


- Q1.熱間圧延油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられますか。また,その効果や今後の動向についても教えて下さい。
- Q2.熱間圧延油の使用方法や管理技術について教えて下さい。
- Q3.最近の熱間圧延油の動向について教えて下さい。
Q1 熱間圧延油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられますか。また,その効果や今後の動向についても教えて下さい。
1. 熱間圧延油に求められる性能
熱間圧延油に求められる性能として,特に鋼に関しては下記の6点が考えられます。
(1)ロールへの付着性・吸着性が優れること
熱間圧延の場合,通常,ウォーターインジェクション法(塗布直前に熱間圧延油とキャリアー水をオリフィスで強制分散させロールに塗布)にてロールに付着させます。多量の冷却水がかかっており,水切り装置や塗布装置の工夫で付着効率を上げていますが,油剤へも高付着性・吸着性が要求されます。
(2)熱安定性に優れ高温油膜保持性が良好なこと
上記の方法でロールに塗布→付着させた油膜が高温の被圧延材とロールバイト内で接触し,接触時間が短時間とはいえ,十分な作用効果を示すためには熱安定性に優れることが要求されます。
(3)付着油膜が高熱間潤滑性を有すること
付着油膜が高潤滑性を有し,熱間圧延時の摩擦係数を下げることにより圧延荷重低減,消費電力低減を達成でき,極薄材・極低炭素鋼等の高圧下圧延や高R値鋼板用高潤滑圧延も可能となります。また,ロール表面温度は材料からの熱伝達と加工熱と摩擦熱が影響しますが,摩擦熱低減によりロール温度上昇も抑制でき,ロール耐久性向上につながります。
(4)ロールの耐肌荒れ性に優れること
