


熱間鍛造潤滑剤の白色系への転換について解説します。黒鉛系と白色系の潤滑剤が機能するメカニズムを模式的に示し,白色系潤滑剤の特長を示します。
熱間鍛造潤滑剤の白色系への転換
環境の面から,熱間鍛造加工時に使用される潤滑剤の変遷についてご教示下さい。
解説します。
自動車を中心とする機械の構成部品の中で,特に強度を必要とされる部品の製造法として用いられてきた鍛造技術は,最近,新しい変革を余儀なくされつつあるように思えます。
歴史的にみれば,昭和40年までのハンマから鍛造プレスへの移行,同50年までの海外からの導入技術による量産体制の確立期,平成元年までの,国産独創技術による独走の時代と変遷してきましたが,環境対策にもコストを支払っていくという考えが定着しようとした矢先,バブル経済の崩壊,そして円高による価格破壊は,再びこれらの進展に暗い影を投げかけています。
1. 白色系潤滑剤への転換
鍛造現場では,脱3Kが時代のキーワードとなり,従来の主流であった黒鉛系の潤滑剤を次第に駆逐していく動きも目立ってきています。また「地球環境保護」という全人類への共通課題も浮上し,当然ながら,これも積極的に対処すべき義務となり,合成系の非黒鉛潤滑剤が上市しました。
2. 合成系(非黒鉛系)潤滑剤の動作原理
固体潤滑剤に類するものでも高分子系のバインダ,燐酸系化合物,合成雲母,あるいは窒化硼素等を使用して非黒鉛潤滑剤への切り替えが広く検討されているようですが,傾向としては,カルボン酸系に類するものが主成分です。
カルボン酸は通常透明で,約200℃の金型に塗布しますと,短鎖状カルボン酸はポリカルボン酸のような縮合体になります。このようにポリマーを潤滑剤に適用すれば,その皮膜は付着性が強固となる特性があります。
また金型の面では素材の圧接により,ポリマーの一部には溶解が起こり,微量ではありますが液体潤滑となる一方,残ったポリマーの成分からは分解ガスを生じ,これが離型作用を呈します。
その結果,開発初期においては,潤滑性で多少劣っていた白色系も,黒鉛系にほぼ比肩し得るレベルにまで到達しました。しかしながら,広く白色系が実用化された生産現場での評価は,黒鉛系の潤滑剤が確立した金型寿命の長さには依然として隔たりがあり,白色系のコストメリットが黒鉛をしのぐとはいいきれない問題に直面しています。今後,なお一層の高機能,高性能の潤滑組成の開発が求められることでしょう。
図1と図2に,黒鉛系と白色系の潤滑剤が機能するメカニズムを模式的に示し,白色系潤滑剤の特長を表1に示します。
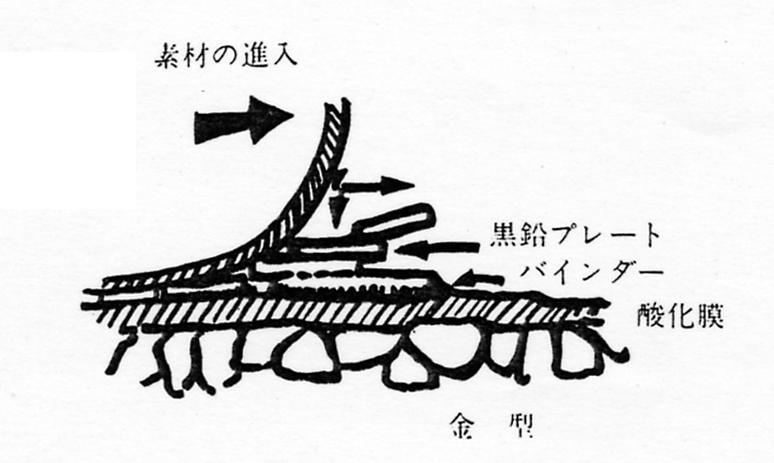 (1)金属表面に酸化膜が生じる (2)酸化膜と黒鉛プレートが密着する(潤滑剤のバインダーによる) (3)黒鉛プレートの層間にせん断が起こる。 図1 黒鉛系による潤滑
|
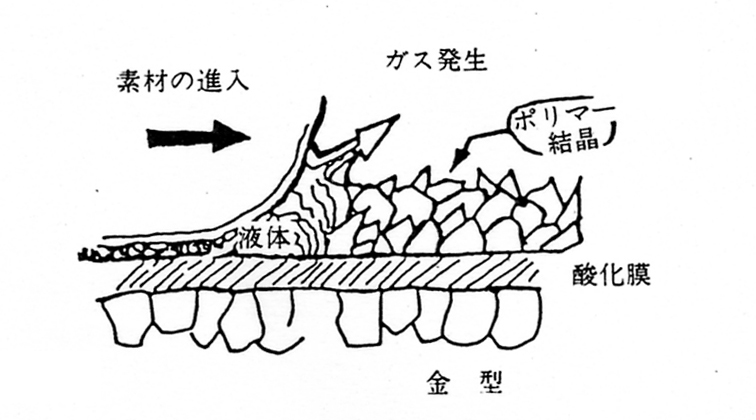 (1)金型表面の酸化膜の上に,高分子の結晶が形成される。 (2)素材の進入に伴う熱と圧力によりポリマーは一部溶解し,液体潤滑剤となる。 (3)残りのポリマーは分解ガスを発生し,このガスは離型力を供する。 図2 白色系による潤滑
|
|
表1 白色系潤滑剤の特長
|
||||||||||||||||||||||||||||||||||||
| 記号の説明 共通点:■ 相違点:◎ ◯ △ (性能順) 機能の説明 |

「技術者のためのトライボロジー」新発売!







