


タービン油の酸化安定性を短時間に精度良く評価できる方法 を解説します。タービン油の酸化安定性評価のため,TOSTあるいはRBOTなどの試験が行われていますが,前者は時間がかかり過ぎ,後者は試験精度に問題がありそうです。より的確な試験方法について解説します。
タービン油の酸化安定性を短時間に精度良く評価できる方法は ※
解説します。
1. 酸化安定性試験に求められること
近年の新鋭火力,原子力タービンは発電効率を高めるため大容量化(超々臨界圧発電;1000MW級)が進んでいます。また,運転の多様化により頻繁に運転・停止が繰り返されています。そのため,タービン油の潤滑条件はますます過酷化しています。
それに伴い,使用されるタービン油の劣化速度も大きくなり,酸化安定性を中心とする品質の向上とともに使用油の寿命予測,補給量の決定,更油時期の明確化等の適切な潤滑管理を実施していくことが重要になっています。
特に,管理方法としては,次の項目を満足させなければなりません。
(1)短時間で評価が可能であること
(2)現時点での劣化程度のみならず,将来の性状変化が予測できること
(3)できるだけ多くの性状変化が把握できること
ところが,現在ほとんどの発電所で使われているロータリーボンブ酸化安定度試験(Rotating Bomb Oxidation stability Test 以下,RBOT)は,現時点での新油に対する酸化防止剤の相対的な残存寿命を表わしているだけであり,将来にわたっての寿命を保証するものではありません。
また,JIS K 2514(3.2)タービン油酸化安定度試験(Turbine oil Oxidation Stability Test 以下,TOST)は,最も実機との相関性が良いことから一般的に用いられてきましたが,試験時間が長時間(2000時間以上)も要することから,管理手法としては適当ではありません。そこで,実機の酸化劣化現象を実験室的に再現して,将来の油の寿命を予測する管理手法が必要とされてきています。このような,現有試験法の問題点や市場の要求から,新たな管理手法として開発し,すでに新鋭火力,原子力タービンに用いられている高温循環劣化試験(high temperature Circulating Oxidation Stability Test 以下,COST)について紹介します。
2. 試験装置とその特長
装置は,油容器を兼ねたガラス製シリンダ,試料油循環用ポンプ,加熱用ヒーター,触媒として銅コイルおよび雰囲気コントロール用の吹き込みラインからなります。(図1)
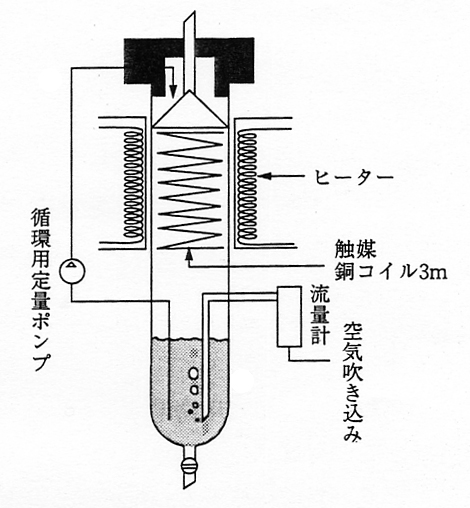 図1 高温循環劣化試験装置の概略図 |
試料は,シリンダ下部の油溜から循環用ポンプによってくみ上げられ,シリンダ上部のロートに導かれます。そして,ロートとシリンダ壁の隙間を通って,シリンダ内面を薄膜状で流下します。その際,ヒータによる加熱および銅の触媒作用を受けて,試料は劣化し,再び油溜に戻ります。油溜の試料油中には,常時空気を吹き込み,ロートより空気は出ていきます。