熱間粗圧延および仕上圧延前段では高温・高圧下および低速度のため,ロールは熱的損傷や黒皮生成→脱落・剥離を引き起こしバンディング等の肌荒れが生じやすくなります。この黒皮は高温硬度が高く,熱間圧延では黒皮生成条件下にあるため,従来のアダマイトやハイクロムロールは積極的に生成させ,安定化させることで耐肌荒れ性を良好にさせていました。現在主流のハイスロールは,それ自体高温硬度が高く耐肌荒れ性良好で,黒皮の効果よりも黒皮剥離による肌荒れを抑制するために黒皮生成抑制が必要とも言われています。この肌荒れは製品のスケール疵にもつながるため,ロール交換を余儀なくされます。ロール材質により対応も異なりますがロール原単位向上・圧延単位拡大のためにも,また,製品表面品質向上のためにも熱間圧延油によるロール肌荒れ抑制が要求されます。
(5)耐ロール摩耗性に優れること
熱間仕上圧延後段では黒皮生成も少なく,製品形状・表面品質への影響のため,摩耗管理が厳しく,特にニッケルグレンロールの原単位向上,圧延単位拡大には耐ロール摩耗性向上が必要と考えます。熱間圧延油の潤滑効果による耐ロール摩耗性が要求されます。
(6)SUS鋼等圧延時の耐焼付き性に優れること
SUS鋼は普通鋼に比べ酸化スケール生成が少なく,ロールと被圧延材が金属接触しやすく,特に粗圧延および仕上圧延前段で焼付きやすいものです。この焼付きはロールの肌荒れ・不均一摩耗を増大させ,製品疵を引き起こすため,焼付き防止が必要です。表面品質が重要なSUS鋼は当然ですが,普通鋼でも薄物高圧下圧延では焼付き防止が要求されます。
2. 熱間圧延に使用される添加剤
熱間圧延に使用している添加剤の種類および効用の概略は表1の通りです。各要求性能と各種添加剤の特性・効果を個々に示します。
|
表1 熱間圧延油に使用している添加剤の種類,構造および効用の概略
|
(1)ロールへの付着性
図1および図2に示すように,ポリマーの添加が最も付着性向上効果を示します。
