


- Q1.引抜き油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられますか。また,その効果や今後の動向についても教えてください。
- Q2.引抜き油の使用方法や管理技術について教えて下さい。
- Q3.最近の引抜き油の動向について教えて下さい。
近年,引抜き油に対しては,製造コストを削減するため,使用油に低粘度での高性能加工油が要求されたり,あるいは環境問題に適合した添加剤への使用変更等,多くの要望が出ています。
さらに,種々の金属加工材料においては従来より,より規格の厳しい範囲での製品供給が義務づけられている状況であり,それに伴い引抜き油への課題と期待は大きくなっています。
ここではまず,引抜き加工における概略を述べます。
Q1 引抜き油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられますか。また,その効果や今後の動向についても教えてください。
1. 引抜き加工
引抜き加工は従来から線,棒,管を用いて行われており,材質としては鉄,銅,アルミニウム等といったものです。
材料とダイス,または材料とプラグとの摩擦,摩耗を減らし,引抜き速度,断面減少率(R/D)を増大させて加工能率と製品品質の向上を図ることを目的としています。
プラグの種類は玉型,フロート型,円筒型と3つで,材質としては超硬が主に用いられ,耐焼付き性を向上させるために,TiC,TiNコーティング等の表面処理を施したものも用いられます。
加工方法においてはプラグ引抜き機,コイル引抜き機(ブルブロック),強制潤滑引抜き機,超音波引抜き機等が挙げられます。
2. 加工材質別の油剤
次に加工材質別の油剤について述べます。
(1)鉄鋼
引抜き油は,水溶性と油性に分けられます。
素管は酸化スケールを酸洗(硫酸希釈液)で除き水洗後に化成被膜処理を施して,その後引抜き油を用いて加工します。近年は水溶性,油性ともに高い加工性能が要求されており,P,Sを含んだ油剤が期待されています。さらに組み合わせ内容によってはMo,固体潤滑剤を含んだものも使用されることがあります。
