠点は粒径と粒子数が計数されない点とパーティクルカウンタとの精度差である。
このコンタミセンサは,各テストポイントにパーティクルカウンタを恒久設置できなかった現場にローコストのソリューションをもたらすだろう。
6.2 水分センサ
水分センサに関しては,5.2項で記述したように相対水分センサがオイル監視用として製品化されているが,国内ではあまり浸透していないようだ。
測定原理は一般的に静電容量式である。使用しているオイルの飽和点と温度のチャートがあれば,ppmにも変換することができるが,あくまでも相対水分計なので飽和点からの水分パーセントで管理するべきだろう。もちろん,乳化・分離しているような高水分含有オイルの監視には使用できない。低水分で外部からの侵入を察知したいシステムに使用できる。
6.3 劣化センサ
劣化センサは次世代型センサの代表の一つといえるだろう。測定原理は使用している油種の新油やフラッシング完了した時点で0点調整し,オイル中の増加していく酸化物・摩耗粉・不溶解分・水分などを誘電率の上昇でセンシングしていくものである。誘電率は物質が電気をためる能力で物質により異なる。よって,センシングする対象が幅広く,物質を特定することはできない。しかし,現状のオイルが新油からどの程度総合的に変化しているかを数値で判定できる。海外ではギヤーボックス・エンジンオイルの監視として実用化されている。国内でもガスエンジンや自動車メーカーの研究に使用されている。
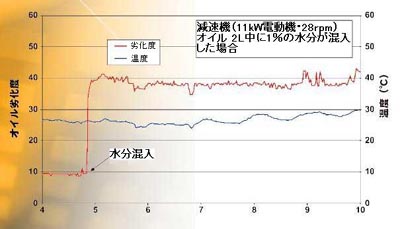
図6 劣化センサ ~減速機でのデータ~ |
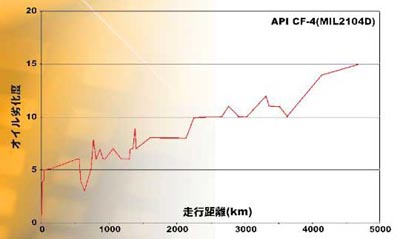
図7 劣化センサ ~ディーゼルエンジンでのデータ~ |
6.4 摩耗粉センサ
オフライン測定で記述した機器のオンライン型として鉄粉濃度センサがある。磁気を用いた測定原理なので酸化した鉄系摩耗粉をカウントできないマイナス面もある。
同様の基本測定原理を利用し,非鉄系摩耗粉も同時に測定できる金属摩耗粉カウンタも市場に出ている。この摩耗粒子のオンライン常時監視により,大型のシリンダドレインや減速機,回転機械の故障を未然に防ぐことができる。これらのセンサは国際規格が存在していないため,実験的な使用や研究設備での採用が中心で価格的な欠点があるといえよう。
7. チャレンジによって培う“現場の技術力”から新しいメンテナンス方法・測定機器が生まれる
機械状態の診断手段としてオイル測定機器の概略を説明してきたが,実用的といった観点から,機器の操作性や利便性はもちろんのこと,購入後の技術的サポートを行える機器メーカーや販売会社を選択する必要があるだろう。その一端として,オイル・パーティクルカウンタのようなISO/JISで再校正スパンや方法が明記されている機器についての校正コスト・期間であったり,オンラインでの技術サポートは重要だ。
生産する機械や使用する機器の進歩と同様に,測定のテクノロジーも次第に進歩し,効率的な測定方法も多く出てきた。
筆者は企業の設計・製造・品質保証・カスタマーサポート部門の現場に立ち会い,多種多様の測定方法を見ているが,基本的な知識をベースに常に新しい測定方法を実用化していく現場には必ず多くの進歩がある。そのような新しいチャレンジから培われていく“現場の技術力”で新しいメンテナンス方法や測定機器が生まれるのだろう。
今後は是非,次世代の測定機器を選定できる知識と経験・技術力を身につけ,「実用性のあるオイル測定方法」を機械のプロアクティブメンテナンスに活用していただきたい。