


アルミニウム合金のダイカストに関する離型剤について解説します。ダイカストとは「精密な金型(ダイ)に溶融金属を高温で圧入し高精度で鋳肌のすぐれた鋳物を短時間に大量に生産する鋳造方法」です。
鋳造に使用される離型剤について
ダイカストの種類と使用される離型剤,その離型剤の種類などについてご教示下さい。
解説します。
今回はアルミニウム合金のダイカストに関する離型剤について回答します。
アルミダイカストが鋳造に占める位置は図1をご参照下さい。
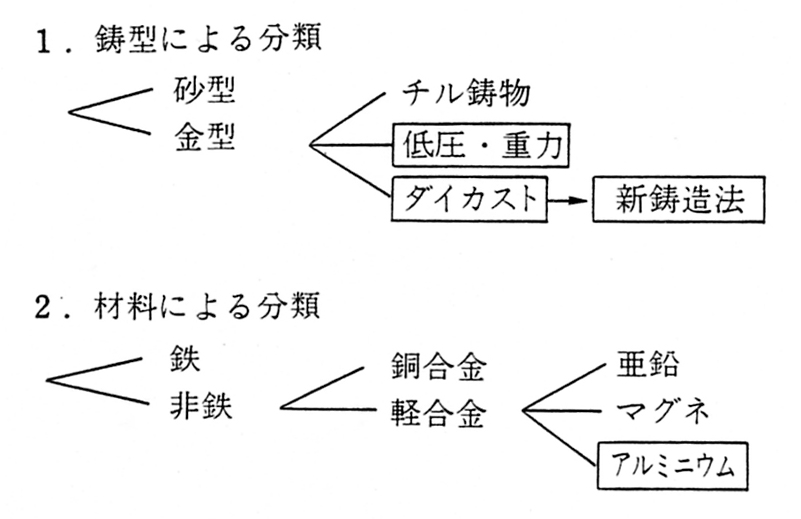 図1 鋳造の分類 |
ダイカスト(Pressure die casting:PCD)
アルミニウム鋳造において多くの産業で種々の部品が生産されている代表的な鋳造方法。
ダイカストとは「精密な金型(ダイ)に溶融金属を高温で圧入し高精度で鋳肌のすぐれた鋳物を短時間に大量に生産する鋳造方法」です。
○ダイカストの弱点
生産性が高い反面,高速射出であるがゆえにスリーブやキャビティから空気を巻込みます。また離型剤や潤滑剤から発生したガスも巻込み強度低下や圧漏れ,熱処理時にふくれ(ブリスター)を生じます。この欠陥を解消するため次のような新しい鋳造方法が採用されています。
真空ダイカスト(Vacuum die casting)
PCDと同じ方法であるがポンプでキャビティ内を真空にします。
無孔性ダイカスト(Pore free die casting:PF)
キャビティ内に酸素を満たします。酸素はアルミと反応し酸化物となり鋳巣が減少します。
スクイズキャスティング(Squeezecasting:溶湯鍛造)
キャビティに溶湯を低速で充填し溶湯に高い圧力を加え加圧下で凝固させ鋳巣を減少させます。
重力鋳造(Gravity),低圧鋳造(Lowpressure)
この二種類の鋳造方法は他の方法が高圧下で鋳造されるのに対し溶湯を流し込むかまたはわずかに加圧します。PDCに比べ鋳巣が少ない。
鋳造用離型剤
各鋳造方法に使用されているおもな離型剤は表1の如くです。
|
表1 離型剤の種類
◯は優秀 注は断熱性
|
|||||||||||||||||||||||||||||||||
◇エマルションタイプ・・・PCD,真空ダイカスト
通常,油,ワックス,シリコンを主体に乳化(エマルション化)させたもので水で希釈(100倍位)し細かい霧状で毎ショットごとに金型にスプレーします。
○効果
金型に塗布された離型剤は金型の熱により水が蒸発し離型作用(鋳物を型からスムースに取り出す)に有効な皮膜が形成されます。
◇水性黒鉛タイプ・・・PF法,スクイズキャスティング
