


開発したピーニング装置を用いた表面改質の事例を紹介する。低流量な微粒子ピーニング技術によって得られる表面近傍の組織変化,表面特性の制御およびテクスチャリングへ適用した際のトライボロジー特性を報告する。
はじめに
ショットピーニングとは,粒子を高速度で材料表面に衝突させる加工手法であり,衝突による局所的な組成変形に伴う残留応力の付与によって表面の強度特性が改善できる。特に疲労強度が向上するので同手法はばねや駆動軸等の機械構造材料に広く実用化されている。トライボロジーの分野においても残留応力の印加は魅力的であり,転がり疲労のような表面下部での疲労破壊が損傷を支配する場合にもその応用が期待できる。しかしながら,粒子衝突に伴う表面あらさの増加のため,その適用に関してはこれまで限定されていたようである。
機械要素の疲労特性改善のためのショットピーニングでは,粒径が0.1~1.0μm程度の鉄系粒子が使用されてきた。最近では100μm程度の粒子を用いることで,より表面に近接した領域に残留応力を付与することが可能となり,さらなる疲労強度の改善が報告されている*1。また,微細粒子を用いるピーニングは,微粒子ピーニングと呼ばれ,既存の比較的大きな粒子を用いる場合とは区別されているようである*2。微細粒子を使用することで表面あらさ増加の抑制も期待できるので,トライボロジーへの応用の拡大も期待できる。
極微細な粒子の投射に関してはいくつかの克服すべき課題がある。1つは粒子の凝集抑制であり,他は粒子の衝突状態の確保である。前者に関しては凝集粒子が粗大粒子として振舞うことによって表面あらさの増加を誘発するためである。凝集粒子は不定形な形状となる場合が多く,これによるエロージョンの発生を抑制する必要がある。後者については投射に関して十分な運動エネルギーを付与するために特別な装置が必要となることである。これはピーニングの長所である“安価な表面処理技術”とは相反することになり,新しい投射技術の確立が求められる。
本稿では,上記の問題を回避するために開発したピーニング装置を用いた表面改質の事例を紹介する。開発した装置の詳細は別稿に譲るとして,低流量な微粒子ピーニング技術によって得られる表面近傍の組織変化,表面特性の制御およびテクスチャリングへ適用した際のトライボロジー特性を報告する。
1. 表面改質効果
1.1 表面下部の組織構造変化
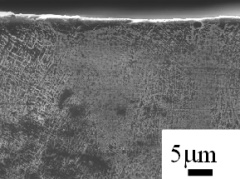
ショットピーニングの主たる目的は残留応力の付与であるが,微細粒子の投射によって衝突面下部では,組織構造の変化が誘発される。図1はオーステナイト系ステンレス鋼(SUS304)に粒径800μmおよび同50μmの粒子が投射された表面下部のSEM像である*3。小さな粒子を投射した場合には表面から15μm程度の深さに渡り組織が変質している。この変質層をAFM,XRDによってさらに解析した結果,結晶粒径が1μm以下の微細化したマルテンサイト組織であった。表面からの硬さ分布が図2である。これは投射面から印加荷重を変えて硬さを測定した結果であり,横軸は圧子先端の押込み深さに対応する。図示のごとく,小さな粒子を投射した場合には硬さが大幅に増加している。大きな粒子を投射した場合には,内部方向では硬さの増加が大きいものの表面近傍での硬さの増加は小さい。このように,微細粒子を投射することで組織の微細化によって硬さは大幅に増加する。このような組織の微細化は他の合金でも確認されている*4,*5。
 粒子径=800μm |
 粒子径=50μm |
|
|
図1 ピーニング処理されたSUS304材断面のSEM像(鉄系ビーズを投射)
|
||
 図2 投射面深さ方向の硬さ分布 |
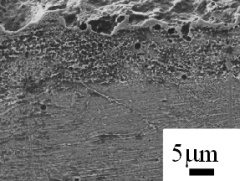
鉄粒子50μmを投射した後に5μmのアルミナ粒子を投射したSUS304材の断面が図3である。3層の構造が観察されるが,それぞれのマルテンス硬さは最表面層で約900,中間層で約600であり,アルミナ粒子で追加処理することでさらに硬質化しているようである。また,このような複数のピーニング処理を施すことは2段ピーニングと呼ばれているようであるが,同処理の適用によって表面あらさも低減する。これらの処理面について,窒化ケイ素球を転動体として転がり疲労特性を評価したところ,2段ピーニング処理した表面は未処理面に比して耐はく離性が大幅に向上することを確認した。また,同様な転がり疲労特性の改善は他の材料でも報告されている*6,*7。2段ピーニング処理に関する優位性は数百μmと数十μmの粒子を用いた処理で疲労寿命改善にも有効であることが確認されている*8。今後,より微細な粒子を利用することでさらなる強度特性の改善も期待される。
