図1 ぬれ性について
式(1)をヤングの式と呼び,接触角θによってθが0°のときは完全にぬれた状態である.θが 0°<θ<90° のときは部分的にぬれた状態,90°≦θ<180° のときはほとんどぬれない状態である.
2.金属の表面自由エネルギー(表面張力)と表面状態
金属に限らず最表面に露出する原子は,内部の金属原子に比べて過剰なエネルギーを有している.バルク中のある1個の分子に着目すると,周辺分子との間には「分子間力」が働いている.このため,分子同士は互いに引き合うが全体としては打ち消し合っているためバルクに存在する分子は比較的安定的である.一方,表面に存在する分子は,バルク側の分子だけでなく,大気中の分子との間にも分子間力が働いている.バルク側の分子の密度が圧倒的に高いため表面に存在する分子は,常に内部に引き込まれた状態である.この結果,表面を縮めるような張力(表面張力)が働いているように見える.またバルク分子は,周辺分子と分子間力で引き合い相互作用することによってエネルギーを下げている.しかし表面分子は,大気側に相互作用の相手が少ないため,その分エネルギーが高くなっている.この表面分子がもつ過剰なエネルギーが「表面自由エネルギー」となる(図2).一般に液体の表面張力に対して固体の表面張力は表面自由エネルギーと呼ばれることが多い.
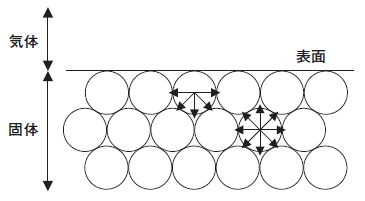
図2 表面自由エネルギー概念図
金属の表面自由エネルギー(表面張力)は固体の状態で測定するのは難しいため加熱溶融し液体金属として測定する(表1).融点の高いものほど表面張力の値も大きく,数百~数千mN/mに達する(プラスチック材料は40mN/m前後である).固体金属は液体金属より原子間距離が近いのでさらに大きな値になると考えられる.清浄な金属表面は高エネルギーで図1の rS>>rL となるので多くの液体でぬれることになる.しかしながら実際の金属表面においてはぬれない問題が多く発生し,これが密着不良の原因となっている.この理由としては,金属表面は表面自由エネルギーが極めて高いため酸化被膜が形成され,その上に有機物の吸着層や吸着水の層で覆われ安定化されているからである(図3).

図3 大気中の金属表面のモデル*6
5.HDM-1に表面のぬれ性効果
HDM-1の効果を確認するため一般的なアルカリ脱脂液とHDM-1を10%に純水で希釈し,アルカリ脱脂液は60℃,HDM-1は25℃にて一般構造用圧延鋼材であるSS400を各液にそれぞれ5分間つけ置き後,30秒×2回のシャワー濯ぎを実施した.続いてドライヤーで乾燥を行った後接触角測定および全面ぬれ性確認を行った.一般アルカリ脱脂剤を用いても接触角は多少低下したが全面ぬれ性試験ではハジキが多数見られた.一方HDM-1処理品は接触角が一桁台まで低下し全面が均一にぬれることを確認した.
上記のデータからHDM-1処理によって従来のアルカリ脱脂液では除去できなかった有機物層が除去できていると考えられる.プラズマ処理と比較しても接触角一桁台は同等とみなすことができる.ダインペンを用いた試験でも,70mN/Nのインクを塗布できるため,処理後で表面自由エネルギーが大きく向上したとみなすことができる.また湿式処理であるため金属全面を同時に均一処理できることもポイントである(図4).

