


オイルミストの発生機構や切削油剤面からの防止策,対策方法について教えて下さい?
切削油剤(不水溶性タイプ)を使用したときに発生するオイルミストについて,その発生機構や切削油剤面からの防止策および,現場での対策方法について教えて下さい。
現場でのオイルミスト対策法について説明します。
1. オイルミストとは
近年,機械加工の高能率化に伴い,不水溶性切削油剤によるオイルミストが,作業環境上の問題として取り上げられる機会が多くなってきました。このオイルミストの発生を少なくするためには,オイルミストがどのような機構で発生するのかを知る必要があります。
ミストは霧という意味を持つことから,オイルミストとは一般に切削油剤が細かな粒子となって空気中に漂っている状態と定義されます。
しかし,機械加工現場では,物理的に微細化されて空気中を漂う油剤粒子と,加工熱によって発生する油煙を総称してオイルミストと呼んでいることが多いようです。
これらミストと油煙はそれぞれ発生機構が異なるため,その対策を講じるには両者を分けて考える必要があります。
したがって,ここでもあえてミストと油煙を分けて説明します。
2. ミスト及び油煙の発生機構
ミストは次のような機構で発生すると考えられます。
加工時にノズルより供給された切削油剤は,加工物や工具に当たります。この加工物や工具に当たった切削油剤は,微粒子となって飛び散ります。ここで生成した微粒子が空気中に漂いミストとなります。
これに対し油煙は,切削油剤が切削点で高温にさらされ,蒸発あるいは分解することにより発生します。
この油煙は発生機構から考えると,不水溶性切削油剤を適用する限り,油剤の面からの解決は難しいと考えます。
したがって,ここでは特にミストに着目して,ミスト抑制効果をもった切削油剤やミストに対処する方法について述べます。
3. 切削油剤とミスト対策
切削油剤の面からミストの発生量を低減するには次の3つの方法が考えられます。
(1)粘度を上げる
(2)ミスト抑制剤を添加する
(3)精製度の高い鉱物油を使用する
まず第1の粘度を上げる方法についてですが,切削油剤の粘度を上げると,切削油剤が微粒子になりにくくなるため,ミストの発生が減少します。この一例を図1に示します。
