


- Q1.鍛造加工用潤滑剤を例えば「圧延油」のように単一語で表現する適切な文言を教えて下さい。
- Q2.鍛造油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられていますか。また,その効果や今後の動向についても教えて下さい。
- Q3.鍛造油の使用方法と管理技術について教えて下さい。
- Q4.近ごろ環境保全に寄与する油剤が求められていますが,最近の鍛造油の動向について教えて下さい。
Q1 鍛造加工用潤滑剤を例えば「圧延油」のように単一語で表現する適切な文言を教えて下さい。
鍛造加工用潤滑剤に関する単一語はトライボロジー辞典(日本トライボロジー学会編),塑性加工標準用語集(日本塑性加工学会編),PATOLIS[(財)日本特許情報センター],JICST(科学技術振興事業団 科学技術情報事業本部)を見る限り,文言がありません。「潤滑剤銘柄便覧」が唯一「鍛造油」と表現しています。ぜひ,共通語ができることを望みます。共通語としては,できれば「鍛造油剤」が適当と考えますが本報では「鍛造油」とします。
Q2 鍛造油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられていますか。また,その効果や今後の動向についても教えて下さい。
鍛造加工には冷間,温間および熱間があり,炭素鋼の場合,加工の特徴は表1の通りです。これらの鍛造油に求められる性能の中で特に重要な特性は,冷間では焼付き防止であり,熱間は耐熱性です。したがいまして,鍛造油の成分や使用方法が冷間用と温・熱間用では異なりますので分けて説明します。
|
表1 鍛造加工の分類
|
(1)冷間鍛造油
冷間鍛造油に求められる性能としましては,主に次のことが挙げられます。
(1)摩擦係数が低く,かつ焼付き防止性に優れている
(2)加工材の寸法精度のバラツキが少なく,表面平滑度が良好であること
(3)加工材に油焼けなどステインの発生がないこと
(4)防錆性に優れている
(5)工具摩耗が少ないこと
そのため冷間鍛造油としましては被加工材の表面に化成被膜を施し,その上に潤滑被膜処理をしたものにて鍛造加工する場合が主流です。他には不水溶性鍛造油があります。この場合は加工材の表面平滑度を重視する時に使用します。成分は精製鉱油や動植物油脂を主成分とし極圧添加剤あるいは摩擦緩和剤が添加されております。また最も過酷な潤滑条件の場合は両者を併用した使われ方もあり,加工条件,加工精度により使い分けられています。図1は炭素鋼用化成被膜の一例です。
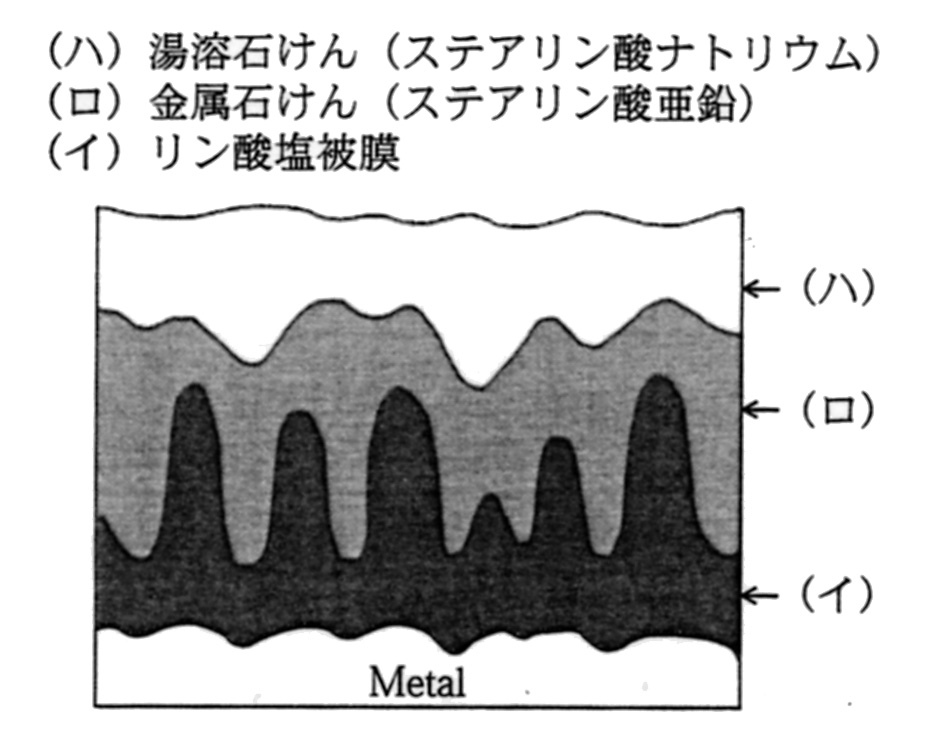 図1 冷間鍛造潤滑層の断面モデル*2 |
リン酸亜鉛被膜のみでは,潤滑性がありません。リン酸塩被膜処理の後に加温したナトリウム石けん水溶液中に浸漬しますとリン酸塩被膜と反応して中間層に金属石けんを生成します。この金属石けんおよびナトリウム石けんにて潤滑し,リン酸亜鉛被膜が焼付き防止や加工面の平滑化に寄与します。ステンレス鋼の場合はリン酸塩被膜がつかないので,しゅう酸塩被膜を化成させ石けんをつけます。チタン合金の場合はフッ化チタン被膜と石けんを組み合わせた例があります。*1
