
水系洗浄剤は安全性や環境の影響の点で問題が少ない代替洗浄剤だと思いますが,水系洗浄剤の液管理に起因するトラブルと,液管理の方法についてご教示下さい。
解説します。
水系洗浄剤は乾燥工程および排水処理に留意する必要がありますが,安全性や,環境への影響は最も少なく,今後の代替洗浄技術の主力の1つになるものと考えられます。
水系洗浄剤の液管理について,プリント基板および部品洗浄を例に紹介します。
1. 洗浄におけるトラブルと液管理
(1)プリント基板洗浄
プリント基板の洗浄目的は,ハンダ付工程で使用されたフラックスやハンダボール等の除去です。洗浄とリンスが不十分でプリント基板上にそれらが残留すると,フラックス中に含まれるイオン性の物質(塩素系活性剤など)がプリント配線や電子部品間の絶縁不良や腐食など,トラブル発生の原因となります。
最近のプリント基板実装技術の進歩に伴い,基板上の高密度実装化とファインパターン化の向上がはかられ,パターン間と部品間の隙間がますます狭くなりつつあるので,その隙間に入り込んだフラックス残渣の洗浄が重要になってきています。
フラックス残渣に起因する問題の解決には,使用しているフラックスの除去に適した洗浄剤と洗浄方式の選定がまず第一にあげられます。しかし,せっかく最適な洗浄剤と洗浄方式を選定しても,運用後の洗浄剤とリンス水の液管理がしっかり行われず,洗浄剤中のフラックス濃度が高いまま使用していると洗浄剤の洗浄力が低下し,フラックス残渣の原因となります。
リンス水についても,洗浄槽からワークに付着して持ち込まれる洗浄剤と汚れ成分により,第1リンス槽以降のリンス水の水質が悪化し,洗浄不良の原因になるとともに,リンス排水再利用装置への負荷が増大しランニングコストの上昇をまねくので,第1リンス槽のリンス水を交換する必要があります。
(2)部品洗浄
部品洗浄は部品加工の際に使用される切削油,プレス油,熱処理油などを脱脂洗浄するのが目的です。洗浄とリンスが不十分であると部品表面に油分が残留し,部品加工の後工程でメッキ,塗装,エッチング不良などの原因となります。
これらの問題の解決にはプリント基板洗浄と同様に,使用している機械加工油の除去に適した洗浄剤と洗浄方式の選定とともに,洗浄剤とリンス水の液管理が重要です。
(3)液管理の基本
水系洗浄剤によるプリント基板および部品洗浄において液管理を行う必要があるのは
1. 洗浄槽における洗浄液の汚れ管理
2. リンス槽におけるリンス水の汚れ管理
3. リンス排水再利用装置処理水の水質管理
ということになります。
液管理は,洗浄液やリンス水の性状を指標として,その指標と汚れとの相関を把握して行います。液管理は次の点に注意して行う必要があります。
1)洗浄剤,フラックス,加工油は数多くの銘柄がありますが,それらの組成は各銘柄ごとに違います。例えばプリント基板洗浄槽の洗浄液管理において,ある銘柄の洗浄剤とフラックスの組み合わせでは,色相による管理が最良であっても,違う銘柄の組み合わせでは屈折率による管理の方が良い場合が考えられます。つまり,どの管理指標による管理が最も良いか,個々のケースごとにテストして選択する必要があります。