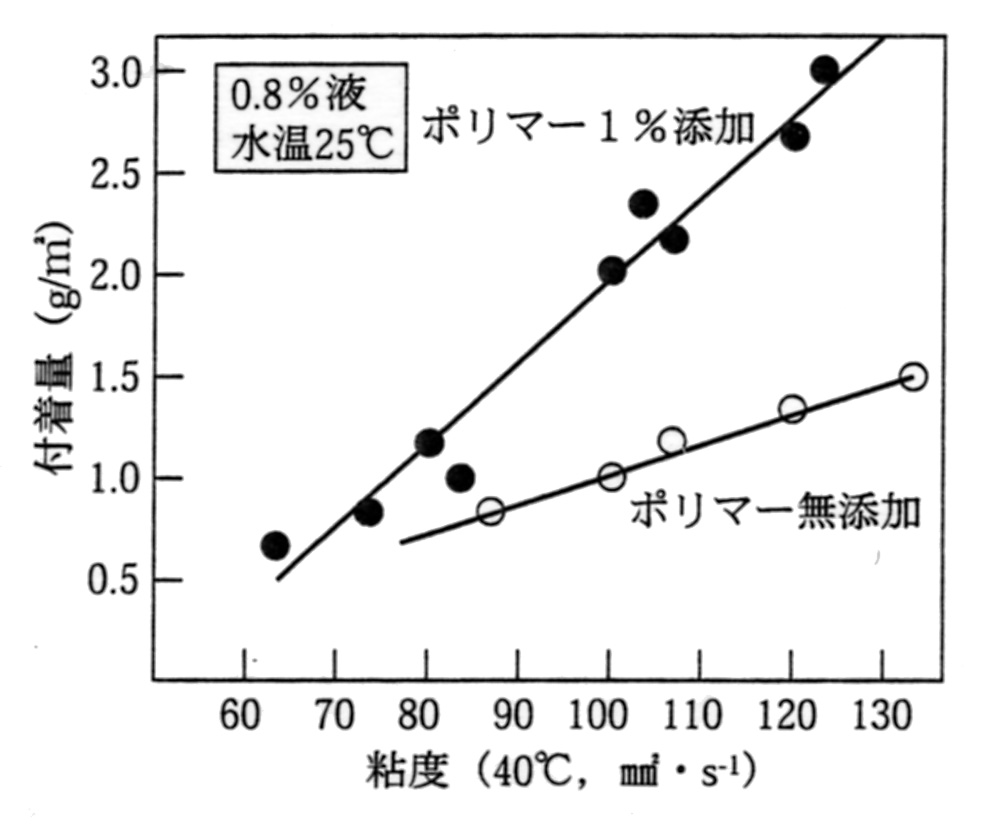 図1 粘度と付着量の関係(ウォーターインジェクション法) |
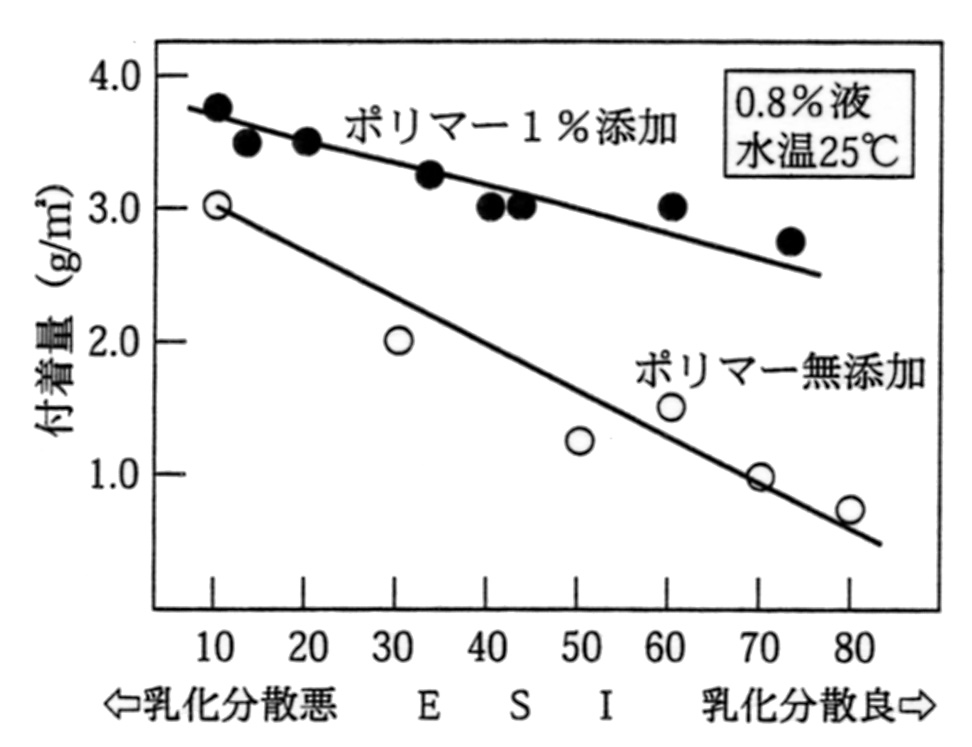 図2 ESIと付着量の関係(ウォーターインジェクション法) |
高粘度鉱油等による粘度調整,また,抗乳化剤(乳化分散を悪くさせる添加剤)の適用等によるミキシング液の乳化分散性(ESI)の調整により高付着性が得られます。図1および図2のように粘度が高く,あるいは乳化分散性が悪い(ESIが低い)方が付着量大を示します。
(2)熱安定性に優れ高温油膜保持性良好なこと
表1に示すように,油脂・合成エステル・ワックス・石油酸化物や脂肪酸が熱安定性良好でロールバイト内で油膜として有効に作用します。また,固体潤滑剤および油溶性Ca化合物・油溶性ホウ素化合物はさらに高温でも残存して耐焼付き性向上効果を示します。
(3)付着油膜が高熱間潤滑性を有すること
(2)で示した熱安定性良好な有機系添加剤が低摩擦係数を示します。その中でダイマー酸や高粘度エステルがより高い効果を示し,さらにP-C結合化合物や硫化エステルも低摩擦係数を示し,油溶性Ca化合物の中の塩基性オレイン酸Ca(超微粒子Ca化合物)が良好な熱間潤滑性を示します。図3に弊社の熱間チムケン試験機の概略図・条件を示し,表2に測定した摩擦係数の結果を示します。
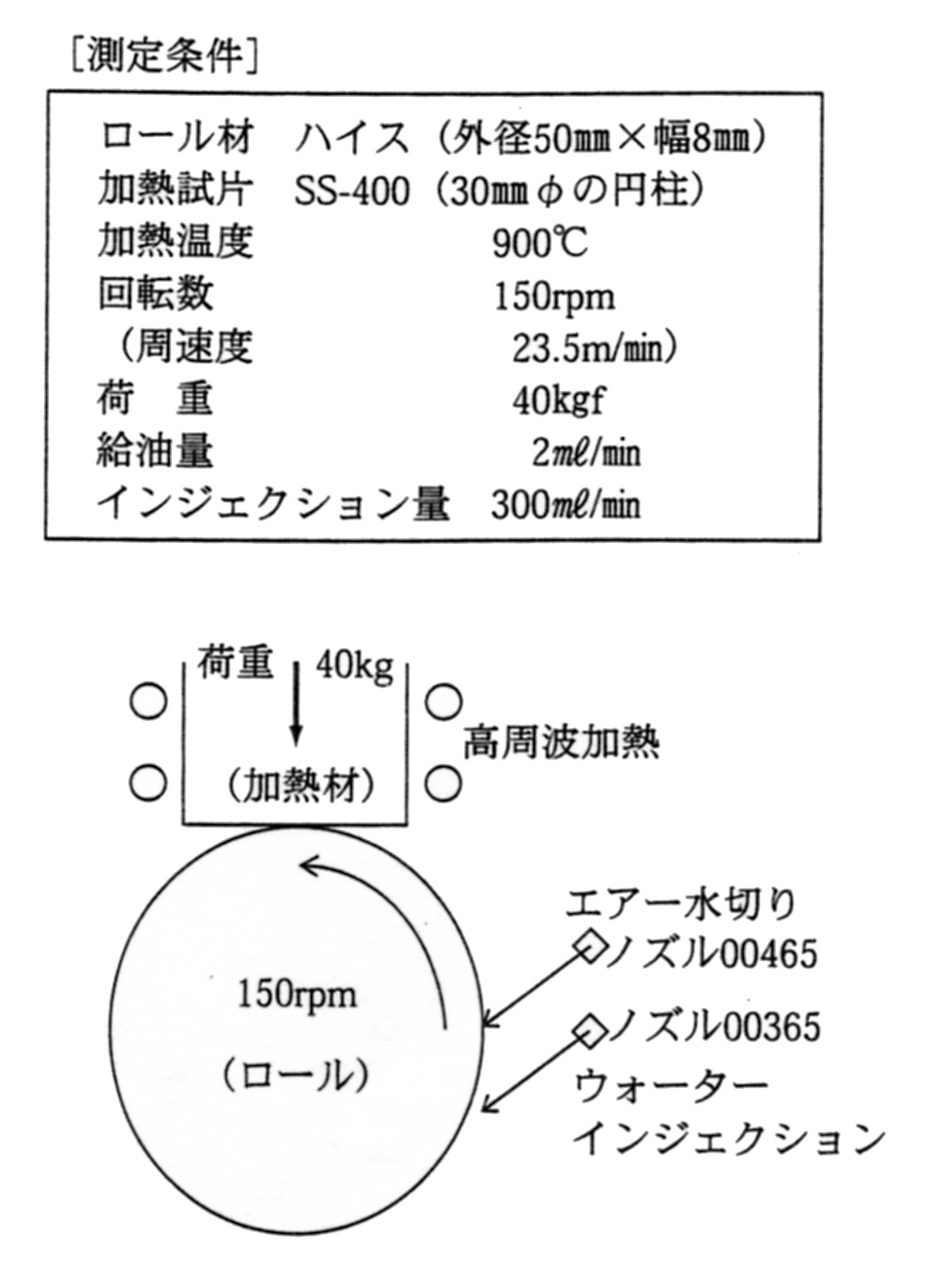 図3 熱間チムケン試験機の測定条件と概略図 |
|
表2 各添加剤の摩擦係数(熱間チムケン)
|
(4)ロールの耐肌荒れ性に優れること