しかし,この潤滑処理をするために加工材表面を脱脂-水洗-酸洗-水洗-化成処理-水洗-中和-潤滑処理-乾燥のように多くの工程および工場内のスペースを必要とし,また廃液処理に費用が掛かる等の問題点を有しております。そのため,現在では廃棄物削減あるいは工程短縮が検討され,軽度や中度加工は,一工程潤滑剤処理(ショット-エアブロ-潤滑処理-乾燥)へすでに置き換わって来ています。一工程潤滑剤の被膜の組成については,公開されていませんが化成処理のような反応膜までは形成していないようです。被膜の公開および更なる鍛造性の向上が待たれます。
不水溶性冷間鍛造油につきましては不水溶性切削油に類似の組成のものが使用されており,油性剤(液状ラード,大豆油,ナタネ油など)や極圧添加剤として塩素系極圧添加剤(塩素化パラフィン,塩素化油脂など),リン系極圧剤(TCP,酸性リン酸エステルなど),硫黄系極圧剤(硫化油脂,硫化オレフィンなど)をさらに摩擦緩和剤としては有機金属系摩擦緩和剤(亜鉛ジチオリン酸塩,モリブデンカルバミン酸塩,ナフテン酸鉛など)を単独か組み合わせて使われております。油性剤は加工時の摩擦係数を低くし,極圧添加剤や摩擦緩和剤は鍛造加工時に生じる熱により,加工材と工具の界面に反応膜あるいは高分子生成物を生成させて焼付きを抑えます。鉛化合物を現在,止むを得ず使用している所もあります。
今後の動向としましては,ナノメーター・オーダーの無機系超微粒子を油中に分散させた高塩基性有機酸塩を用いたタイプや不水溶性反応膜タイプの冷間鍛造油が市場に紹介されておりますが,更なる飛躍として,いわゆるボンデレス化に伴う潤滑処理工程の簡易化や廃棄物削減が進むものと考えます。
(2)温・熱間鍛造油
温・熱間鍛造油には表2のような性能が求められています。特に温間鍛造油には鍛造性を,熱間鍛造油には金型の寿命延長が求められています。
|
表2 温・熱間鍛造油の要求性能*2
|
従来から温・熱間鍛造油には固体潤滑剤として黒鉛が使われており,黒鉛の有する(1)潤滑性 (2)耐熱性 (3)燃えかすが堆積しにくいといった性質が,特に温・熱間鍛造加工に適しているのではないかと考えます。
温・熱間鍛造油は不水溶性と水溶性に大別されます(表3)。
|
表3 温・熱間鍛造油の種類
|
|||||||||||||||||||||||||||||||||||||||||||
不水溶性タイプは鍛造性が良好ですので,軸押出しのような重(難)加工に使用されますが発火,発煙の管理対策が必須条件となります。水溶性タイプは冷却性良好で金型の長寿命化が期待できますが,反面,鍛造性に乏しいため,主に据え込みのような軽加工に使われています。エマルションタイプ鍛造油は固体潤滑剤を精製鉱物油に分散しておき,同時に添加されている界面活性剤で水中へエマルション化したものです。したがって,不水溶性と水溶性の良い面を活かしたタイプですので軸押出し加工も可能ですが冷却性がやや劣ります。
成分別に分類しますと黒鉛系鍛造油と非黒鉛系鍛造油に大別されます。黒鉛系鍛造油は黒色であることから作業環境汚染が問題視され,非黒鉛化が求められています。不水溶性の分野では固体潤滑剤として無機系カルシウム化合物,炭水化物類,金属石けんなどおよびそれらを組み合わせて使用することにより,黒鉛系鍛造油から非黒鉛系鍛造油に置き換わりつつあります。