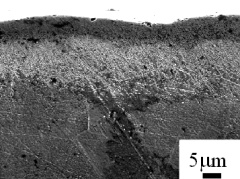 図3 2段ピーニング処理されたSUS304材断面のSEM像 |
1.2 表面への機能性付与*9,*10
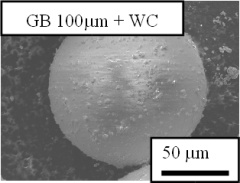
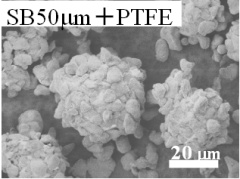
粒径1μm程度の極微細粒子や密度の小さい粒子の場合,直圧式の投射装置では粒子の運動エネルギーが小さく,十分な投射効果が得られないことが懸念される。これを解決する手法として,比較的大きな粒子(といっても粒径50-100μmであるが)の周囲に極微細粒子を付着させた状態で投射することを検討した。図4は生成粒子のSEM像であり,比較的大きなガラス粒子や鉄粒子の表面にそれぞれ炭化タングステン(WC)やテフロン(PTFE)の極微細粒子が付着している。これらの粒子を投射することでWC粒子は投射面に埋没し,テフロン粒子は衝突部で選択的に被膜を形成する。図5はWC粒子埋没面のSEM像である。図中の白色部分がWCに対応するが,表面はWC粒子と母相である鋼(SK3材)の複合組織となっている。WCの埋没量は投射時間を調整することで調整可能であり,粒子の埋め込みによって表面あらさの増加も抑制され,表面の硬さのみならず剛性も制御可能である。また,同処理を外径50mm,内径30mmのディスクに適用し,アルミニウム合金A6061リングを相手材とし,平均粒径10μmの白色アルミナ研磨材をマシン油に懸濁させて接触面に供給した摩擦実験において,WC粒子を埋没した表面は優れた耐摩耗性を発揮した。
 |
 |
|
|
図4 極微細粒子を付着させた投射粒子(GB:ガラス粒子,SB:鉄粒子)
|
||
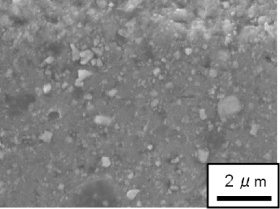 図5 WC微粒子が埋没したSK3材表面のSEM像 |
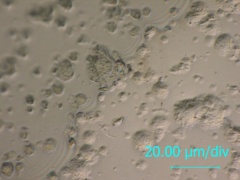
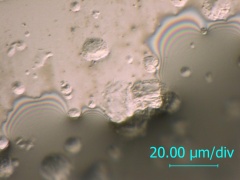
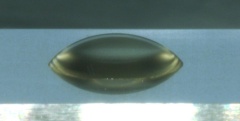
テフロンの被膜の有無による表面の機能性を比較した結果が図6である。同図の左側が鉄粒子のみ,右側がテフロンを付着させた粒子を投射した表面の光学顕微鏡像(上段)である。投射面に油を滴下しその拡散状況を比較した結果,テフロンの転写によってディンプル底部は撥油性を有する。同図下段は油滴の鳥瞰図であるが,その接触角は局所的な撥油性の付与によって大きくなっている。このように撥油性を付与した場合,流体潤滑領域で摩擦が低減することも確認されている。
 |
 |
 |
 |
|
図6 テフロンが転写表面の光学顕微鏡像
|
|
2. テクスチャリングへの応用*11
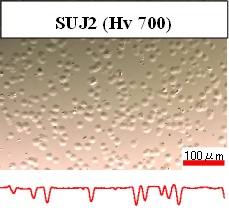
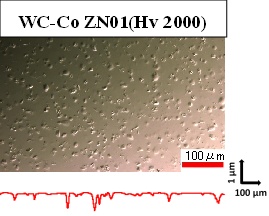
微粒子ピーニングでは,個々の粒子の衝突痕から構成されるテクスチャの付与が可能である。図7は微粒子ピーニング処理したSUJ2および超硬合金の光学顕微鏡像と表面あらさの結果である。アルミナの微粒子を投射することで超硬合金のような硬質材料にもディンプルの付与が可能であり,粒子の種類を含めた投射条件の調整によって,その形状を制御できる。しかしながら,ディンプルは衝突に伴う塑性変形によって形成されるので,その周囲には盛上りが生ずる。この盛上りの高さはディンプル径やその深さに依存する。開口径が20μm程度のディンプルの場合,その高さは0.2μm程度であるが,油膜破断を回避するためにこれを除去することが好ましい。現状ではラップ仕上げのような砥粒加工を適用しているが,前述のようなディンプル底部に撥油性等の機能を付与した場合には,加工工程で機能が喪失する場合もあるため別の加工法の適用が求められる。
 Ra/Rz =0.04/0.48μm |
 Ra/Rz =0.03/0.40μm |
|
|
図7 マイクロディンプルが付与されたSUJ2および超硬合金の光学顕微鏡像と表面あらさ