第一に(3)の熱間潤滑効果を有する添加剤が挙げられます。これは潤滑効果により摩擦発熱が低下しロール表面温度上昇抑制とロール負荷軽減のため,局部摩耗や熱亀裂やバンディング等のロール肌荒れを抑制するものと考えます。第二に黒皮制御効果を有する塩基性オレイン酸CaおよびCaスルホネート等の油溶性Ca化合物や油溶性ホウ素化合物が挙げられます。熱間圧延(特に粗・仕上前段)では黒皮が生成する条件下にあり,従来のアダマイト・ハイクロムロールでは黒皮の安定化と剥離抑制のため,潤滑効果が主と考えていますが,現在多く適用されているハイスロールは黒皮生成→剥離抑制が耐肌荒れ性向上につながると考えています。
(5)耐ロール摩耗性に優れること
いずれの熱間圧延にも共通しますが,(3)の熱間潤滑効果を有する添加剤がロール摩耗量を低減します。
(6)SUS鋼等圧延時の耐焼付き性に優れること
表1に示す固体潤滑剤そのものと固体潤滑剤的要素を持つ油溶性Ca化合物や有機金属塩が挙げられます。また,リン系極圧剤や硫化エステル等の硫化油も効果を示します。ただし,固体潤滑剤は粉体のまま適用するか,水あるいは油ベースに分散させて適用せねばならず特殊な塗布装置が必要となります。油溶性Ca化合物・有機金属塩・リン系極圧剤や硫化油は安定油状型としてウォーターインジェクション法での適用が可能であります。
3. 今後の動向について
鋼板熱間圧延ではハイスロールが定着し,粗圧延にも適用化され始め,単位圧延量の増大,高圧下・高品質材圧延がなされ熱間圧延油もそれに対応した性能が今まで以上に要求されます。ハイスロールの特性を助長するためにも黒皮制御(例えば粗圧延の黒皮によるスリップ防止や仕上前段肌荒れ抑制)も必要と考えます。連続圧延やオフゲージロス縮小,生産性向上のためにも全長塗布が可能で高潤滑性が要求されると考えています。形鋼・管圧延のSUS材やデスケーリング材等の表面疵防止を目的として耐焼付き性の優れた熱間圧延油が求められ,また,広くロール原単位向上・製品品質向上のため,ビレットから粗・仕上圧延・サイザーおよびレデューサ等にも目的に対応して適用され,また,検討されています。