水溶性の場合,経済性の点を含めますと黒鉛系水分散タイプに匹敵する鍛造性を有する非黒鉛系鍛造油は,未だ市場には登場しておりません。ただし据え込み加工を主体とした形状の熱間鍛造には透明タイプが約20年前から使用され,金型寿命の点で黒鉛系水分散タイプより良好な結果を得ているものがあります。理由については充分な裏付けは得られていませんが,加工物の形状が黒鉛系では潤滑過多ですべりすぎ金型の摩耗を促進していたのに対し,透明タイプの有する摩擦係数が加工物の形状を潤滑するのにうまくマッチングしていたため摩耗量が減少したと見られています。実際の鍛造加工時における正確な摩擦係数を求める作業が現在進行中と聞いております。
一般的には黒鉛系水分散タイプと透明タイプの性能比較は表4のようにいわれており,黒鉛が層間で潤滑するのに対し,透明タイプ(カルボン酸塩)の潤滑機構は鍛造時に熱分解を起こし一部は流体潤滑,大半は熱分解残渣となり被膜潤滑を向上させ,熱分解により生じた分解ガスの離型作用が加わり,潤滑・離型効果を発揮するものと推測されます。なお,透明タイプに使用されますカルボン酸塩には直鎖二塩基酸塩,芳香族カルボン酸塩など種々種類があります。またカルボン酸塩を金型表面へ均一に密着させる接着剤として水溶性高分子(セルロース系,アクリル酸系,ポリビニール系等)が添加されております。
|
表4 黒鉛系水分散タイプと非黒鉛系透明タイプの性能比較*2
性能順 ◎:優 ◯:良 △:劣 |
今後の動向につきましては加工法が熱間から温間へ,鍛造油は不水溶性から水溶性へ,また黒鉛系から非黒鉛系への移行がさらに進むものと考えます。水溶性鍛造油(透明タイプ,水分散タイプ)の中には黒鉛系鍛造油に匹敵する鍛造性を有するものがあり,市場にて評価されつつあります。
Q3 鍛造油の使用方法と管理技術について教えて下さい。
(1)冷間鍛造油
加工材を被膜処理した場合の冷間鍛造加工は適当な寸法に切断後そのまま加工されます。加工時の使い方よりむしろ,被膜処理の管理の方が特に重要です。鋼の潤滑処理条件の一例を表5に示します。
|
表5 鋼の冷間鍛造潤滑処理条件*2
|
各工程の中で管理上のポイントは次のような点が挙げられます。
(1)脱脂では脱脂された油分の再付着防止や液中の金属石けん混入量の制御がポイントです。(3)酸洗では濃度,温度管理のほか,鉄分の管理はリン酸亜鉛被膜の密着性や付着量に影響しますので特に重要です。(5)被膜化成では外観が灰白色または灰黒色の針状結晶や粒状結晶をある程度緻密に生成させる。そのため化成処理液の遊離酸度と全酸度を測定し,酸比=全酸度/遊離酸度による処理液の管理のほか,温度管理幅および促進剤の濃度幅の制御がポイントです。また処理液の廃液およびスラッジの処置が特に重要です。(8)潤滑工程では金属石けん生成量は処理液の濃度,温度,時間,pHに影響を受けます。中でも遊離酸度と処理液濃度のバランスの管理が重要です。
以上の工程にて生成されたリン酸亜鉛被膜+反応型石けん潤滑被膜は図1のように,湯溶成分,金属石けん,残存リン酸塩被膜の3層になっており,各層の膜圧は定められた操作法にて測定することにより,単位面積当たりの重量で確認できます。