ただし,極圧添加剤の使用に関しては組み合わせて効果がマイナスとなる場合もあり,開発の際には環境への影響,人体への影響といったことも念頭に置かなければなりません。
用途によっては寸法精度,表面粗度の非常に厳しい加工製品にも用いられることもあり,潤滑性のみならず仕上がり性能への配慮も必要です。
(2)銅,銅合金
銅の加工にも水溶性,油性の両タイプが用いられますが,品質面から油性がより多く使用されます。管の場合,内外面では要求される性能も異なるため,使用する油剤の構成は若干異なります。内面では残留炭素分,灰分の規準をクリアした油剤であることが必要で,一方外面においては,引抜き性能が重要です。s
銅,銅合金の場合は,一般的にはCl,P,Sは用いず,エステル,高級アルコール等が用いられます。特に外面用では動植物油脂,高級脂肪酸も主要成分の一つです。
給油が浸漬での場合は,水溶性タイプが用いられます。中には焼鈍工程のある材料もあり,変色しないような油剤が望まれます。
油性,水溶性ともにロングライフ維持のため様々な管理事項が組み入れられるようになりました。
(3)アルミニウム,アルミニウム合金
アルミニウムは軟らかく展延性に富む金属ですが,用途によって様々な元素を加えたアルミニウム合金として使用されます。
引抜き加工は,線,棒,管に分けられ上記三者とも変形様式は同じですが,製造技術全般では,異なった発展をしてきた面も見られます。抽伸機においてはドローベンチ,連続抽伸機(各種ブルブロック等),コンバイドマシン等に分けられます。短尺はドローベンチ,長尺は連続抽伸機等で引抜きされます。
両者とも,合成ワックス,合成樹脂等を使用した水溶性油剤と,極性の強い高級脂肪酸,エステル等を用いた油性油剤とを使い分けされています。
表1に油剤の組成を,表2には加工材質別における油剤への要求特性を示します。
|
表1 油剤の組成
|
|
表2 加工材質別における油剤に対する要求特性
|
3. 代表的な添加剤
次に代表的な添加剤を述べますが,表3の要素を含むことが望まれます。
|
表3
|