Q2 熱間圧延油の使用方法や管理技術について教えて下さい。
4. 使用方法について
一般的にはウォーターインジェクション法にてロールに塗布して使用します。図4に給油・塗布装置概略図を記します。
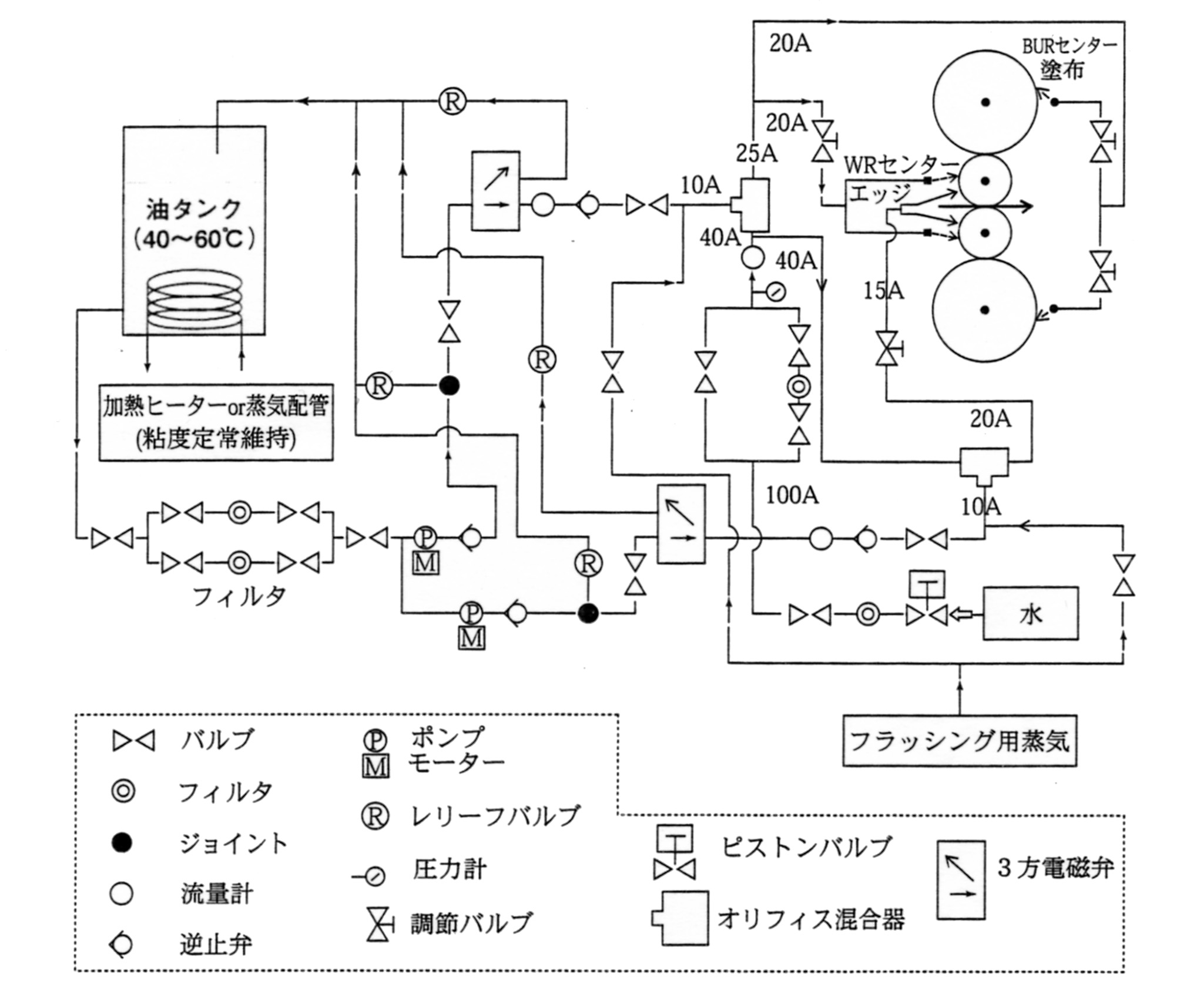 図4 ウォーターインジェクション塗布装置概略図(鋼板圧延塗布例) |
この装置はノズル・ヘッダー部のみ工夫すれば鋼板・形鋼および管圧延のいずれにも適用できます。各部の必要事項は以下の通りです。
(1)給油ポンプは高圧精密ギヤー・トロコイドポンプ等を用い,インバータ回転数制御により給油量を調整します。
(2)3方電磁弁にて常時熱間圧延油配管内を循環すること。 ⇒配管内滞留防止
(3)油タンク~オリフィスまでを保温すること。 ⇒粘度を定常保持・安定給油
(4)低硬度・蒸発残差の少ない水を使用すること。 ⇒ノズル詰まり防止
(5)油および使用水配管に40~80メッシュのツイン型ストレーナを設置し,ゴミや異物を各々の配管内に入らないように未然に除去すること。 ⇒ノズル詰まり防止
(6)オリフィス~ノズルまでの距離はできるだけ短くし,詰まり防止のため,蒸気洗浄配管を設置し常時は使用水を流すようにすること。 ⇒安定塗布
(7)ノズルは低圧用フラットまたはフルコーン型の適する番丁を使用し,最適部位に向けること。 ⇒塗布・付着効率向上
また,塗布方法(位置)と条件としては,
1.鋼板の場合,ワークロールおよびバックアップロールの両方または一方のセンター部(必要に応じてエッジ部も)にフラットノズルにて幅方向一様に塗布すること。給油量は100~500mL/min/スタンド(濃度0.2~0.8%)で,SUS鋼等には必要に応じて給油量を上げること。