微粒子(数ミクロン)黒鉛を水にコロイド状に分散させたもので水で希釈(30~50倍位)し細かい霧状で毎ショットごとに金型にスプレーします。
○効果
黒鉛の皮膜は離型性・潤滑性・熱安定性に優れPF法,スクイズキャスティングで求められる離型性・非ガス発生を満足させる最適の離型剤です。
○参考
エマルションタイプの離型剤を使用した場合
(1)焼付きが発生し鋳物がスムーズに型から取り出せない場合があります。
(2)熱処理をすると鋳物に“ふくれ”(ブリスタ)が発生する場合があります。
◇水性耐熱顔料タイプ・・・重力・低圧鋳造
雲母やひる石を水に分散させたもので水で希釈(数倍)しあらかじめ金型に0.1~0.2mmくらいの皮膜を作ります,その皮膜は数日間連続して使用されます。
この場合「離型剤」といわず「塗型剤」と呼びます。
○効果
溶湯を金型から断然(溶湯の保温)しキャビティ内への湯流れをよくし湯廻り不良を防止します。
離型剤使用上の注意
離型剤がエマルション・水性黒鉛いずれであろうとも塗布(スプレー)の仕方によって性能が発揮されるか否か大きく左右されます。
1. 細かい霧で
水で希釈された離型剤は熱い金型に衝突した時はじかれてしまうためキャビティ面に均一に皮膜を作るにはできるだけ細かい液滴で塗布し接触面積を大きくしなければなりません。
2. スプレー圧を調整
図2に「液滴の型面衝突モデル」を示します。
(1)スプレー圧力が低すぎる場合
液滴は型表面に接触する以前に蒸気膜の力によってはね返されます
(2)最適状態
(3)圧力が高すぎる場合
液滴は飛び散ってしまいわずかしか金型に接触せず,さらにすでに付着している離型剤をも洗い流してしまいます。
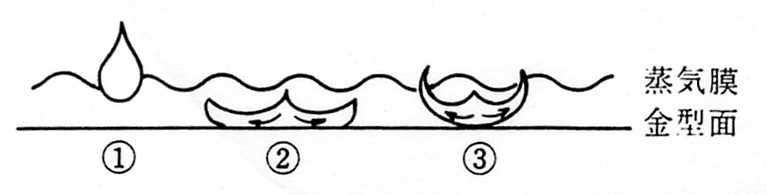 図2 液滴の型面衝突モデル |
3. 塗布量の調整
過度の塗布(多量または長時間)は離型剤をロスするばかりか金型温度を低下させ離型剤の乾燥をおくらせ塗布量の割に付着量が少なく効率が悪い。膜厚とスプレー時間の相関を図3に示します。
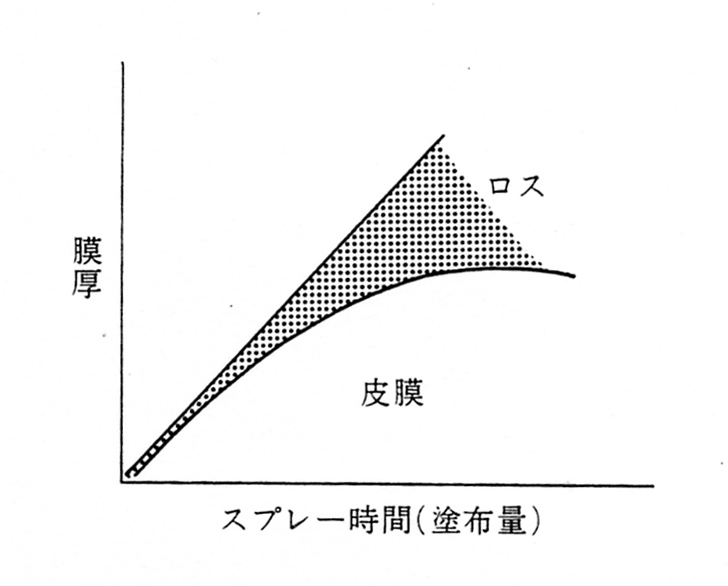 図3 膜厚とスプレー時間の相関 |
以上,本来なら離型剤だけでなく溶湯を金型へ移送する工程で使用される潤滑剤(プランジャー潤滑剤とかスリーブ潤滑剤と呼ばれる)についても説明すべきですが,割愛しました。
<参考文献>
A.B.Schimide of Acheson:“Foundry Trade Journal” March 26 1981.

「技術者のためのトライボロジー」新発売!