潤滑油の使用目的は摩擦表面に適当な油膜を形成させて金属接触を防ぐことで摩擦を低減し,摩耗,焼付きを防止することです。
(1)一般的な油性向上剤は,長鎖化合物で極性を持つものが多く,代表的なものとしてオレイン酸,ステアリン酸等の高級脂肪酸,高級アルコールおよびそのエステル(モノエステル,ジエステル,ヒンダードエステル)類が挙げられます。
(2)鉱物油は石油系の炭素と水素の化合物で,主にパラフィン系の高度精製油が使用されますが,他に環状のナフテン系,芳香族系があります。
(3)動植物油脂は,比較的融点の低い牛脂,豚脂,ナタネ油,パーム油等が使用されます。
(4)合成油は人工的に合成された油で,種々の構造式のものがあり,また分子の大きさも自由に変えられます。主に炭化水素系,エステル系が使用されます。
(5)極圧剤は摩擦面で油膜が切れた時に生じる発熱で,金属と反応し摩擦面に被膜を生成することにより金属同士の接着を減少させて摩耗,焼付きを防止するものです。極圧剤としてはCl,P,S,を含む化合物あるいはZn,Moを含む化合物およびこれらを複数組み合わせたコンパウンドタイプといったものも用いられます。最近では固体潤滑剤を分散させたタイプもあり,それらと加工材料との適合性を考慮しつつ選択する必要があります。
(6)その他必要に応じて酸化防止剤,防錆剤,消泡剤,粘度指数向上剤等を使用します。
図1は横軸に温度,縦軸に摩擦係数をとり,耐荷重添加剤の効果を模式的に示したものです。
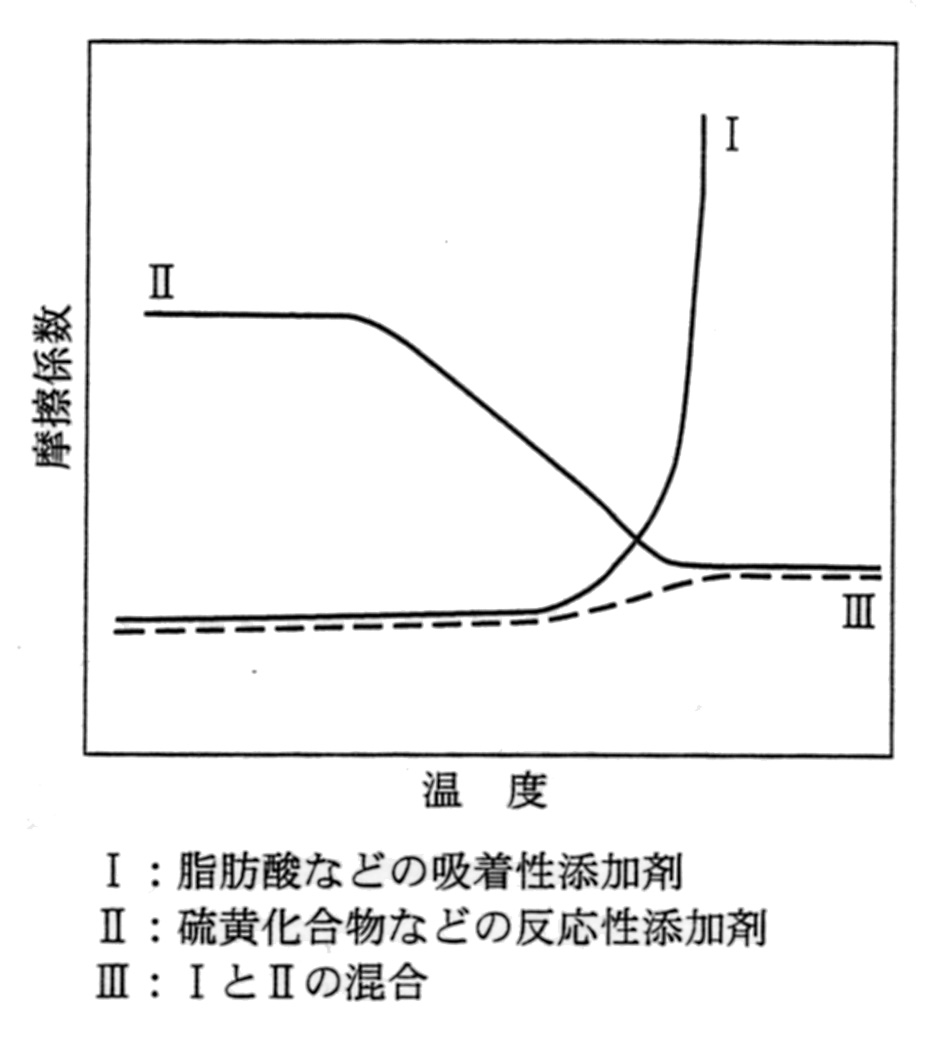 図1 潤滑の限界と添加剤混合による潤滑性 |
曲線 I はいわゆる吸着膜を形成する型の添加剤の効果を示したもので,常温では効果を発揮しますが高温ではその効果が失われることを示しています。また曲線IIは硫黄化合物に代表される反応性の添加剤による効果を示したもので,常温付近では効果がなく高温になると反応が進み効果を発揮する様を示しています。ここでこの両者の型の添加剤を初めから混合して用いれば,理想的には曲線IIIのようにすべての温度域で効果を発揮する潤滑剤を調合できることになります。