|
||
これらのテクスチャ面を鋳鉄(FC250)のリング(外径40m,幅4mm)と組み合わせ潤滑状態での摩擦特性を評価した結果が図8である。鏡面(<0.01μmRa)同士の場合,摩擦係数の最小値は超硬合金ZN-01で約0.009,SUJ2で約0.007であった。旋削によって加工条痕を付与した相手材と組み合わせた場合,摩擦係数は0.0025(ZN-01),0.005(SUJ2)まで低下した。相手材が鏡面の場合でもマイクロディンプルの付与によって摩擦係数は低下するが,摩擦方向に沿った加工条痕が付与された相手材と組み合わせることでさらなる低減効果が確認された。また,軸受定数の小さい領域では超硬合金はSUJ2に比して摩擦係数が低くなっているが,これは,硬さのみならず油に対する濡れ性の高いことも影響しているようである。今後,相手面も含めて表面形状を適正化することでさらなる摩擦係数の低減は十分期待できる。
 図8 テクスチャ面の摩擦特性 |
おわりに
微粒子ピーニングによる表面改質およびテクスチャリングの適用可能性について,表面下部での組織変化,粒子成分の転写や埋没による機能性付与,およびマイクロディンプルから構成されるテクスチャの観点から紹介した。微粒子ピーニングの最も注目すべき点は上述の機能を同時に付与できることであり,投射粒子の材種や形状を含めた投射条件を調整することによって表面および表面下部の特性を適正化できる可能性がある。このことは,コストの観点からも非常に魅力的である。
今後,仕様に応じた特性を付与可能な投射技術を,装置を含めて開発していく予定である。本稿が微粒子ピーニングの表面改質技術への適用可能性の検討材料となれば幸いである。
〈参考文献〉
*1 久野 隆紀,脇田 将見,長谷川 智也,猿木 勝司,田中 啓介:高強度ばね鋼のねじり疲労強度に及ぼす硬さとショットピーニングの効果,ばね論文集,Vol. 2010,55(2010),No.55,pp.19-24
*2 保田 芳輝:新しい表面改質技術の自動車への貢献―微粒子ピーニング技術への期待―,トライボロジスト,47,12(2002)867-868
*3 石川 勝規,宇佐美 初彦,安藤 正文:マイクロショットピーニングにより改質処理されたステンレス鋼のトライボロジー特性,トライボロジー会議2010 秋 福井予稿集(2010)217-218
*4 梅本 実:鉄鋼材料のショットピーニング等における表面ナノ結晶化(2003)219-223 CMC出版
*5 高木 眞一,熊谷 正夫,伊藤 裕子,小沼 誠治,下平 英二:微粒子ピーニングによるSCr420浸炭焼入れ鋼表面のナノ結晶化,鉄と鋼92,5(2006)318-326
*6 岩瀬 広寛,宇佐美 初彦,安藤 正文:転がり疲労特性に及ぼす軌道面の微細結晶化の影響,トライボロジー会議2010 秋 福井予稿集(2010)123-124
*7 大場 宏明,松山 晋作,山本 隆司:オーステンパ球状黒鉛鋳鉄の転がり疲れに及ぼすショットピーニングの効果,トライボロジスト,48,10(2003)808-813
*8 石上 英征,松井 勝幸,神 泰行,安藤 柱:応力二段ショットピーニングに関する研究(残留応力分布に及ぼす負荷応力と投射角度の影響),機論A,66,648(2000)1547-1554
*9 北野 洋臣,宇佐美 初彦:微粒子の転写と埋没による表面の硬質化に関する研究,トライボロジー学会2008秋 名古屋予稿集C5(2008)169-170
*10 H,Usami and Y. Hoshino,Synergistic Effect of Surface Texture and Oil Repellence on Tribological Properties of Alloy Steel The 3rd International Conference on Machine Design and Tribology,(ICMDT 2009)Jeju,Korea(2009)57
*11 H. Usami,Y. U. Tzeng,Tribological Properties of Micro Sized Texture Surface Fabricated with Lower Flow Rate Shot Peening, International Tribology Congress ASIATRIB2010 ID1159(2010)