図4 SS400を処理した場合の表面接触角の比較
6.HDM-1処理後の樹脂密着性
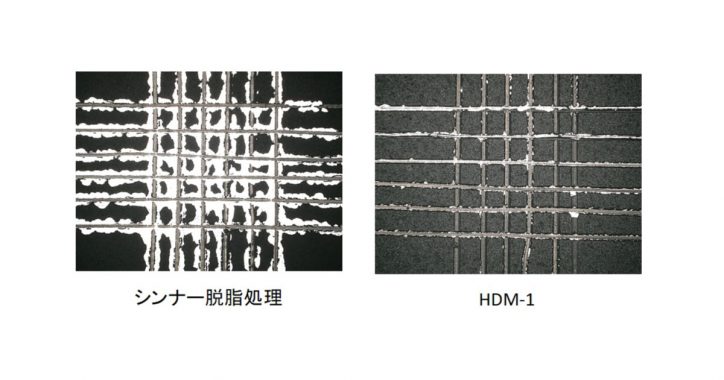
HDM-1処理によって自由エネルギーが向上した表面の,塗料や接着剤の密着性の効果を確認した.SUS304をシンナー脱脂したものとHDM-1処理したものにそれぞれ塗装を施し,クロスカット試験を行った結果である.HDM-1処理品はシンナー脱脂品に比べ明確に欠陥数が減少しており,自由エネルギーの向上に伴う樹脂密着性改善効果が確認された(図5).
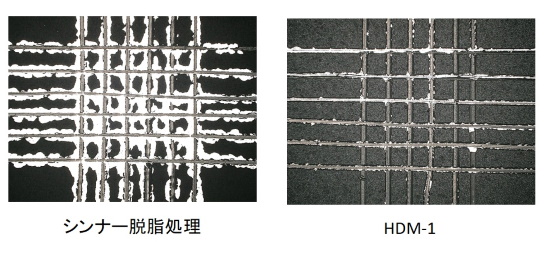
図5 塗装表面のクロスカット試験結果
図6はシンナー処理,一般アルカリ脱脂処理,HDM-1処理したそれぞれのSUS304同士を接着剤でつなぎ,JIS K6850引張せん断接着強さ試験を実施した結果である.アルカリ脱脂処理はシンナー処理に比べて多少接着力は高くなる傾向はあるが,HDM-1処理品はアルカリ脱脂処理品の2倍近いせん断強さが確認された.前記二つの試験結果から,「金属表面が持つ本来の表面自由エネルギーを発現させる」というコンセプトにおいて開発されたHDM-1は塗装やコーティングの密着改善に寄与することが確認できた.
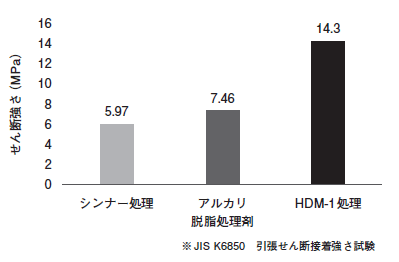
図6 前処理別のせん断強さ測定試験
7.まとめ
金属表面処理や接着・接合を行う上で重要な因子となる密着性向上の理論と当社の高機能表面処理洗浄剤であるHDM-1の紹介を行った.本稿が金属部品加工を行う上で,一助となれば幸いである.当社は今後も「界面化学技術」を利用した新規技術や新製品の開発を積極的に行い,ユーザーの発展に貢献していきたいと考えている.
<参考文献>
*1 白井正樹:コンバーテック,Vol. 564,No. 48(2020)
*2 今野光三:潤滑経済,No.657(2019)
*3 森川務,中出卓男,桜井昌幸:表面技術,Vol. 58,No. 5(2007)
*4 荻野圭三:表面の世界,裳華房(1998)p.33~44
*5 荻野圭三:表面の世界,裳華房(1998)p.31
*6 礒山永三:近畿アルミニウム表面処理研究会会誌,117,1(1986)
横浜油脂工業の洗浄剤
セミクリーン M-LX | 部品用中性洗浄剤 | 横浜油脂工業
横浜油脂工業のセミクリーン M-LXは,部品用中性洗浄剤です。有機汚れ、無機汚れなど多種の汚れに対応した中性水系洗浄剤。特殊ビルダーの配合によりパーティクル除去も可能です。商品詳細はこちらから- 横浜油脂工業のHDM-1は, 表面機能化処理兼洗浄剤 です。各種金属部材表面の濡れ性を大幅に向上させる能力を持った水系洗浄剤です。金属への材料積層(メッキ,塗料など)の前処理液として最適で,材料種によってはプライマー処理をせずに均一な密着性が期待できます。商品詳細はこちらから
セミクリーン ZA-2 | 油分離型脱脂洗浄剤 | 横浜油脂工業
横浜油脂工業のセミクリーン ZA-2は, 油分離型脱脂洗浄剤 です。レンズ芯取油,切削油,金属加工時の加工油汚れなどを除去する中性の水系洗浄剤です。従来の中性系洗浄剤と異なり,洗浄対象の付着油を素早く脱離・分離させるため洗浄対象への残留性が小さく,かつ液ライフが長いです。商品詳細はこちらから



ライフクリーン MT | フラックス除去脱脂洗浄剤 | 横浜油脂工業
フラックス除去脱脂洗浄剤 横浜油脂工業のライフクリーン MTは,脱脂洗浄剤です。金属部品,リジッド基板,マスクなどに付着したフラックス,はんだペースト,銀ペースト等を除去することができる準水系洗浄剤です。特にフラックスに対し高い洗浄性を有します。商品詳細はこちらからライフクリーン L-01 | 鉄対応型中性剥離剤 | 横浜油脂工業
横浜油脂工業のライフクリーン L-01は, 鉄対応型中性剥離剤 です。鉄,SUS上の各種樹脂膜,塗装膜,接着剤を除去する準水系剥離剤です。溶剤代替や繰り返しの使用を想定しており,環境面・コスト面に優れた剥離剤です。商品詳細はこちらから