これが耐荷重添加剤の調合技術に関する基本的な考え方です。しかし曲線Ⅲはあくまでも理想的な場合であり実際には,潤滑条件の完全なる把握の困難さや,調合した各添加剤間の相互作用等,数々の問題を含んでいます。それについてはここでは触れないでおきます。
Q2 引抜き油の使用方法や管理技術について教えて下さい。
引抜き油の使用方法を加工材別に表4にまとめます。
|
表4 加工材質別の油剤の使用方法
|
管理方法については,油剤のタイプ,加工材料,加工方法によって異なります。水溶性では液の腐敗劣化,油性では水分混入といったところが油種タイプにより違う項目です。油剤の管理方法は各社メーカーのノウハウではありますが,一般的な管理項目およびその目的について表5にまとめます。
|
表5 油剤の保守管理事項
|
油剤は劣化の程度を目安に入れて設計が行われており,ある程度の幅で,管理値が設けられるものです。近年は使用される油剤の種類も複雑になるにつれ,油種によっては管理項目数が増えている状況も見られます。
4. 代表的な管理項目
(1)酸価
酸価より脂肪酸の混入量を知ることができ,また劣化の判断をするうえでも必要です。油剤が加工上のせん断等により分解されたり,過剰な熱履歴を受けて酸化される場合がありますが,その際にも酸化物が生成します。その酸化物は酸価として検出されることがあり,油種によっては酸価の微妙な変動にも注意を払わねばなりません。熱劣化が促進すればラッカー,スラッジを発生することがあります。
(2)灰分
スラッジ,金属粉の蓄積が引抜き時の焼付き,スリ傷等を起こす要因となります。油剤の劣化や外部から混入する摩耗粉等の固形物も灰分として検出されます。フィルタろ過等を行えば灰分値は低く管理できます。灰分値は加工材質と加工条件にも大きく左右されます。
(3)添加剤濃度
油性向上剤,極圧添加剤等は使用中選択的に持ち出される場合があります。極端な添加剤濃度の低下を回復させるため,一部の添加剤を補給する方法もとられます。
(4)腐敗
水溶性油剤ではpH,油分濃度が管理基準内であっても,微生物,特にカビの発生により,タンク壁,配管内においてスライム化することがあります。一般的には防腐,防カビ剤投与で対応します。一定時間のエアレーション,油槽の一定時間加温も効果的な防腐対策です,防腐,防カビ剤の選定に当たっては,油剤と加工材に与える影響を考慮して使用されます。
