


はじめに
現在,生産加工分野では,労働衛生や環境への配慮,廃棄物の削減,生産効率の向上などの観点から,ドライ加工ならびにセミドライ加工技術が脚光を浴びている*1,*2。しかしながら,ドライ加工では,生産効率や加工品質の低下などの問題が生じることも少なくない。そこで,切削油剤の使用量をできるだけ減らそうとするセミドライ加工が現実的な環境対策技術として注目されており,その実用化の代表例が極微量潤滑(minimal quantity lubrication)システムによる切削加工,いわゆるMQL加工である。
MQL加工は,廃棄物を削減できるばかりか,加工性能も高いことから,環境対応であり,なおかつ高性能である加工方法といわれている*3。また,MQL加工では,極わずかな油剤で加工を行うため,最適な油剤を使用しないと十分な加工性能が維持できないことは容易に想像できる。したがって,MQL加工を発展させていくうえでも,MQL切削油剤の開発は非常に重要な役割を担っているのである。
本稿では,MQL加工のメリットを述べるとともに,MQL切削油剤に必要な性能と,最適なMQL切削油剤を用いた時の適用事例を紹介する。
1. 極微量潤滑(MQL)加工のメリット
MQL加工は極微量の切削油剤(約1~50mL/h)を多量の圧縮ガスとともに加工点に供給することで,その極微量の油剤により潤滑を行い,圧縮空気により切りくずの排出と加工点の冷却を行っている。MQL加工では,油剤が極少量のミストで供給されるため,MQL加工では従来の供給方法による加工より油剤の飛散が少なく,作業環境が大幅に向上する。MQL加工は,以下のような特長を備えている。
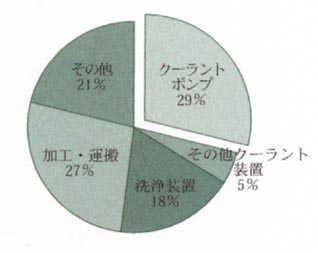
エンジン加工ラインでの消費電力内訳
(1)切削油の年間使用量を従来の加工方法と比較して1/20~1/50程度に大幅に削減できる。
(2)切りくずに油剤がほとんど付着しないため,切りくずのリサイクル性が向上する。
(3)加工物に付着する油剤量が少ないため,加工後の洗浄工程を簡略化できる。
(4)工作機械の消費電力の大きな割合を占める切削油循環用ポンプが不要なため,大幅な消費電力の削減が可能である。
(5)水溶性切削油のような面倒な油剤管理を必要としない。
(6)廃油が発生しない。
(7)既存の工作機械にも設置することが可能である。
特に,図1の例に示されるように,切削油ポンプに関連する消費電力は約1/3を占めており,MQL加工を導入した場合はこの部分の消費電力削減による顕著なコストダウンが期待できる*4。したがって,MQL加工は環境に適合した加工方法であるばかりか,コストの面からもメリットの高い加工方法ということができるのである。
2. MQL切削油剤に必要な性能
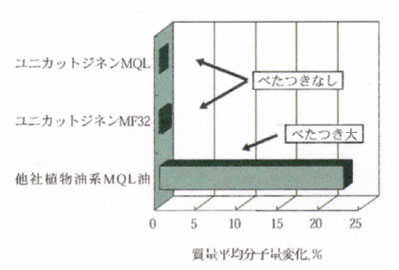
条件/アルミシャーレ上5g,70℃×168h過熱後,GPC分析
図2 薄膜酸化安定性試験結果
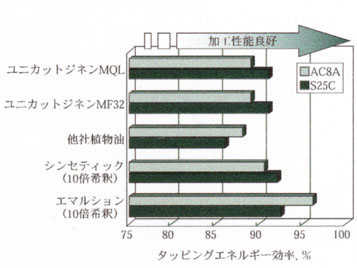
条件/
工具:M8 Nut Tap(φ=8mm)
下穴径:6.8mm
ワーク:JIS S25C steel,AC8A Aluminum Alloy
切削速度:9.0m/min
標準油:Di-iso Decyl Adipate(DIDA)
MQL:Air 0.2MPa,Oil 15mL/h,外掛けノズルタイプで供給
図3 タッピング試験による加工性能評価結果
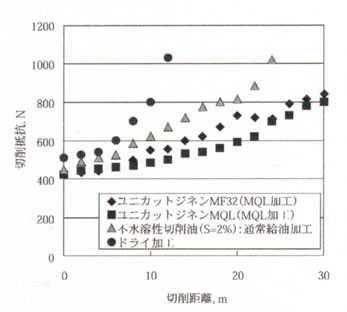
条件/
Side milling,Down cutting
ワーク:JIS S55C steel
工具:Carbide endmill φ10
切削速度:60m/min
送り:0.1mm/tooth
Axial cutting depth:4.0mm
Radial cutting depth:1.0mm
MQL:Air 0.2MPa,Oil 15mL/h,外掛け供給
図4 エンドミル加工における加工性能評価結果