


- Q1.炭化水素系洗浄剤とはどのような洗浄剤ですか。種類や特徴について教えて下さい。
- Q2.どういう汚れを落とすのに適していますか。
- Q3.使用上の注意や環境上注意することはありますか。
- Q4.どのような洗浄装置を使うのでしょうか。
- Q5.洗浄剤の管理はどうすれば良いのでしょうか。
- Q6.再生使用はどのようにすれば良いのでしょうか。
- Q7.工業用洗浄剤の今後の展望や課題などについて教えて下さい。
Q1 炭化水素系洗浄剤とはどのような洗浄剤ですか。種類や特徴について教えて下さい。
A1
炭化水素とは文字どおり,炭素と水素のみからなる化合物の総称で,その種類は炭素数や構造の違いにより無数に存在します。
現在使用されている多くの炭化水素系洗浄剤は,単に原油を蒸留精製したものではなく,高度な精製処理を行ったもの,あるいは化学的に合成したものです。炭化水素系洗浄剤はその化学的構造から,ノルマルパラフィン系,イソパラフィン系,ナフテン系,芳香族系の4種類に分類されます。
特徴としては,金属への腐食性が少ないこと,蒸留再生によるリサイクルが可能なこと,比較的安価で経済的であること,脱脂力が高いことなどが挙げられます。さらに,毒性が低く,大半のものは有機溶剤中毒予防規則に該当しません。ただし,引火性があるため,洗浄設備の防爆構造が必要で,消防法により貯蔵・取扱数量に応じた規制を受けます。
炭化水素系洗浄剤の多くは,炭素数や構造の違いにより異なった沸点を持つ多数の成分からなるため沸点範囲が広くなります。しかし,以下の理由からできる限り沸点範囲の狭いものを使用することが望ましいでしょう。
(1)引火しやすい軽質分(=沸点の低い物質)を含まなければ,同等の平均沸点を持つ混合物に比べ引火点が高くなり安全性が向上。
(2)乾燥しにくい重質分(=沸点の高い物質)を含まなければ,同等の引火点を示す混合物に比べ乾燥性が向上。
(3)重質分を含まなければ“汚れ物質”との沸点差を広く取ることができ,繰り返し蒸留再生した際,高潤度の再生液が高い回収率で得られ,ロスが少なく経済的。
Q2 どういう汚れを落とすのに適していますか。
A2
化水素系洗浄剤は金属加工油の脱脂に非常に適しています。これは,炭化水素のSP値(Solubility Parameter:溶解度パラメータ)が鉱物系加工油と近似しており,プレス油・切削油などとの相互溶解性が高いためで,これら鉱油系の汚れに対しては塩素系溶剤と同等の高い洗浄力を示します。(表1参照)