5. 処理方法
一般的な処理方法を表6に示します。
|
表6 一般的な処理方法
|
潤滑油の性状を定期的に測定した結果,水溶性油剤で図2のような灰分の傾向を得ました。
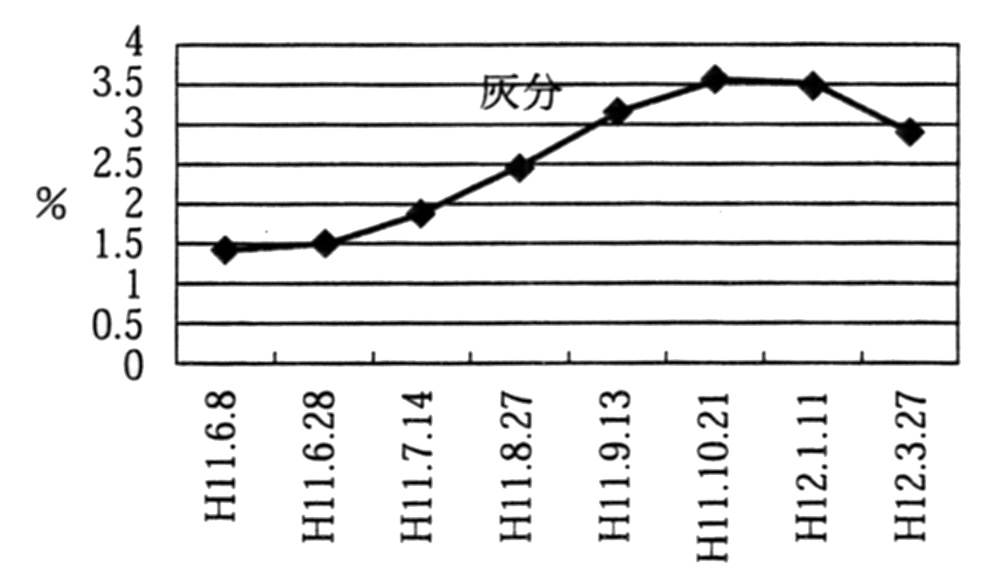 図2 |
実際には加工条件,使用頻度,前工程の条件等,不安定な要素が多くありますが,この傾向と使用時の状況等,詳細な情報との関係をつかむことで諸問題を未然に防ぐことが可能となります。もちろん,他の管理項目も同時にチェックすることが望ましいでしょう。
Q3 最近の引抜き油の動向について教えて下さい。
近年,ユーザーでの製造工程,加工油の見直し,またコストダウン対策,環境に配慮した新しいタイプの添加剤への切り替え等,いくつもの課題があります。ただし,一気にそれらの要求をすべてクリアするのは容易ではありません。
以下に,最近の進行中のテーマ等,今後の動向について述べます。
6. 油剤の加工特性向上
鋼管の引抜き加工では,引抜きの際の潤滑性向上として,現在,リン酸亜鉛被膜処理等を行い,その後水溶性あるいは油性油剤を用いて引抜き加工が行われます。
両タイプともに極圧添加剤,減摩剤を単独あるいは複数組み合わせることで加工性を向上させることが可能となり,しかも材料表面の仕上げ粗さも改良されています。
それらの成果は油剤の変更によること以外に,使用条件,工程の見直し,工具類の改良等にも起因しているという事実は見逃せません。
次の結果はある潤滑剤の摩擦係数を図3の装置で測定したものです。図4にその結果を示します。
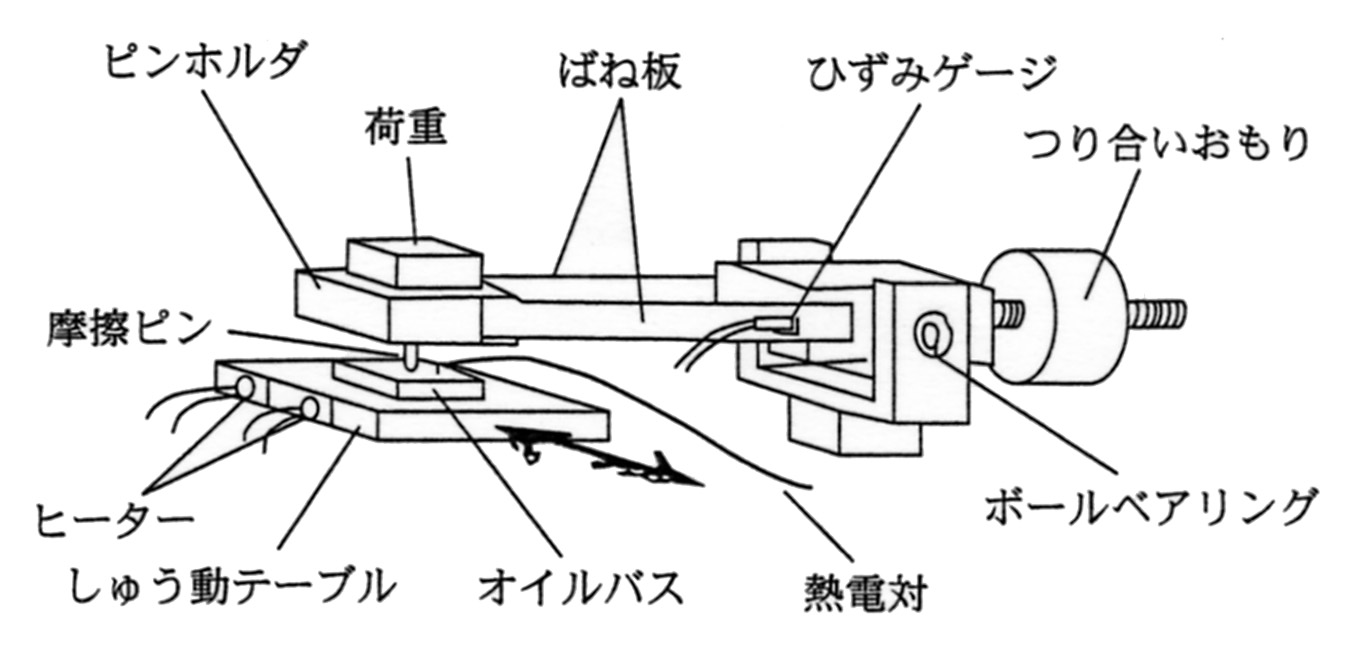 図3 Ball-plate型摩擦試験機 |
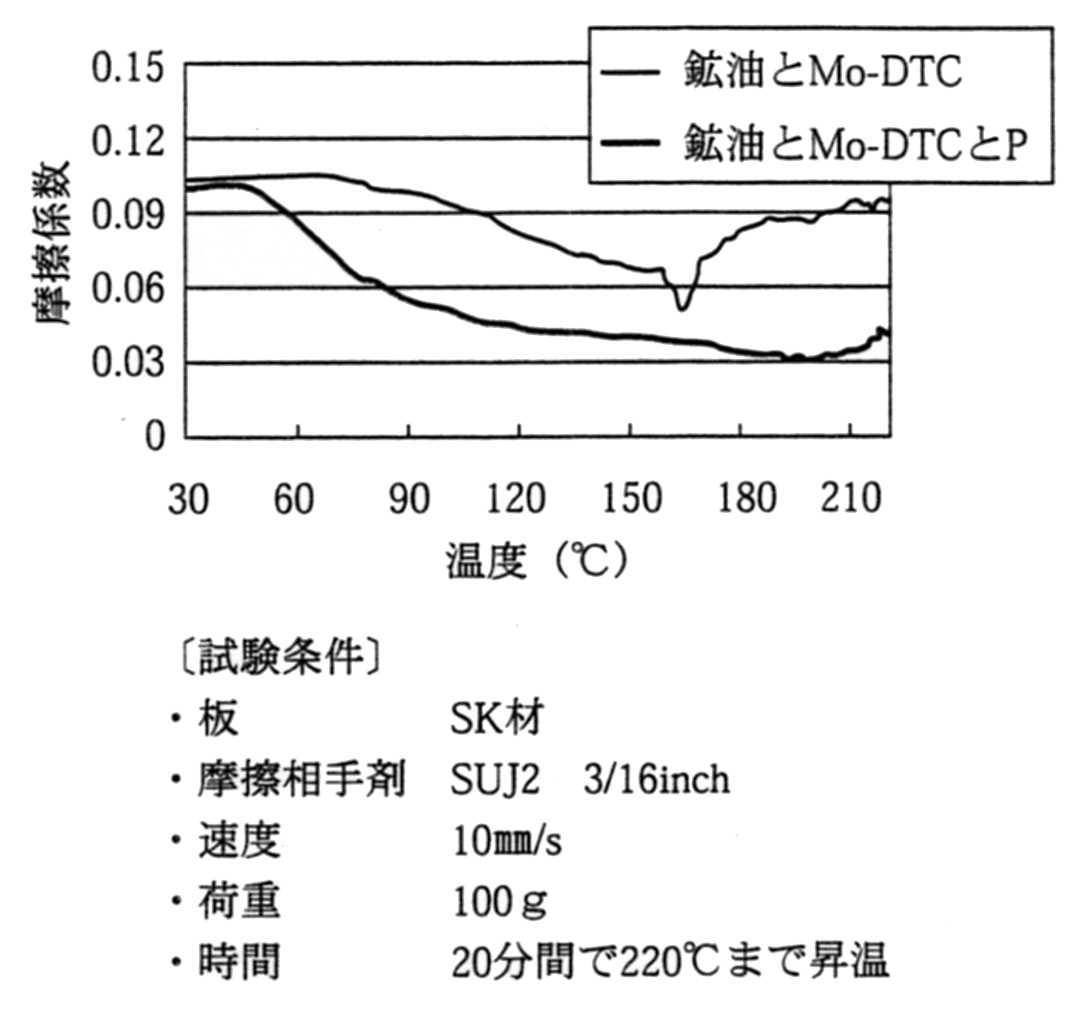 図4 昇温時における摩擦係数(SK材) |
