


メカニカルシールの故障と対策(原因究明の方法を実践し,対策をした事例)
原因究明の方法を実践し,対策をした事例を紹介してください。
解説します。
(1)プロピレン,40℃,1.7MPa,17000min-1で使用されていたシールサイズ38mmの高圧・高速プロピレン用メカニカルシール(図1)で運転開始時に多量漏れが発生しました。このメカニカルシールは,1年間良好に運転された後,定期点検で交換したものでした。
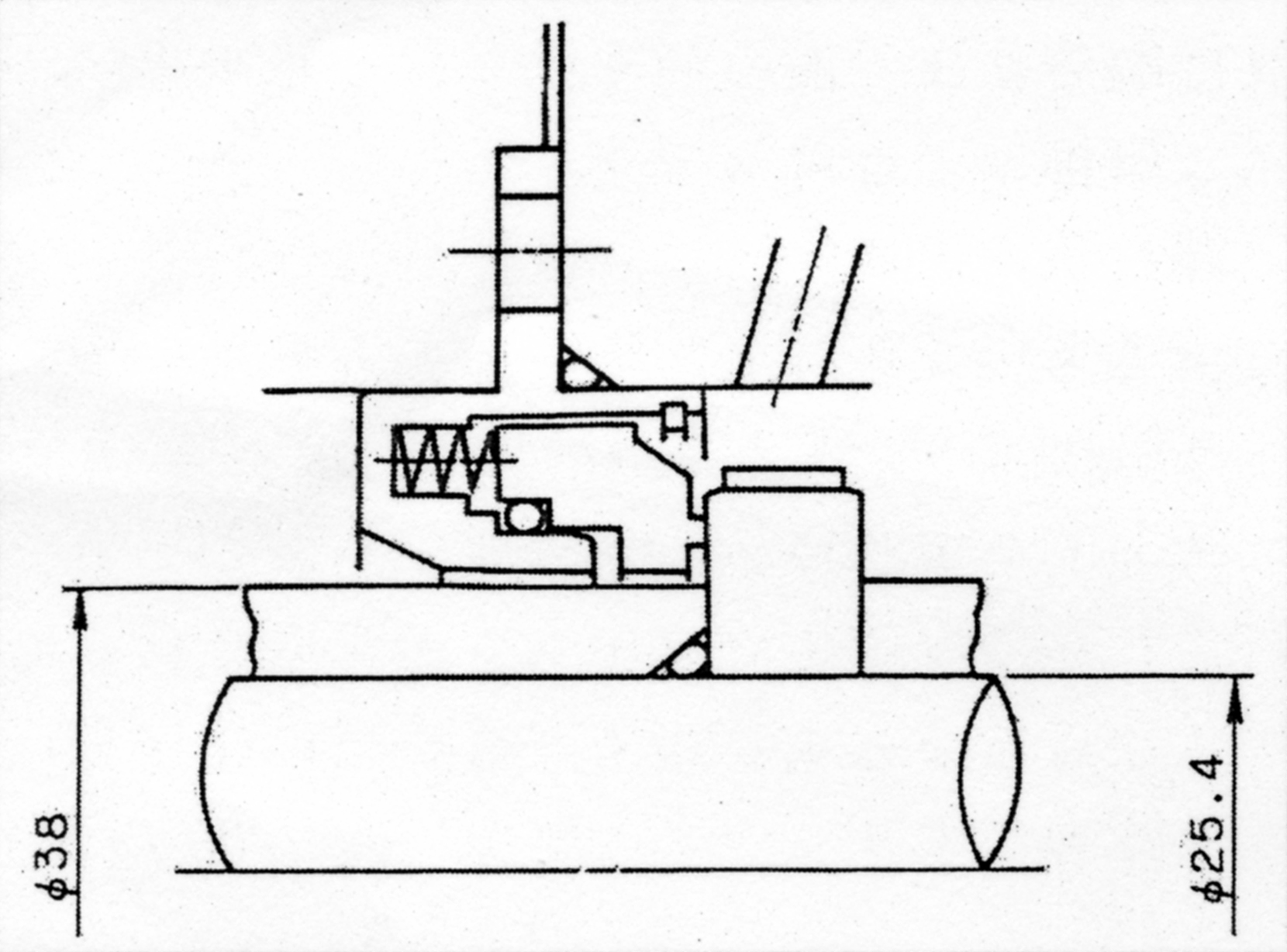 図1 高圧・高速プロピレン用メカニカルシール |
漏れ発生時期は運転開始時,漏れ状況は突発漏れ,漏れ量は多量です。1年間の運転実績があります。このことから,製品の製作不適合,取り付け不良のいずれかによるシール端面の面開きと見当がつきました。漏洩品の製作不適合は認められず,取り付け長を点検した結果,メカニカルシールが密着取り付けられ,図2のように作動用二次シールのOリングが軸方向につぶされており,流体圧力がこのOリングを介してシール端面に作用していなかったことが分かりました。その結果,シール端面の面圧不足が発生し,面開きで運転開始時に噴出し漏れが発生したものです。正規の取り付け長に取り付け,以降順調に運転されています。