なお,ロジン系ハンダフラックスや動植物油の汚れが洗浄対象となる場合は極性溶媒を加えたタイプを使用すると効果的です。また,界面活性剤を加えた水置換剤や粒子除去用の洗浄剤も開発されています。
|
表1 弊社品の洗浄力比較実績例
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Q3 使用上の注意や環境上注意することはありますか。
A3
1. 火災防止について
炭化水素系洗浄剤の最大の欠点は引火性を有する可燃物ということであり,火災を未然に防止するための対策が必要となります。しかしながら,洗浄に対する可燃性洗浄剤の安全対策技術は以前と比べ格段の進歩を遂げています。ガソリン・灯油などを洗浄に用いる例は以前からありましたが,現在の炭化水素系洗浄剤は,芳香族分を極力減らして環境面に配慮しているだけではなく,引火点を高くして安全性を高めています。また洗浄機も密閉式の減圧蒸気洗浄が可能なシステム等,安全性が一段と向上したものが開発されています。
引火性を持つ炭化水素系洗浄剤を燃焼させるためには,以下の3つの条件が必要となります。
(1)引火性の蒸気が存在すること(可燃物)
(2)着火源があること
(3)燃焼に必要な十分な酸素が存在すること(空気)
これらを「燃焼の三要素」(図1参照)と呼びますが,これらの要素が一つでも欠ければ,燃焼することはありません。
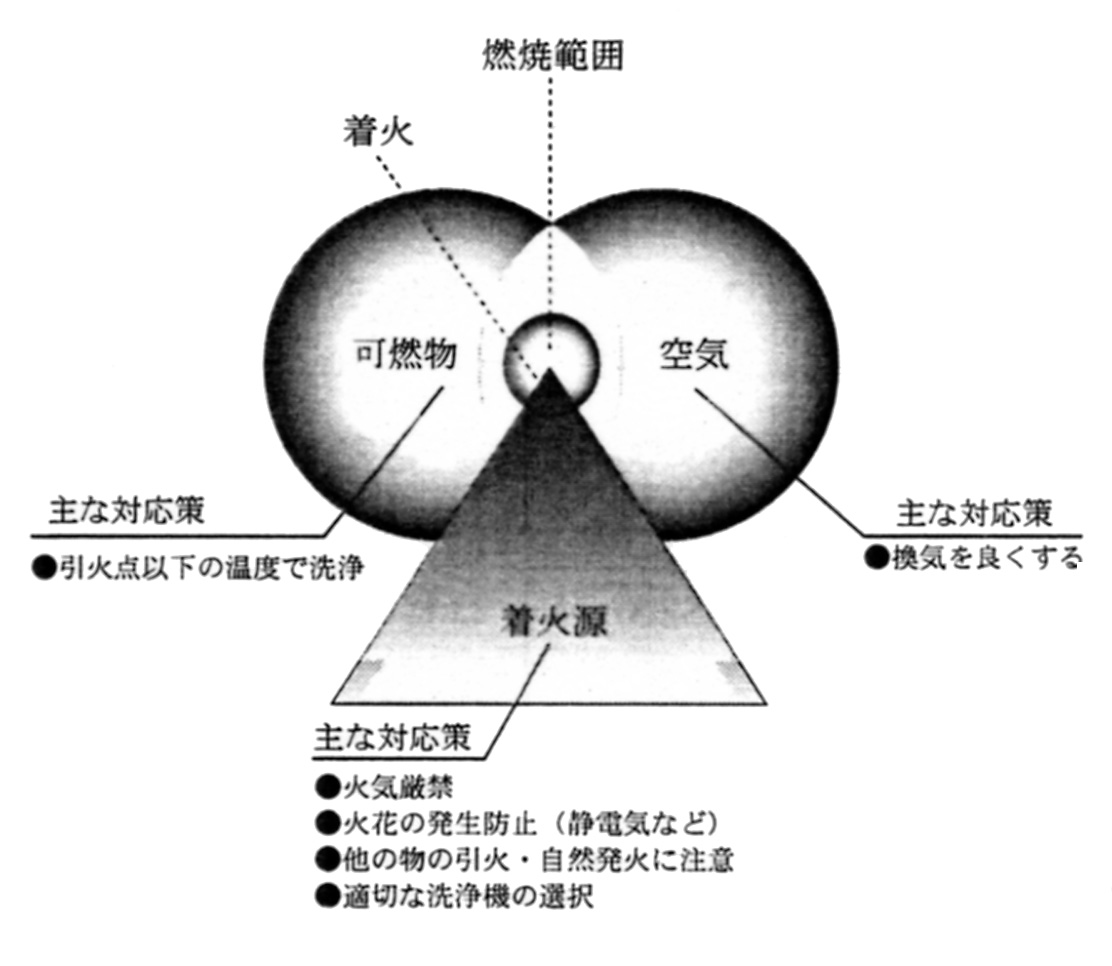 図1 「燃焼の三要素」 |
実際の設備では,対策の一つが万一うまく働かなかった場合でも,三要素が揃うことのないよう二重の防護策をとることが望ましいでしょう。なお,三要素が揃っても,可燃物の空気中の濃度が燃焼範囲に入っていなければ燃焼することはありません。(表2参照)
|
表2 一般的な取り扱い上の対策例
|
2. 環境適応について
環境汚染の点からは,大気汚染防止法やPRTR法などの法規制を考慮する必要がありますが,炭化水素系洗浄剤にはこれらの法律で規制される物質は余りありません。
ただ,現状では規制を受けていないものであっても,工場外に一切の排出物を出さないとの信念の下に,乾燥工程での温風を室外に排出する前にミストキャッチャーなどで洗浄剤を捕捉し回収するような設備を設置している事業所もあります。
