
振動による回転機械の異常予知について解説します。
回転機械の異常予知
回転機械が異常を起こす場合,どのような原因が考えられるでしょうか。また,異常を未然に防ぐ方法について教えて下さい。
解説します。
1. 回転機械の故障モード
ある調査によると,回転機械について関心のある故障モードは図1のようになっています。関心度の最も高いのが『異常振動』で全体の30%にもなっており,関連の深い『異常音』を含めると50%近くにもなります。ついで多いのが『摩耗』の20%で,『割れ』,『疲労』と続いています。
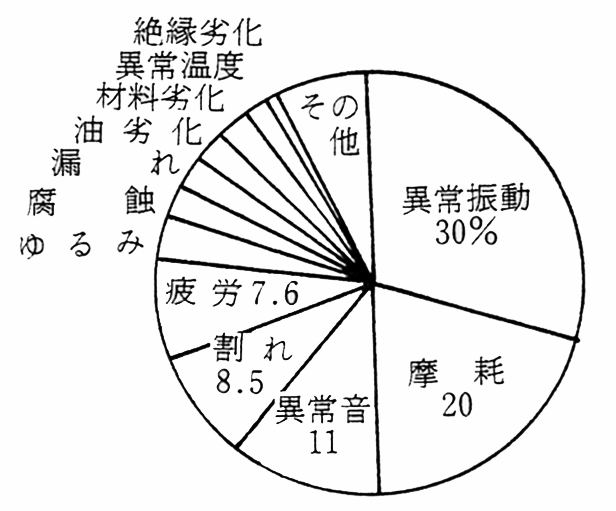 図1 設備診断で関心のある故障モード |
関心度が高いということは,それだけ異常や故障が数多く発生していることと思われます。
当社において調査した例では,ボイラ通風用軸流ファンの故障モードは図2のようになっています。やはり『異常振動』が最も多く,『異音』まで含めると30%~40%となります。そのほかこのボイラ通風機は発電出力変動に伴う風量制御のために,回転中頻繁に回転胴翼の取付角を変化させるので,動翼を駆動するための制御部分の異常もかなりの割合を示しています。ターボ圧縮機についてもほぼ同様の調査結果があり,ほとんどが『異常振動』で,次に『軸受損傷』がそれに続いています。
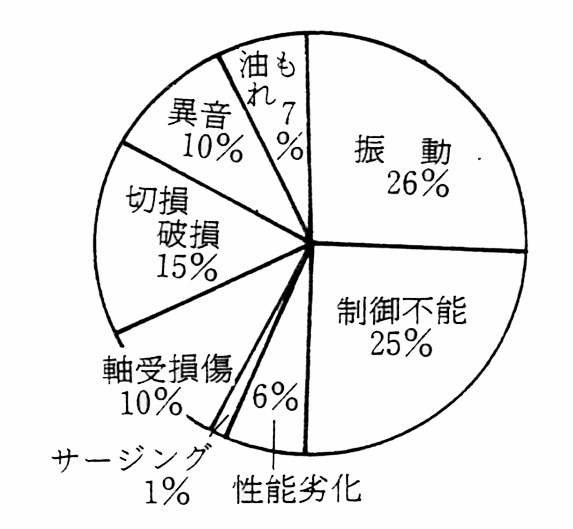 図2 ボイラー通風機の故障原因 |
このように故障要因として比率の高い振動問題ですが,その中身の現象・原因としては,図3に調査した結果があります。これによれば軸系のアンバランス振動が最も多く,ついでケーシングなどの共振,オイルホイップなどの自励振動,軸系の共振と続いています。
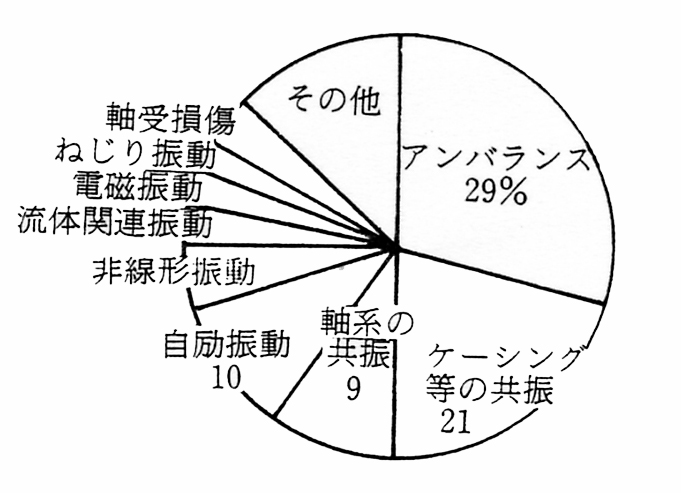 図3 回転機械の振動原因割合 |