この試験法の特長として,次のことが挙げられます。
(1)従来の試験法が試料油全体を所定の温度に加熱劣化させていたのに対し,一部の油に循環回路中の局部的高温部で熱的履歴を繰り返し与えて,加熱劣化させることで,実機と類似した酸化劣化を起こさせることができる。
(2)シリンダ下部から,一定時間ごとにサンプリングを行い,劣化の経時変化をみることができる。
3. 試験方法の妥当性について
酸化防止剤は,使用中徐々に変質します。その変質は条件によって形が異なってきます。酸化試験は,時間を短縮するため,酸素分圧,温度,触媒の量や質等の条件を過酷化しています。ところが,そのために実機とは劣化パターンが異なってきますので酸化試験の種類の選定が重要となります。
図2は,酸化防止剤およびその変質物の中で,もとの酸化防止剤の占める割合をRBOTを指標にまとめたものです。実機使用油の場合,斜線内を右上から左下に変化していきます。ところが,TOSTの場合,変質物が系内に残存するため,破線のような変質パターンとなりますが,COSTは実機のパターンを良くシュミレートしています。また,実機使用油とCOSTによる加速劣化油中の酸化防止剤の変質物の構成比率を表1に示します。両者の構成比率が良く似ていることから,COSTは実機の酸化劣化現象をよく再現しているものと言えます。
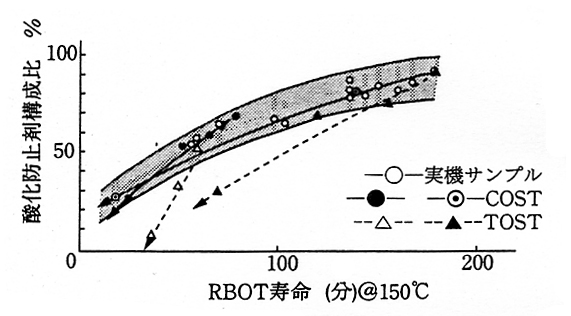
図2 酸化防止剤の変質パターン
|
|
表1 タービン油中の酸化防止剤および変質物の構成比率
|
4. 寿命予測とメークアップ量の決定について
この装置を用いて実機使用油の寿命を予測した結果を図3に示します。実機使用油のRBOT寿命および酸化防止剤残存量は,COSTの予測線上に沿って推移しており,実機のパターンを良くシュミレートしていることを表しています。また,メークアップ量の決定に適用した例を図4に示します。1年間稼動後(約6500h)の管理基準値である100分を維持するためには,現時点で約15%のメークアップが必要であることを表わしています。
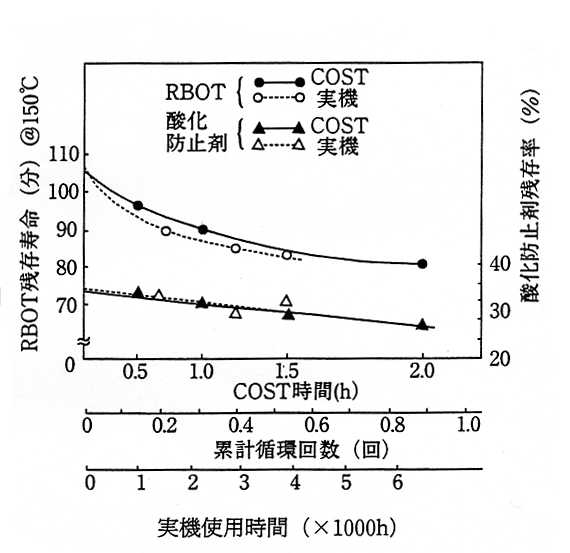 図3 実機に使用する適用例 |
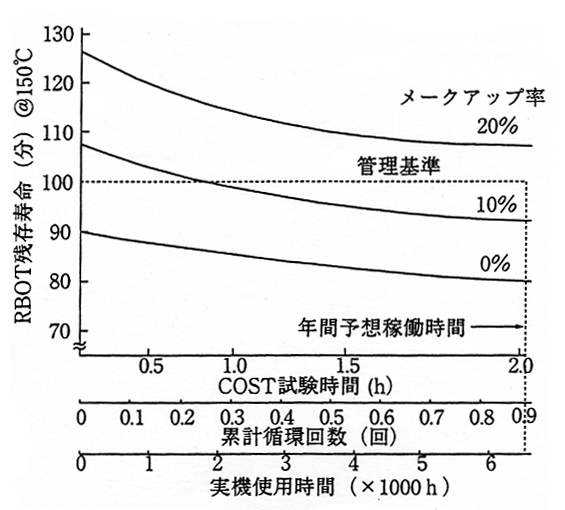 図4 実機のメークアップ量検討例 |
5. おわりに
COSTは,現在実用に供されている酸化試験の中で,最も実機のパターンをシュミレートしているものと言えます。そして,すでに新鋭火力,原子力タービンにおいては,使用油の寿命予測やメークアップ量の決定等の潤滑管理を行う手法として確立しています。
※Q&A第2集発刊時点


「技術者のためのトライボロジー」新発売!