採用にあたっては,「製品カタログ」や「使用のしおり」に加えて,「MSDS(製品安全データシート)」を入手し,その製品の特性を十分に理解したうえで適正に使用してください。
※MSDSに記載されている情報の例:「組成・成分情報」,「危険・有害性の要約」,「火災時の措置」,「取扱及び保管上の注意」,「環境影響情報」,「廃棄上の注意」,「輸送上の注意」,「適用法令」等
Q4 どのような洗浄装置を使うのでしょうか。
A4
洗浄に寄与する要素としては,溶剤の持つ溶解力の他に,熱,撹拌,摩擦力,加圧,減圧,研磨や超音波等の物理力があります。これらは一つだけではなく複数を組み合わせることによって相乗的に効果を上げることができます。
被洗浄物(ワーク)がどんな形状の物かにより,選ぶべき洗浄システムは大きく違ってきます。また作業時間(タクトタイム)がどれくらい取れるのかも重要なポイントとなります。塩素系溶剤に比して沸点が高い炭化水素は乾燥性が劣るため,タクトタイムは乾燥時間で決まると言っても過言ではありません。
従来は,ワークをカゴに入れ「洗浄→リンス→乾燥」を行う3槽式のシステムが一般的でした。この場合のタクトタイムは5~15分くらいが普通でしたが,液切り槽や乾燥槽を増やしたり,エアブローをしたり,乾燥用空気の風量・温度を上げたりして時間を短縮するための対応が取られるようになってきています。これらの工夫によりタクトタイム1分も可能になります。
最近では,洗浄から乾燥までを1槽で行う真空タイプの洗浄機(図2参照)も普及してきています。これは,まず槽にワークを入れた後,洗浄剤を導入・浸漬します。その後,減圧下で蒸気洗浄をするとともにワークに熱を与え,さらに真空にすることで洗浄液の沸点を下げて乾燥させるというもので,安全性にも優れています。これらは,タクトタイム6~8分が一般的ですが,多槽構造にすることによりタクトタイム2~3分を実現した洗浄機もでてきています。
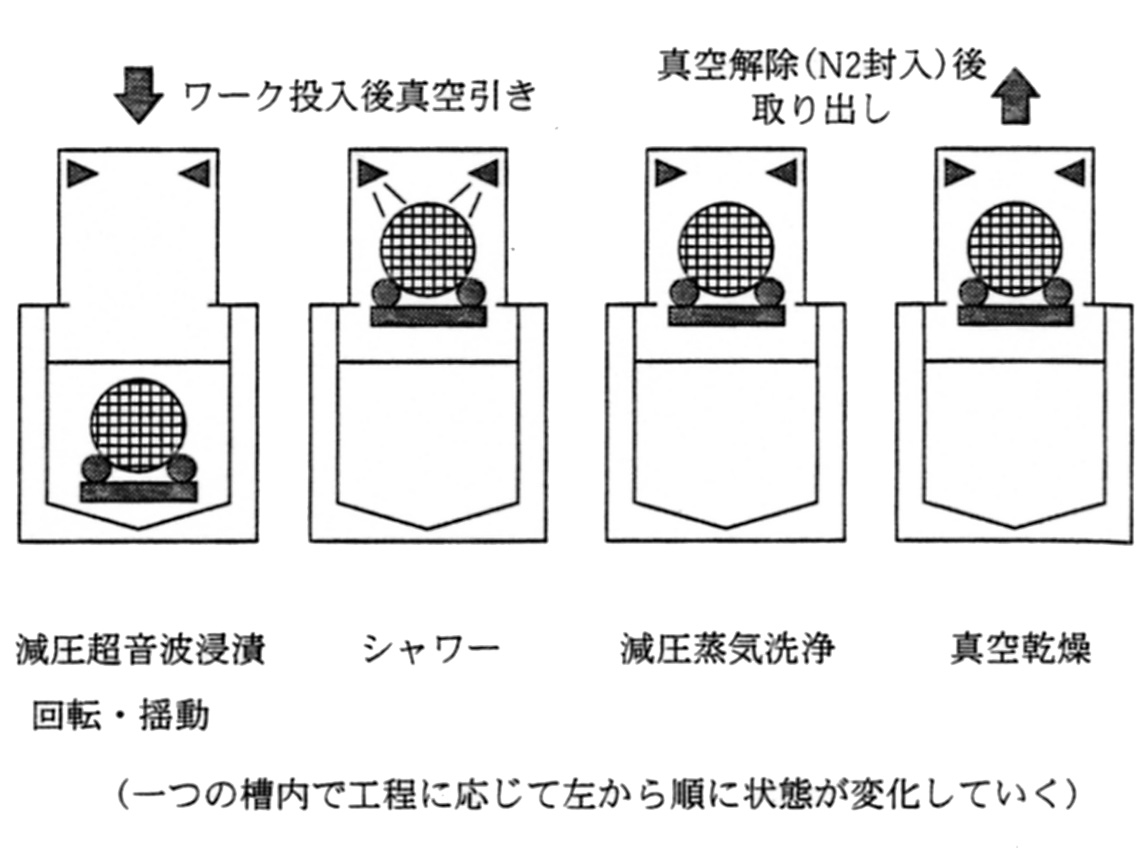 図2 縦型多段式真空洗浄装置の工程図 |
汚れに対する洗浄力のある洗浄剤を選ぶことはもちろんですが,乾燥性のよい洗浄剤を選ぶことでタクトタイムを短くすることができます。ただし,乾燥性と安全性は相反関係にあることを忘れてはいけません。安全性の観点から見ると引火点50℃以上のものを選択するのが望ましいと言えるでしょう。
Q5 洗浄剤の管理はどうすれば良いのでしょうか。
A5
