
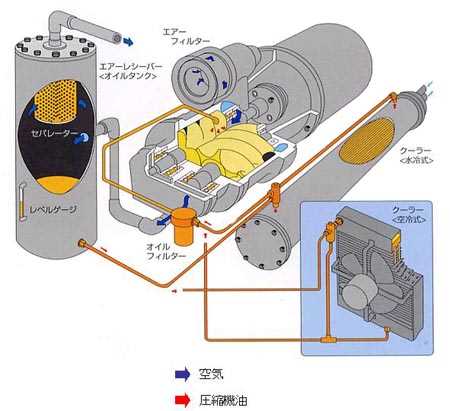
図1 空気とスクリュー圧縮機のフロー
2. 圧縮機油の動向と潤滑上の問題点
最近の油冷式スクリュー圧縮機の動向と潤滑上の問題点を図2に示す。油冷式スクリュー圧縮機は小型化,パッケージ化,空冷化,高圧化さらにクリーンエアー化が進められている。小型化に伴って圧縮機油のタンクも小さくなり,タンク容量は油冷式スクリュー圧縮機が登場した1960年代の1/3以下にまでなっている。この結果として油温の上昇,油消費量の減少,凝縮水の増加などが生じ,かつ休息時間の短縮と相まって油の負荷はますます高くなってきており,従来の圧縮機油では,圧縮機メーカーの指定更油時間まで寿命がもたない場合がある。
図2 油冷式スクリュー圧縮機の動向と問題点
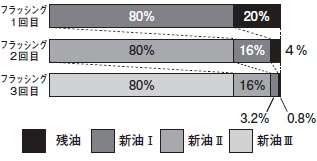
図3 油冷式スクリュー圧縮機のフラッシング回数と残油量の関係
さらに,油冷式スクリュー圧縮機は,更油時に系内の圧縮機油をすべて抜くのは困難で,10~30%程度残ってしまう。この結果,圧縮機油を寿命まで使った場合,フラッシングをしても残油の影響により圧縮機油の早期異常劣化トラブルが起こることがある。図3は例として劣化残油が20%系内に残る油冷式スクリュー圧縮機のフラッシング回数と残油の関係を示したものである。フラッシングを3回行っても,劣化残油が0.8%も残存してしまうことが分かる。
圧縮機油の異常劣化は,スラッジの発生につながり,オイルセパレーターの目詰まりによる装置停止や,発火事故などに繋がる危険がある。
3. 圧縮機油の環境対応
3.1 圧縮機油による廃棄物削減
i )鉱油系ロングライフ圧縮機油
これまでに述べたように,圧縮機油は非常に過酷な条件で使用されるようになっている。当社では1975年に国内初の圧縮機専用油を開発して以来,安定性向上による更油期間の延長や,発火・爆発に対する安全性の向上などに貢献する油剤開発を進めており,圧縮機油の寿命は約30年で6倍程度まで伸びている。圧縮機油の寿命が延長されれば,すなわち更油周期の延長が可能となることから,更油時に発生する廃棄物の削減に有効である。また,寿命まで使い切らずに余裕をもって更油すれば,フラッシング回数を減らしフラッシングオイルの廃棄量を低減できることから,結果としてCO2削減につながる。
圧縮機油のロングライフには,合成圧縮機油を使用することが有効であることは一般に知られている。合成基油としてポリアルファオレフィン,ポリアルキレングリコール,アルキルナフタレン,ジエステルおよびヒンダードエステルなどを使ったものが実用化されている。一方,最近では鉱油系圧縮機油であっても,従来の合成圧縮機油と同等レベルのロングライフが実現できる油も開発されている。
図4 ロングライフ圧縮機油の性能評価結果
図4に最新の鉱油系圧縮機油のロングライフ性能評価例を示す。本評価はK社3.7kWの小型圧縮機を,初期タンク油量1.5Lでスタートさせた。この後1回当たり100mLをサンプリングし,ロータリーボンベ酸化試験(以下RBOT)により酸化寿命を評価したものである(ここで得られたRBOT値を以下RBOT寿命と呼び,RBOT寿命が長いことは,すなわち酸化寿命が長いことを意味する)。なお,評価中は新油の補給は行わないため,評価はサンプリング限界である9,000時間までとした。RBOT寿命100分を圧縮機油の使用限界とした場合,圧縮機油Aは9,000時間経過してもまだ使用可能レベルにある。これは従来の鉱油系ロングライフ圧縮機油の1.5~2倍,標準的なPAO系合成圧縮機油と同等のロングライフ性能を有している。