2. 振動法による異常予知
異常を未然に防ぐ方法について教えて下さいとのことですが,振動診断に限っていえば,次の2つの方法があろうかと思います。
一つは,現在発生している振動が,正常であれ,異常であれ,何によって引き起こされているかということを確認することです。例えばアンバランスの要因が大きいのであれば,バランシングにより振動を減らすことができます。あるいはころがり軸受による影響が大きいのであれば,グリース補給やアライメントを見直すことにより,減少させることが可能でしょう。このように振動の状況を詳細に調査し,振動原因を推論し,振動対策を講じることを精密診断といいます。
これに対して,振動の時間的変化の傾向を監視することにより,劣化の時期を予知・予測する方法を傾向管理といい,通常は傾向管理と精密診断を組み合わせ,回転機械の設備管理を行っています。
図4はこれらの振動診断システムの一例です。データ収集器(簡易FFTアナライザ)で定例的に振動データを収集し,事務所のパソコンでその月の振動測定結果を総括的に報告書として出力させます。報告書では測定対象機器個々について,正常/異常の判定と,異常であればその程度が表示されます。
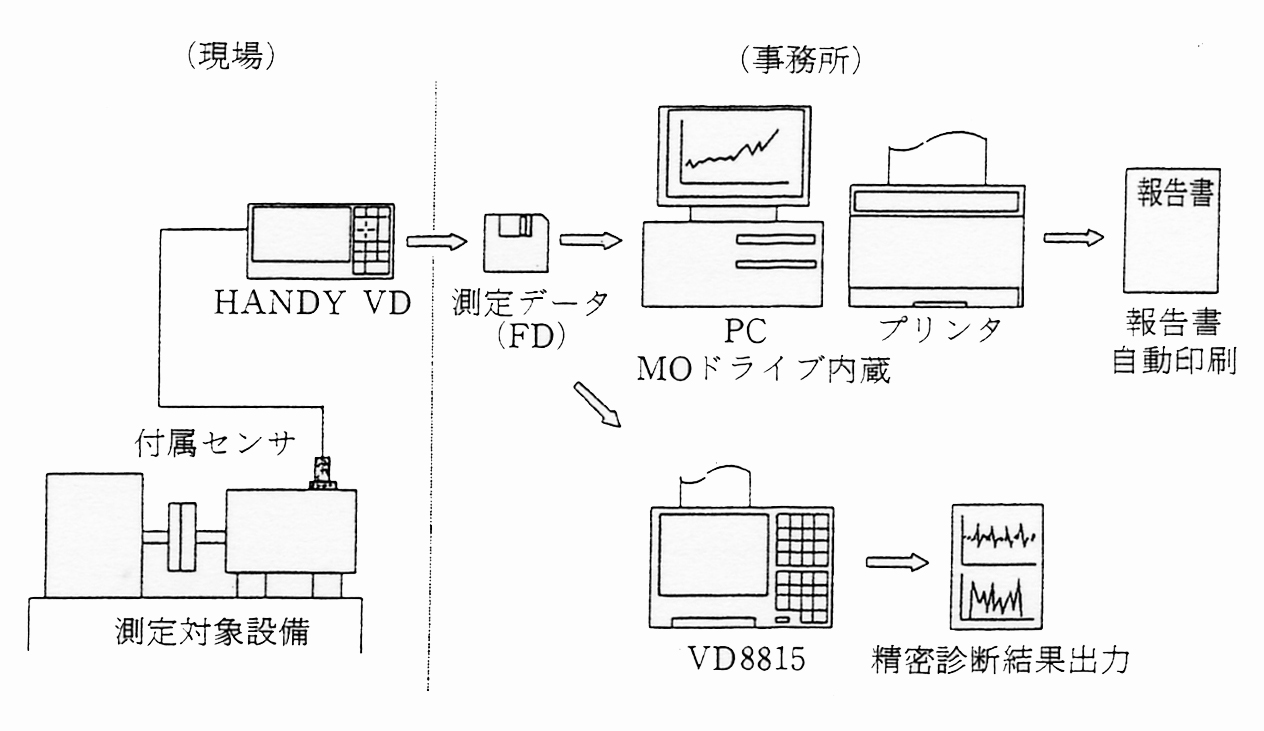 図4 システムのフロー |
異常のランクがANN1であれば,パソコンによりその部位の傾向管理グラフ(図5)を出力させ,振動のどの周波数成分が過去のデータに比べ増えてきたかを確認します。合わせて,要注意機器として,日々のパトロール時にチェックを行います。ANN2になれば,前述した精密診断を行い,防振対策を講じます。ANN3では異常(故障)として,速やかに修理を行います。
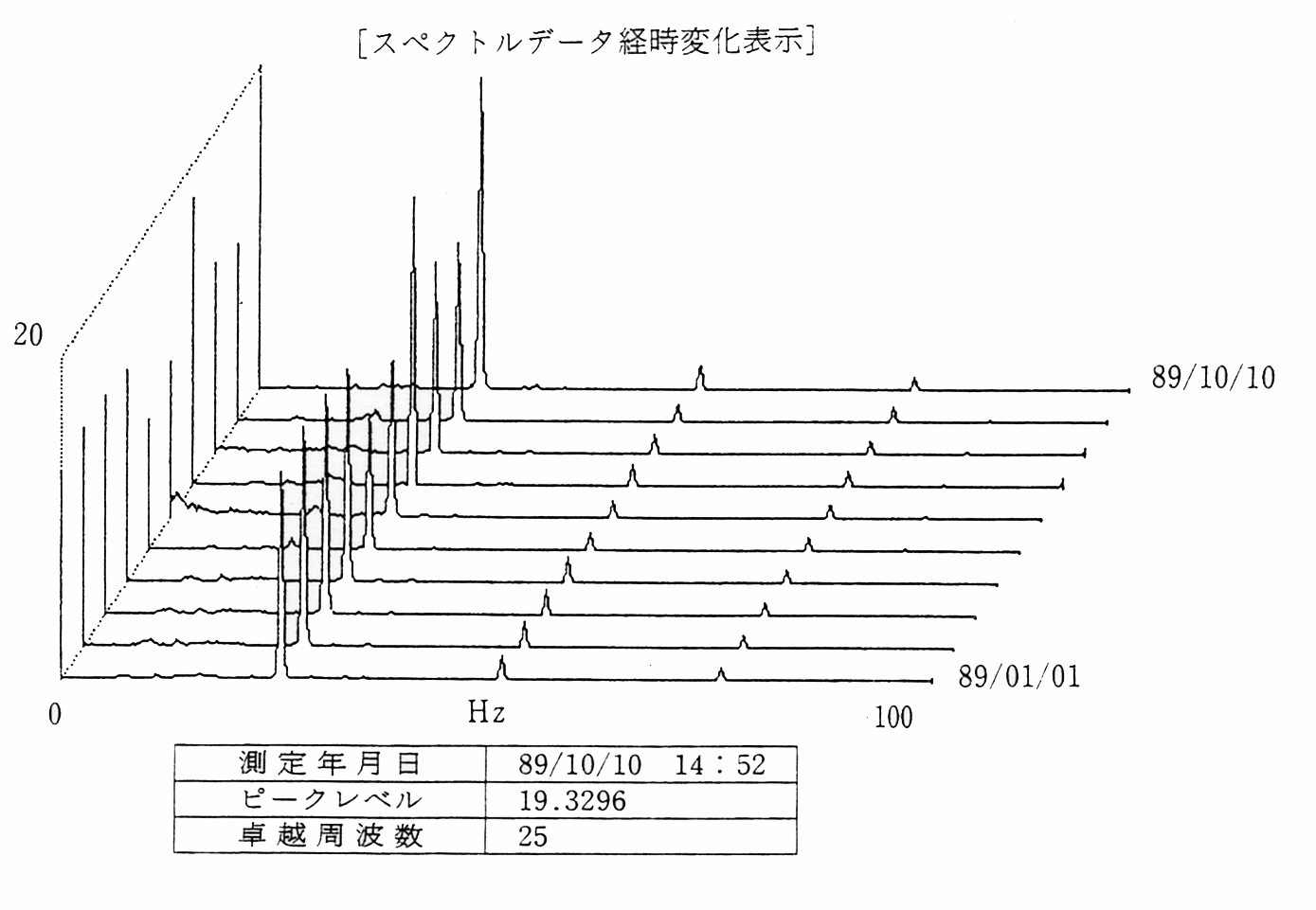 図5 スペクトルデータ経時的変化表示 |