通常,ワークの清浄度の管理基準は次工程で要求される洗浄品質により決定されます。その要求品質はユーザーごとに異なっており,ワーク表面の残油分の許容範囲をユーザーがあらかじめ決めておくことが必要です。一方,炭化水素系洗浄剤の洗浄は相互溶解によるものであるため,洗浄剤の中に汚れ物質が溶解蓄積していくことになり,その汚れ物質の再付着が洗浄剤の仕上がり状態を決める大きな要因となります。
リンス槽内の加工油濃度の測定方法としては,表3のように,鏡面板法,比色法,屈折率法,ガスクロマトグラフ法などがありますが,高い精度で管理しようとすると費用が多くかかり,安価な方法では精度を高めることが難しくなります。そこで当社では,安価かつ比較的高い精度で液の状態を管理できるパウダー法を提案しています。
また,蒸留再生機付きのシステムでは,再生機が正常に動いている場合は常に新液同様のものがリンス槽に戻ってくることになり,蒸留機の運転を管理することで正常な状態を保つことができます。
|
表3 弊社品中の汚れ分濃度測定方法(例)
※洗浄液を蒸留再生した場合,色・屈折率・成分などの値が新液と変わる可能性のある洗浄液の場合は精度が悪くなります。単一物質の場合は,蒸留再生しても色・屈折率・成分などの値が新液と変わることがないので管理精度が高くなります。 |
Q6 再生使用はどのようにすれば良いのでしょうか。
A6
洗浄剤を再生使用するための設備として専用の蒸留再生機が広く普及しています。これは,減圧下で蒸留を行うことで,汚れ成分である加工油と洗浄剤の沸点差を利用して洗浄剤を回収するものです。ゆえに,加工油との沸点差を大きく取れる(=沸点の低い)洗浄剤を選択する必要があります。
通常の蒸留再生の運転条件としては,圧力40~80Torr(-0.093~-0.088MPa),温度120~140℃程度ですが,再生液の純度,回収率を上げられるよう洗浄剤と加工油の性状により調整します。再生液の純度を上げれば回収率は低くなり,高回収率を望めば純度は低くなります。
蒸留再生機は洗浄槽の大きさ,加工油の持ち込み量,加工油の種類,洗浄の仕上がり品質等により,それに見合った能力のものを選ばなければなりません。一般的には,洗浄槽内の液が理論上1回/日以上蒸留機を通るような処理能力を有した蒸留機が使用されています。例えば,洗浄槽+リンス槽の総液量が300Lで,稼働時間が8h/日である場合,40L/hの蒸留機であれば,洗浄槽内の液が理論上1.07回/日通っていることになります。