しかし,切削油剤の粘度を上げると,加工物や切り屑等に対する付着量が増加するため,油剤の持ち出し量が多くなり,ひいては経済性の低下につながります。
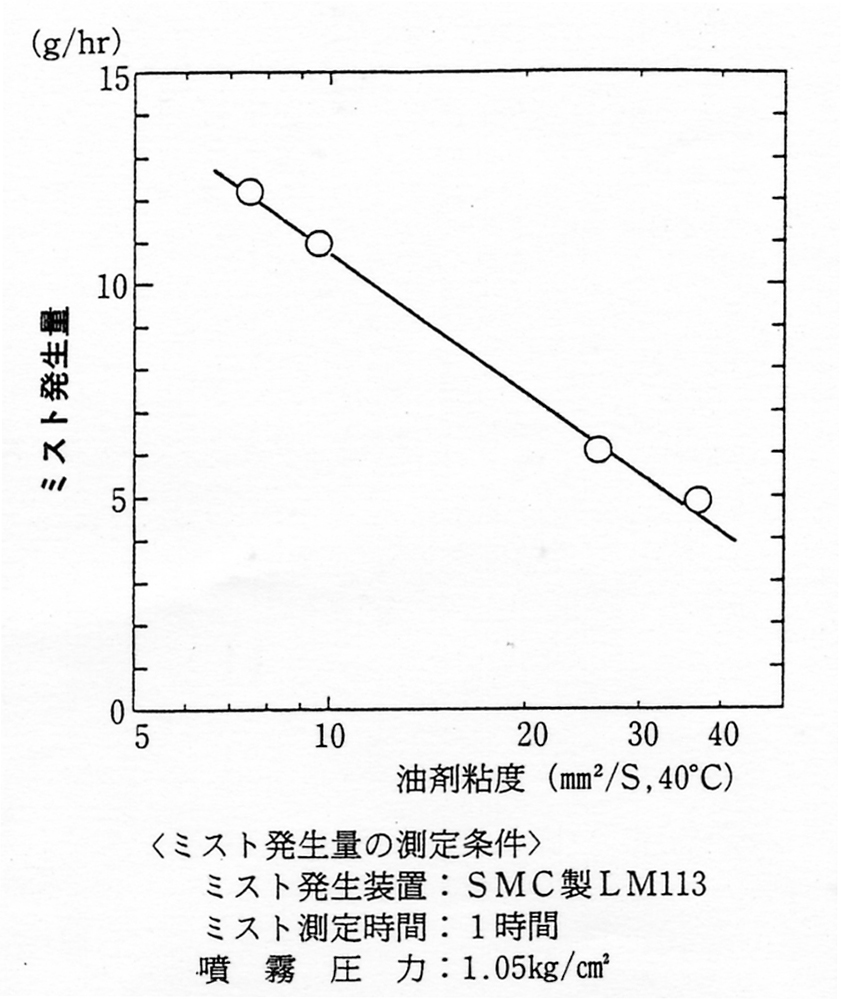 図1 切削油剤の粘度とミスト発生量の関係 |
第2は,ミスト抑制剤を添加する方法です。このミスト抑制剤を添加した切削油剤(ノンミストタイプの切削油剤)と通常の切削油剤との比較で,ミスト発生量を測定した結果を図2に示します。
この結果から,ミスト抑制剤を添加することによってミスト発生量が少なくなることがわかります。また,ミスト抑制剤は切削油剤の粘度を変化させずに,ミストの発生量を少なくすることができます。
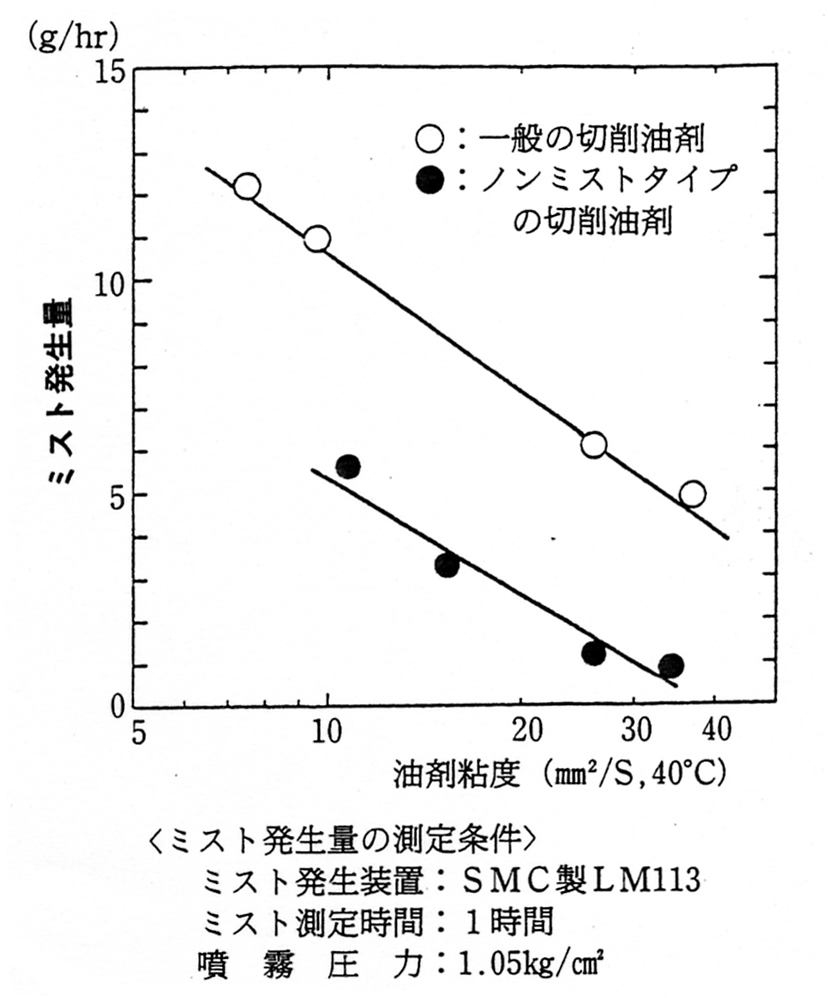 図2 ノンミストタイプの切削油剤ミスト発生量 |
第3は,精製度の高い鉱物油を使用する方法です。特に低沸点成分を除いたパラフィン系のナローカットオイルは,同じ粘度の鉱物油と比較してミストの発生量が少なくなります。
このようなミストの低減方法は,単独で用いるよりも併用した方がより優れた効果が得られます。このため,一般には精製度の高い鉱物油をベースオイルとして使用し,さらにミスト抑制剤を添加するなどの手法をとる場合が多く,このような手法によってミスト発生量の少ない切削油剤(ノンミストタイプの切削油剤)を開発することが可能となります。
4. 現場でのミスト対策
現場で行えるミスト対策としては,次の2つの方法があります。
(1)ノンミストタイプの油剤を使用する
(2)機械にダクトを取り付ける
まず第1の方法は,前述したノンミストタイプの油剤を適用する方法です。
最後に,実際に現場で起こっているオイルミストの問題に対処する方法の一例を示します。
切削油剤は,油煙の発生を抑えるため多量に供給します。これに伴いミストは増えますが,ノンミストタイプの切削油剤を適用することによって対処します。しかしながら,ノンミストタイプの切削油剤を適用しても若干のミストが発生するため,ダクトの併用が望ましいと考えます。このように,油剤面と設備面の両方からミスト対策を行うことにより,加工現場でのオイルミストの発生に伴う作業環境の問題に対処できます。


「技術者のためのトライボロジー」新発売!