このように化成被膜+潤滑処理された加工材は棒材あるいは線材の状態にて鍛造加工ラインに運ばれて来ます。そして,加工部品の形状に合わせて適当な長さに切断し,鍛造加工されますが,切断されることにより端面は化成被膜+潤滑膜が消失します。そのため,加工部品の形状によっては端面の潤滑を目的に冷間鍛造油を給油しながら鍛造加工する場合が多くあります。所定の大きさのタンクに貯蔵された冷間鍛造油はポンプアップされ加工面へ供給されます。塑性加工熱の発生により工具の温度が上昇するため,工具の冷却を兼ねて多量に供給されます。液中で加工していると言っても過言ではありません。
冷間鍛造油の多くは不水溶性ですので,水溶性に較べ油による冷却効果はあまり期待できませんが,供給量を多くすることにより補っている部分があります。冷間鍛造油を用いる主目的は焼付き防止ですが冷却効果も見逃せません。その冷却効果は油の粘度により制御されます。したがいまして,鍛造加工条件に応じた冷間鍛造油の選定において,粘度は重要なファクタです。
冷間鍛造油の管理において,重要なことは循環使用されますので,他油等異物の混入防止,加工時に生成したスケールの除去,添加剤など有効成分消失に伴う適度な新油の補給が必要です。特に化成被膜+潤滑処理された材料を使用しているラインでは冷間鍛造油中に金属石けん等の混入が多くあります。そのため油の管理においては,遠心分離機等ハード面による除去は基より,鍛造油中の異物混入量や粘度の管理を徹底することが重要であり,それが安全操業ならびに工具寿命延長につながります。
(2)温・熱間鍛造油
温・熱間鍛造油の使用方法には,(1)給油法は自動給油と手作業,(2)給油量は多量給油(循環使用)と金型表面に乾燥被膜を形成させて加工する少量給油(回収液なし)があります。1台の鍛造機で同一の加工部品を多量に生産する時は自動給油で循環方式が採用されておりますが,多品種を生産しなければならない鍛造機では金型の交換頻度が多く,また,それに伴う給油装置(特にノズルの位置および数)の変更がありますので自動化は難しいようです。
水溶性の場合,給油はほとんどがエアースプレー方式です。手作業の時はハンドガンを用います。自動給油の時はハンドガンのように自由に給油位置や給油量を調節できず,また固定ノズルの場合には給油の死角が生じることがあります。したがって,鍛造油に給油していない所まで被膜が拡がる性能を求める場合もあります。移動ノズルにより中央から均等に給油されることが好ましいと考えます。給油量は金型温度を何℃に制御するかにより決まりますが,鍛造油の乾燥被膜を金型表面へ均一に形成しやすい温度は,経験的に150~250℃です。鍛造油は金型温度が高いと水の蒸気膜にて付着が妨げられ,低すぎると形成した被膜が流されてしまいます。金型温度の管理は加工部品の形状や各社の思想により一概には言えませんが,金型の寿命の点からは極力低い方を狙い,自動機によっては水中にて鍛造しているように見える所もあります。潤滑の立場から考えますと金型表面に乾燥被膜を形成したうえで加工した方が良好な潤滑が得られます。鍛造油の管理は濃度管理が何よりも優先されます。濃度は10~50倍の範囲(設定濃度に対し±2倍)で使用されており,一般的には20倍使用がひとつの目安になっています。
不水溶性の場合は,自動給油ではエアレススプレー方式が採用されており,手作業の時は,ハンドガイドの先端にウェスを巻き付けておき鍛造油をウェスを通して金型面に手塗りします。