鉱油ベースに有機Mo系極圧添加剤(Mo-DTC)5%入れたものと,それに有機P系極圧添加剤を1%併用したものの摩擦係数の温度別の変化を示したものです。その結果,Mo-DTC単独でも摩擦係数は良いのですが,P系添加剤を微量添加することで相乗効果が現れ良好なμ値が得られることが判ります。
したがって,各種の極圧添加剤を適度に配合することで優れた性能を有する潤滑剤ができます。
こういった油剤を一液タイプ(前処理剤兼潤滑剤)として置き換える試みがあります。
また油剤の粘度においてはもちろん低いほうが扱いやすく持ち出し量も少なくて済みます。しかし,低すぎると操作性は良いものの油膜切れを起こしやすく,逆に粘度が高すぎると材料表面のオイルピットに油剤がプールされにくくしかも,ダイス内に潤滑剤が入り込みにくくなります。このことから,粘度に関しても適度な値が望ましいといえます。
7. プラスチックの塑性加工へ
省エネ対策としてプラスチックへの転換も一部では見られます。現在はプラスチックでは射出成型法が主ですが,塑性加工法も日々進歩しており,引抜き加工においても試みをなされています。これまでは成型後のひずみ回復による寸法不安定性のため,長い間敬遠されてきましたが,これからのテーマとしては十分に技術革新が多く望まれており潤滑油業界としては注目していく分野でもあります。
<参考文献>
*1 アルミニウム技術便覧 カロス出版
*2 潤滑グリースと合成潤滑油 幸書房 藤田稔著
*3 引抜き加工 コロナ社 日本塑性加工学会
*4 トライボロジスト vol.43 No.12 1998 大同化学工業 岡本隆彦
*5 潤滑管理マニュアルブック 潤滑油協会
*6 潤滑経済 1998.6
*7 潤滑ハンドブック (株)養賢堂
*8 新版石油製品添加剤 幸書房 桜井俊男
*9 潤滑経済 1998.8 鋼管圧延油クーラントの管理
*10 塑性と加工 vol.39 1998.4 No.447 引抜き用潤滑剤の現状と将来 永井,篠木,冠
*11 塑性と加工 vol.40 1999 No.458 中山登史男
*12 潤滑経済 1992.8 引抜き加工における潤滑技術 東京都立工業技術センター 片岡征二


「技術者のためのトライボロジー」新発売!