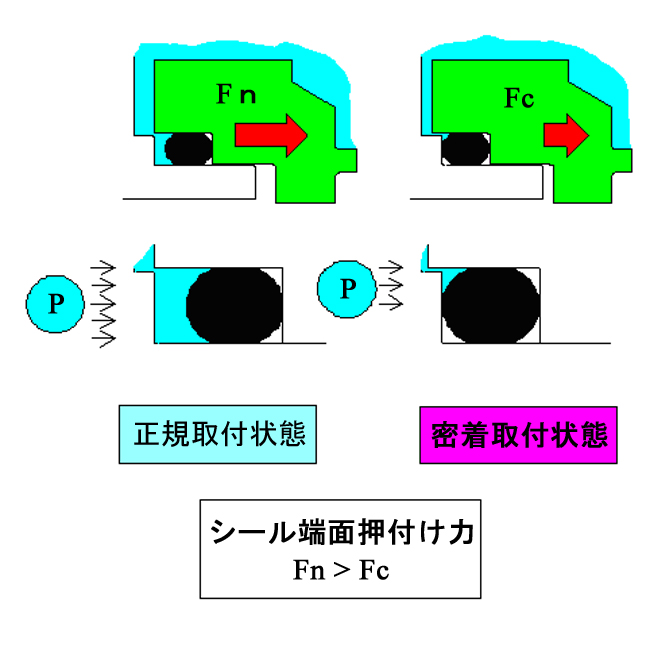 図2 メカニカルシール取付状態図 |
(2)タービン油ISO VG32,40℃,3.5MPa,16,000min-1で使用されていたシールサイズ38mmの高速・高圧コンプレッサ用メカニカルシールが数ヵ月で多量漏れに至って交換することを繰り返していました。漏洩品は,静止側にカーボン,回転環に超硬合金の組合せを使用し,面幅の広いカーボンシール端面にブリスタ(図3)が発生していました。漏洩発生時期は数ヵ月後,漏洩傾向は漸増,漏れ量は多量であることから,シール端面が経時的に損傷して,面開きが発生したと見当がつきます。この例では,シール端面のブリスタ発生が直接の原因でした。対策として,シール端面の設計は面幅を狭くした低発熱設計としゅう動材組合せは静止側に特殊転換法によるSiC(ES-3),回転環に常圧焼結法によるSiC(ES-4)変更した結果,寿命を約1.5年に延長することができました。
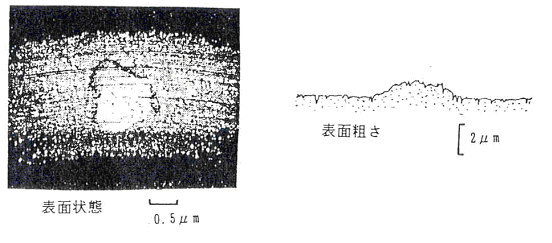 図3 カーボンブリスタ |


「技術者のためのトライボロジー」新発売!