以上は,振動法による回転機械の予知保全の一般的なシステムの事例ですが,そのプロセスにおいていくつか注意すべき点があり,以下にふれたいと思います。
3. 振動法における注意点
振動を計測する場合,まず何を目的に計測するかということを認識する必要があると思います。すなわち,ふつうの機械的振動(アンバランス,ミスアライメント等)や流体脈動などは10Hz前後から数100Hzまでの範囲で発生しますので,変位か速度の振動を計測すれば良いでしょう。歯車振動やころがり軸受損傷,あるいはキャビテーションなどは数100Hzから数10kHzに至るかなり高い振動数の領域に発生するため,通常は加速度振動で測定します。このように測定する場所や内容に応じて,測定する物理量(単位)を適正なものにする必要があります。
このように目的に応じた形でセンサから信号を採り,目的に応じて信号を処理する,振動診断においてまずもって注意しなければならない点と思われます。
次に判定基準の問題です。振動の大きさが正常であるか異常であるかは,基準値があって初めて判定可能となります。回転機械の機械的振動については,JISを始めとしてISO,API,JEAC,あるいは通産省令など多くの基準が定められていますが,よりシビアに管理するためにはユーザーが独自に,機械ごとに基準値を設けることが必要です。そのためには上記の規格値や機械メーカの推奨値等を参考に,過去の測定したデータにより設定します。もちろん蓄えられたデータに応じ,時によっては基準値の見直しが必要になることもあります。そのためには,基準値が更新可能なシステムにしておく必要があります。
以上,振動による回転機械の異常予知について述べてきましたが,振動以外にも超音波や温度,音響,圧力,油分析,電気による診断,光学法等回転機械の部位や内容に応じて使い分けられていることを最後に付記したいと思います。

「技術者のためのトライボロジー」新発売!