ii)劣化残油の影響が少ない圧縮機油
先に述べた通り,油冷式スクリュー圧縮機には劣化残油が残ってしまう。フラッシング1回で,約20%の残油が残ることを想定し,酸価が1mgKOH/gになった劣化油を新油に20%添加し,図5に示す試験装置で加速劣化させ,RBOT寿命により劣化残油の影響を評価した。評価結果を図6に示す。市販圧縮機油B,Cは,劣化残油の混入により急速にRBOT寿命が低下するのに対し,圧縮機油Aはそれほど大きくRBOT寿命の低下が起こらないことが分かる。
図5 加速劣化試験の概要
図6 劣化残油の影響
一般的に潤滑油は劣化残油の影響により酸化寿命が低下するが,圧縮機油も例外では無い。圧縮機油の寿命まで使い更油を繰り返した場合,劣化残油が系内に蓄積され,通常よりも短い時間で圧縮機油が劣化してしまう。圧縮機油の異常劣化を未然に防ぐ一手法として,劣化残油の影響を受け難い圧縮機油を選定することは簡便かつ有効な手段であり,メンテナンス負荷の軽減につながる。
3.2 圧縮機油による省エネルギー
国内の空気圧縮機が消費するエネルギーは年間約500億kWhで,日本の総消費電力量の約5%*3,国内製造工場の20~30%に相当するといわれている。したがって圧縮機の消費電力を削減することは,総消費エネルギー量の低減に繋がる。圧縮機の消費電力を削減する方法として,高効率圧縮機への更新,インバーター制御機の採用,設置条件の改善など圧縮機面・運転面からの取り組みがあげられる。
図7 省エネ圧縮機油の特性
当社では,圧縮機の省エネ化に油剤の面から挑戦し,摩擦の低減や各種ロスの徹底した削減を基油,添加剤の両面から検討した結果,2~3%程度の省エネを達成する圧縮機油を開発した。開発した省エネ型圧縮機油と従来圧縮機油について,H社22kWの圧縮機を用いて,3時間運転した際の消費電力を図7に示す。開発した省エネ型圧縮機油は,吐出圧力に関わらず電力削減効果を有し,最大で3.5%の削減効果を示すことが分かる。
おわりに
環境対応が叫ばれるなか,CO2の削減は我国の産業界で重要な課題となってきている。加えて国際競争力の強化のために,ますます生産効率の向上や省人力化が進められる一方,突発トラブルを未然に防ぎ生産ロスを削減することも求められている。このような環境下で,圧縮機については効率的運用や日頃の保守点検はもとより,油剤の見直しも大変有効である。特にロングライフ型圧縮機油の選定による廃油の削減およびトラブル防止,省エネ型圧縮機油による電力消費量の削減は簡便な改善手法と考える。
圧縮機油は,さまざまなタイプの製品が上市されているが,適油選定に本稿が少しでもお役に立てれば幸いである。なお,本稿で紹介した圧縮機油Aは,ダフニースーパースクリューシリーズとして発売中である。
今後も油剤メーカーとして,ユーザー,機械メーカー殿の要求や課題を共有し,それぞれのご指導の下,環境にやさしい潤滑油の開発を進めていきたい。
<参考文献>
*1 中村 元,小村 一雄:神戸製鋼技報Vol.55,2(2005)97
*2 青木 優和:出光トライボレビュー26(2003)1616
*3 空気圧縮機省エネルギーのすすめ,(社)日本産業機械工業会