循環使用の管理においては水溶性,不水溶性ともハード面からの対応になりますが,他油およびスケールの混入防止ならびに除去が重要であり,使用油の定期的分析が必要になります。さらに固体潤滑剤の沈降等による有効成分の減少がありますので新油の補給が必要になります。また,水溶性の場合は腐敗防止も重要であり鍛造油中に前もって防腐剤を添加しておきます。なお,不水溶性の非黒鉛系鍛造油において,固体潤滑剤を超微粒子にして油中へ分散させることにより循環使用しても有効成分の減少が少なく,新油の補給量が1/10になった事例があります。
Q4 近ごろ環境保全に寄与する油剤が求められていますが,最近の鍛造油の動向について教えて下さい。
冷間鍛造関連では前項で記載しましたが,化成被膜+潤滑膜処理を行った時に発生します廃液およびスラッジの処理が問題点のひとつです。特に廃液中に含まれるリンおよび重金属は自然界に必要以上に存在しますと生物の生態系が狂います。現在開発が進行中であります一工程潤滑剤は廃液の発生量の大幅削減が期待されます。
冷間鍛造油では極圧添加剤の中の塩素系極圧剤の代替が最大の問題です。冷間鍛造油に使用されております塩素系極圧剤の多くが塩素化パラフィンであり,短鎖(C10~C13)の塩素化パラフィンはげっ歯類動物の動物実験にて発ガン性が認められております。また,水生生物への毒性影響の観点から国際輸送上も海洋汚染物質に指定されております。さらに米国,ドイツなどに見られる廃油法の規制があります。塩素化合物含有の廃油は焼却炉にて燃焼処理した場合,不完全燃焼の時にダイオキシンを発生する可能性があります。塩素化パラフィン自体を規制しているのではありませんが,塩素含有量の多い塩素化パラフィンなどは規制の対象に挙がって来ています。*3我が国でも塩素含有廃油はその処理を専門業者に委託すべく指導が行われて来ております。切削油剤のJISからは不水溶性油剤2種,水溶性油剤のW1種2号およびW2種2号を削除する動きがあります。
さらに,1999年7月に「特定化学物質の環境への排出量の把握および管理の改善の促進に関する法律」が法制化されました。このPRTR(Pollutant Release and Transfer Register;環境汚染物質排出移動登録)とは環境汚染物質のあらゆる媒体(大気,水域,土壌)を経由し排出される量,および廃棄物として廃棄物処理業者に移動される量を調査し,報告する制度です。鍛造油関係で調査対象物質に挙げられるものとしましては,亜鉛化合物,モリブデン化合物,ホウ素化合物,エタノールアミンなどが予想されます。これらの成分情報公開手段としましては,MSDS(Material Safety Data Sheet:商品安全データシート)への記載が有効ではないかと考えます。*4
温・熱間鍛造油に関しまして,黒鉛は環境保全の立場から見ますと,安全です。むしろ水溶性透明タイプの中には廃液処理性の劣るものがありますので確認が必要です。
<参考文献>
*1 塑性加工におけるトライボロジー:日本塑性加工学会編 コロナ社
*2 鍛造加工技術・技能マニュアル:全日本鍛造協会中小企業事業団情報・技術部編
*3 潤滑油類の環境適合性に関する調査研究報告書:潤滑油協会
*4 守田洋子・吉田一樹:日石三菱レビューVOL4.1 No4. 1999. p161


「技術者のためのトライボロジー」新発売!