この場合の洗浄剤のロス量は,蒸留器の回収率が97%であるとしたならば,「40L/h×0.03×8h=9.6L/日」であり,月間25日稼動であれば,240Lの洗浄剤の補充が必要となります。回収率99%であった場合のロス量は「40L/h×0.01×8h=3.2L/日」で,同じく月間25日稼動であれば80Lの洗浄剤の補充が必要となり,回収率の差2%がロス量では3倍になります。洗浄剤選定の際には蒸留再生性の良い(=沸点の低い)ものを選ぶことが肝要です。
Q7 工業用洗浄剤の今後の展望や課題などについて教えて下さい。
A7
地球規模の環境問題に対する積極的な取り組みが求められている中,日本政府は「PRTR法(化学物質管理促進法)」「PCB廃棄物適正処理特別措置法」などの環境保護に関する法律を次々に制定・施行しています。また「ISO14000認証取得」や「グリーン調達」に積極的に取り組む企業が増えており,自主的に「環境報告書」を発刊する企業も多くあります。これらの環境活動においては,有害物質の段階的削減および廃止が必須課題となっています。
現在,日本において金属加工油の脱脂用に最も多く使用されている洗浄剤は,洗浄性・乾燥性に優れ,洗浄設備への投資も小さくて済むトリクロロエチレンや塩化メチレンなどの塩素系溶剤です。しかし,日本では前述の環境問題から敬遠される傾向が年々強くなっており,急速に他の洗浄剤への転換が進められています。
代替洗浄剤に求められる性能は,
(1)塩素系溶剤と同等の洗浄性能を有すること
(2)PRTR法対象物質等環境負荷の高い化学物質を含まないこと
(3)ランニングコストが安価なこと
(4)少ない設備投資で使用可能なこと
等が挙げられます。
また,代替洗浄剤の中にもPRTR法の指定化学物質を含むものもある(表4参照)。指定化学物質含有の有無を確認する手段としては,「MSDS(製品安全データシート)」の入手が有効です。
|
表4 洗浄剤に含まれるPRTR法指定化学物質の例(日本産業洗浄協議会調べ)
|
炭化水素系洗浄剤の場合,可燃性であるということや,塩素系に比べて乾燥性が悪いという弱点を持っていますが,これらも洗浄設備での対応により十分カバーされてきています。また,蒸発ロスが少なく使用量が減ることから運転コスト面でもプラスに働きます。加えて環境適応にも優れていることから,代替洗浄剤の主流は炭化水素系となっており,その流れは今後さらに加速していくものと思われます。

「技術者のためのトライボロジー」新発売!







