


Oリングの使用上の問題点と注意点
Oリングを正しく使う上で往復動用や回転動用等での使用上の問題点と注意点があればご教示下さい。
解説します。
Oリングを正しく使用していただくための材料選定の目安を述べ,往復動用と回転動用ではOリング寸法と溝寸法の関係が異なることなどを簡単に説明しました。また,Oリング装着時の傷付き防止対策も重要であることなども付記しました。
エラストマ(ゴム)Oリングを用いる際に留意していただきたいことを,設計時点から順次まとめてみました。
1. 使用条件とOリングの選び方
Oリングは運動部のシール(パッキング)と固定部のシール(ガスケット)として幅広く使われていますが,各用途ごとに材料と寸法の選定法は次のようになります。
(1)温度による材料の先鋭選定
- -40℃から+80℃で用いられる運動部のシールにはニトリルゴムとクロロプレンゴムがあります。
- -60℃から+70℃なら特殊配合のニトリルゴムで対応できます。
- +130℃までなら水素化ニトリルゴム,アクリルゴムおよびエチレンプロピレンゴムが使えます。
- +130℃を超えるとき(+200℃まで)はフッ素ゴムを,+200℃を超えるとき(+300℃まで)はカルレッツ(R)を用います。
- -80℃から+200℃で固定部のシールにかぎり,シリコーンゴムが使えます。
(2)密封流体による材料の選定
一般的な目安を表1に示しました。特殊な流体をシールする場合には,事前にOリングメーカーに相談して材料と材質(配合番号)を決めなければなりません
|
表1 密封流体とOリング材料
|
(3)往復動用Oリングの設計
溝中でのOリングのねじれやころがりを防ぐため,できるだけ線径の太いものを用い(JIS B2401-Gシリーズを使わないこと),油圧ピストン部のシールでは硬さ70のOリングを直径で2~3%引き伸ばして用いると良いです。
(4)回転用Oリングの設計
装置上の制約がなければφ400以下ではOリング内径がしゅう動部になるようにし,使用するOリングの内径は寸法公差も含めて必ず軸径より大きいもの(ただし3%以下)を用います。
好ましくありませんが,Oリングの外径でしゅう動させなければならない場合は,Oリングを直径で約5%引き伸ばしてピストン溝部へ装着します(図1)。
 図1 回転用におけるOリングと溝寸法の関係 |
Oリングのつぶししろは5%程度とし,硬さ80のものを用いますが,Oリングの引き伸ばしによりOリングの線径が減少することにも配慮が必要です(次式参照:ARP1231より)。
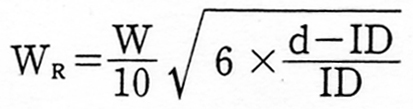 |
WR : Oリングの太さ減少量(mm)
W : Oリングの線径(太さ)(mm)
ID : Oリングの内径(mm)
d : 伸ばされたOリングの内径(mm)
回転動は,Oリングにとって大変厳しい条件となりますので,圧力が比較的低い場合(20~30kgf/cm2)でもB.U.R(エンドレス)を使用することは,寿命を延ばす上で有効になります。
また,事前の確認試験をされることをお勧めします。
(5)高圧または高速用途
Oリングが樹脂性のB.U.Rなどを併用してカバーできる高圧限界は固定用で1000kgf/cm2,往復動用で350kgf/cm2,回転用で150kgf/cm2であり,高速限界は往復動用で1m/s,回転用で2m/sです。上記を超える条件では代替シールとして,ゴムを含むエラストマーとPTFE等の樹脂部品を併用したシール断面がT型,U型のパッキンがあります。
(6)真空用Oリングの設計
1×10-5torr以下の真空度を維持する装置のガスケット材料にはふっ素ゴムを用います。
単にガス透過率の低さだけならブチルゴムや高ニトリルゴムが勝りますが,前者は圧縮永久ひずみが大きく,後者は配合薬品の放出等によって,100℃のベーキングにも耐えられません。
2. Oリング装着時の注意事項
傷付き,異物,ねじれ等の装着時の不備でOリングの機能が損なわれないように,
(1)組み込み時の傷付き防止
Oリング装着部付近の金属部品のかえりやシャープエッジは完全にとり除き,Oリングがねじ部を通るときはねじ外径をOリング内径より小さくするとか,ねじ部を装着治具等でつつみ込みます。
ピストン部やシリンダボア部にOリングをセットしてからスリーブまたは軸を挿入するとき,端部のかど取りをしていることが重要です(図2)。
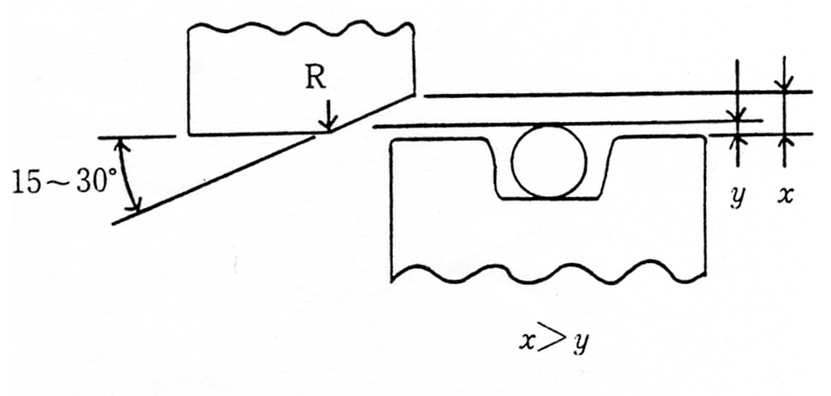 図2 端部のかど取り例 |
(2)異物付着の防止
Oリング部からの早期漏れ発生の原因を調査したとき,異物によるケースが少なくありません。
切粉のOリング溝部への付着,Oリングにグリース塗布したときの異物付着やガス密封系では繊維状異物等が主なものです。
(3)ねじれ
Oリングのねじれに関する問題は,往復動用に限ったものではありません。Oリング溝が奥の方にあるときは軸またはスリーブ挿入時にOリングにねじれが生じないようにするため,グリースを十分塗布することや,材料強度の強いOリングを用いることなどが必要です。
(4)自動装置
Oリングの組み込みから,次工程のアセンブリまで完全自動化している機器では,ゴム(Oリング)の粘着性や摩擦係数の高いという特性が障害になります。
Oリングにタルク粉をまぶしてふるいがけすることがOリングにすべりを与えるための簡単・確実な処理ですが,微粉でも付いてはダメという用途には,ゴム内部への離形性剤の混入,Oリング表面へのふっ素系またはシリコーン系すべり剤の塗布・焼き付け等の独自の技術を持っているメーカーと相談すると良いでしょう。
3. Oリングの取り扱い・保管
ゴムは保管中の熱・光・大気の影響を受けて自然劣化し,応力を受けた状態のときこの劣化が促進されます。ただし,次のことに注意すれば10年間保管していたOリングでも使用上の支障はほとんどありません。
1.夏期でも38℃を越えず,日光の当たらない室内に保管します(熱・光劣化の防止)。
2.ポリエチレン等の袋に入れ,封口します(環境劣化の防止)。
3.引張り,ねじれ,圧縮等の応力をOリングに与えない(劣化促進の防止)。
4.ラベル等で部品番号や材質,ロットNo.を明示しておく(アフターケア対策)。


「技術者のためのトライボロジー」新発売!