2.形鋼・管の場合,焼付きや負荷がかかる部位が局所に偏る場合が多く,また,負荷大のため,高濃度(1~20%)のインジェクション液をフラットまたはフルコーン型ノズルにて必要部所に有効に塗布すること。
3.熱間圧延では多量の冷却水をロールにかけていますが,インジェクション液塗布部の水切りを十分行い,付着効率を上げるようにすること。
4.熱間圧延の場合,カミ込み時のスリップの問題がありますが,圧延中のみの給油塗布ON-OFFでコントロールすることが必要です。
以上に留意して塗布することが大切です。
5.管理技術について
まず,被圧延材の材質・形状やロール材質圧延条件等により適用熱間圧延油の要求性能が異なるため,また,操業性やコスト,廃水処理性等も考慮して最適油剤を選定することが重要です。その油剤を前記の設備・使用方法にて適用し,日常の管理と定期的な設備点検を行うことが大切であると考えます。
日常管理としては設定給油量・濃度が正常に出ているかをノズルまたはその手前で確認し,ロールの必要個所に付着しているかを確認することです。また,定期修理時等にはノズル詰まりやフィルタ汚れ,計器類の正常作動を確認し,異常があればただちに処置することです。必要に応じて配管は蒸気洗浄し,常に目詰まりのない状態で使用することが大切です。
Q3 最近の熱間圧延油の動向について教えて下さい。
鋼板熱間圧延ではハイスロールが定着・拡大し,それに対応した油剤が使用され,また,高R値鋼板圧延や鋼板・形鋼・管のSUS材圧延のように油剤への要求がますます高度になり,高コストではありますが性能重視のため,添加剤そのものをベースにした油剤も使用されています。他方では油剤の低コスト化の要求も高くなり用途に応じて使い分けをしています。また,排水処理・燃焼ガス等の環境汚染の問題もISO対応でますます厳しくなり,環境汚染に影響しない添加剤を使用した熱間圧延油が前提条件となって来ていると考えます。


「技術者のためのトライボロジー」新発売!