2)各銘柄ごとに指標に影響を及ぼす成分濃度が違うので,個々のケースで指標と汚れとの相関を把握する必要があります。水系洗浄剤の液管理方法を図1に示します。
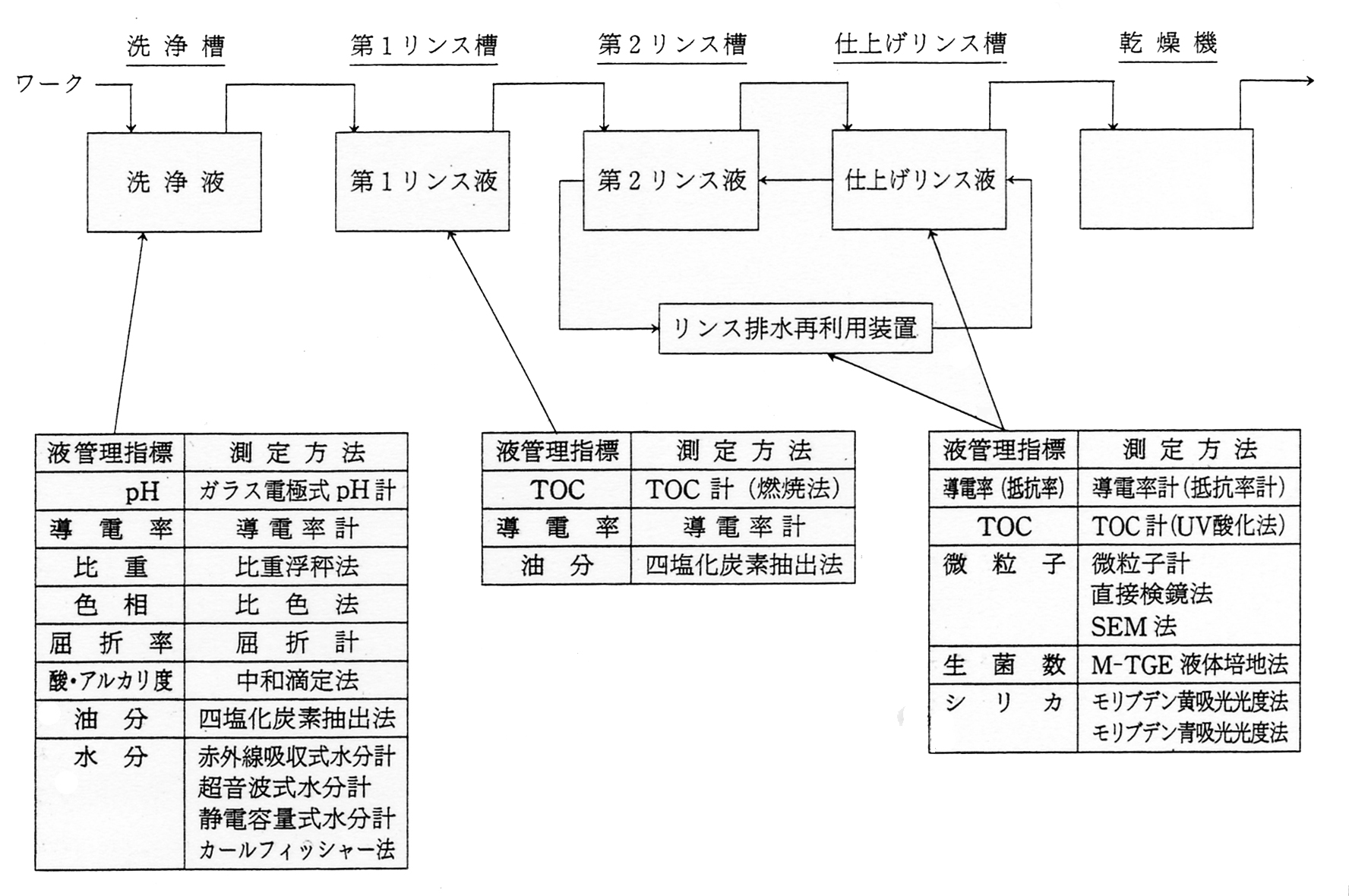 図1 水系洗浄剤の液管理方法 |
2. 洗浄液の管理方法
(1)pHによる管理
フラックス中の酸による洗浄液のpH変化を測定して液管理を行います。活性化ロジン(RA)は低活性度ロジン(RMA)に比べてpHの低下が大きいようです。
(2)導電率による管理
フラックス中の塩類や酸,加工油の塩素系極圧剤による導電率の変化を測定して液管理を行います。
(3)比重による管理
洗浄剤と比重差のある加工油が,混入することによって起きる洗浄液の比重の変化を測定して液管理を行います。
(4)色相による管理
加工油は暗褐色や黄色を呈しているものが多く,油の混入とともに着色します。油の限界混入濃度を基準にして,いくつかの比色用標準サンプルを作り,このサンプルと洗浄液の色を比較して液管理を行います。
(5)屈折率による管理
洗浄剤にフラックスや加工油が混入すると,屈折率が変化することを利用して液管理を行います。
(6)酸・アルカリ度による管理
汚れの混入により洗浄液の酸やアルカリ度が変化することを利用して液管理を行います。
(7)油分による管理
洗浄液中の油分濃度を直接測定し管理します。
(8)洗浄液の水分管理
原液で使用するノニオン系洗浄剤には,使用中の蒸発で水分量が低くなると引火性が現れるものがあり,水分管理が必要となります。
1. 水分測定方法
水分測定方法には次のような方法があります。
- 赤外線吸収式水分計
- 超音波式水分計
- 静電容量式水分計
- カールフィッシャー法
3. リンス水の液管理方法
リンス水中の洗浄剤および汚れ濃度は洗浄液に比べて非常に低くなります。表1に示すプリント基板洗浄例では第1リンス水のTOC濃度は洗浄液の約1/20となっています。したがって,液管理の指標は濃度が低くても正確に測定できるものでなければなりません。
|
表1 プリント基板の洗浄システム例の物質収支と水質指標
|
(1)TOCによる管理
洗浄剤,フラックス,加工油は有機物からできています。有機物を測定する方法にCODMN,TOC測定があります。洗浄剤,加工油などは直鎖状の炭化水素からできているのでCODMNでは完全に酸化しきれない欠点があります。TOC測定方法には燃焼-赤外線分析法と湿式紫外線酸化-赤外線分析法があります。TOC濃度が高い第1リンス水のTOC測定には酸化力の強い燃焼-赤外線分析法が優れています。TOC濃度の低い仕上げリンス水やリンス排水再利用装置処理水のTOC測定には,火気を使用しない点でより安全な湿式紫外線酸化-赤外線分析が優れます。
4. リンス排水再利用装置処理水の管理方法
一般的な部品やプリント基板の洗浄の場合,処理水質は導電率だけで管理しているケースが多いようです。ノニオン系洗浄剤はイオンに解離しないため,導電率だけによる水質管理は不十分でありTOC計を併用して水質管理をした方が良いと考えられます。高度な水質を要求される場合は,抵抗率,TOCの他に微粒子,生菌数,シリカ濃度,各金属濃度なども管理する必要があります。

「技術者のためのトライボロジー」新発売!