亜鉛めっき鋼板の種類と特長について解説します。表面処理鋼板の中では,亜鉛めっき鋼板が代表的です。
亜鉛めっき鋼板の種類と特長
表面処理鋼板の種類と特長についてご教示ください。
解説します。
近年の自動車車体に対する防錆・防食性の要求の高度化に伴い,表面処理鋼板の使用量が急速に増加しています。表面処理鋼板の中では,亜鉛めっき鋼板が代表的で,1970年代半ばから熱延・冷延鋼板に代わって取り上げられ,平成元年度の統計によると,表面処理鋼板のうちの約80%,鋼板生産量全体の約40%を占めています。
ところが,亜鉛めっきの目付け量が増えるのにしたがいプレス成形時に割れを生じやすくなり,同時に特有のめっき剥離現象も表面化するようになりました。これらの問題は材料の機械的性質と,加工中の工具と材料界面のトライボロジ特性に起因するもので,いずれも,めっきの相構造が関与することが指摘され,材質面からの改善がはかられています。一方,従来から鋼板に塗布され,プレス加工の際に潤滑油として使用されてきた防錆油に対しても,厚めっき化に伴い,高潤滑性を備えることが要求されています。
1. 亜鉛めっき鋼板の種類と特長
(1)めっき皮膜の種類
自動車車体に適用される代表的な亜鉛めっき鋼板を表1に示します。製造法により電気めっきと溶融めっきに分けられ,材質面では,純亜鉛と亜鉛合金の2種類に大別されます。
|
表1 自動車車体用亜鉛めっき鋼板の種類
*1 Zn-Ni, *2 下層Zn-Fe |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
おおまかな特長として,電気めっきは目付け量が電気量によって制御しやすいことからめっき厚の均一性にすぐれ,外観の美麗なことが,溶融めっきは厚めっき化しやすいことがそれぞれあげられます。目付け量は,種類によってまちまちですが,20g/m2~60g/m2の範囲が標準で,この場合の皮膜厚みは3~8μmに相当します。
材質面から特長を見ますと,純亜鉛が加工時に工具への凝着量が多く,成形性が劣るのに対し,亜鉛合金では成形性と塗装後の防食性が改善されています。亜鉛合金としては,電気めっきではZn-Fe系とZn-Ni系が,溶融めっきではZn-Fe系が代表的です。さらにそれらの成形性と溶接性の一層の向上をはかったのが,上層に薄い電気合金めっきをつけた二層形めっきです。自動車用途にはこれらの他,Zn-Ni系電気めっきの上層に有機皮膜をコーティングしたタイプも多く使用されます。
2. 合金化溶融亜鉛めっきの相構成
まず成形性や剥離現象が,めっきの相構造によってどのように変化するかについて,合金化溶融亜鉛めっき鋼板(GA)を例に取って説明します。GA材の製造プロセスでは,まず原板の冷延鋼板が亜鉛浴中で浸漬めっきされ,急速冷却の後,再度加熱されます。この時めっき層への母材からの鉄の拡散によって合金化が行われます。ここでZn-Fe化合物とそれに基づく相構造には,いくつかの異なった種類が存在します。図1に示すようにめっき層の厚み方向に,表面から母材へ向かって,ζ相(FeZn13),δ1相(FeZn7),Γ1相(Fe5Zn21),Γ相(Fe3Zn10)の順にそれらが共存します。
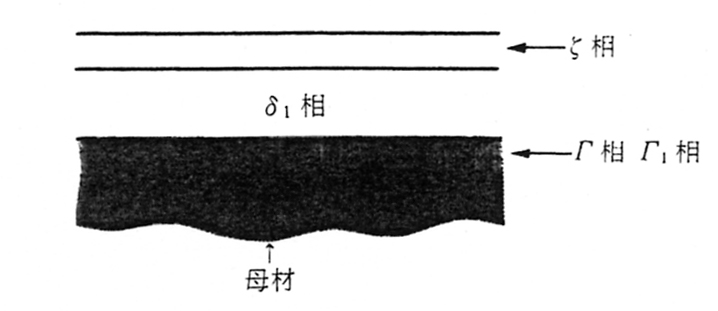 図1 合金化溶融めっき鋼板のめっき相構造 |
ここで,めっき層中にFeリッチのΓ1相とΓ相が多くなると,成形性は良好になりますが,同時に硬く脆くなるため,めっき層と母材の界面の密着性が不良となって,数~数十μmの大きさの微粉状のめっき剥離量が多くなります。この場合の剥離現象をその形態からパウダリングと呼びます。一方Znリッチの柔らかいζ相が多くなると摩擦係数が増大し,成形性が不良になるとともに,鱗片状の比較的大きな剥離片が生成するようになります。この場合の剥離をフレーキングごよび,パウダリングとは区別されます。フレーキングは剥離粉が大きいために,少量であっても加工時にピンプルと呼ぶ押し疵の原因になります。とりわけこの問題は,外観が重視される自動車外板のプレスの際に重要になります。
したがって,成形性と耐剥離性を同時に満足するためには,ζ相とΓ相,Γ1相の生成を抑制してδ1相主体のめっき層構造にすることが好ましいのです。最近では,合金化処理条件の調整や,AlやP等微量合金元素の添加によって,層構成の制御がなされています。


「技術者のためのトライボロジー」新発売!