


離型剤(使用目的と性能は)
1. アルミダイカスト用離型剤について
1.1 ダイカストとは
ダイカストとは「精密な金型に,溶融合金を高温で圧入して高精度で,鋳肌の優れた鋳物を短時間に大量生産する鋳造方式である」と定義されています。これは精密な金型を作り,この金型を開閉する装置と溶融合金を高圧で圧入する装置からなり,繰り返し鋳物を得る方法です。この方法で製造された鋳物はダイカスト製品と呼ばれ,自動車や家電製品などに多く用いられます。ここでは,ダイカスト製品の中でも生産量の多いアルミ合金のダイカストとそれに使用される離型剤について記述します。
Q1 アルミダイカスト用離型剤にはどのような特性が要求されますか。
1.2 ダイカスト機とその作業工程
ダイカストの作業工程を図1に示します。製品取り出し後,バリ取り,切削,研磨,洗浄,場合によっては塗装やメッキ等の工程があります。
 図1 ダイカスト機の作業工程 |
ダイカスト機は,動力源や型締方式,金型の取付方向によって分類され,その大きさは型締力で異なります。一般的には,350t以下が小型,800tまでが中型,それ以上のものは大型といわれています。ここでは金型の取付方向で分類したものについて記述します。
現在,自動車メーカーなどでは,図2に示した横型のダイカスト機が多く用いられています。これは短時間で大量生産する場合に適しており,ワックスとシリコーンを主成分とした水溶性離型剤が用いられています。
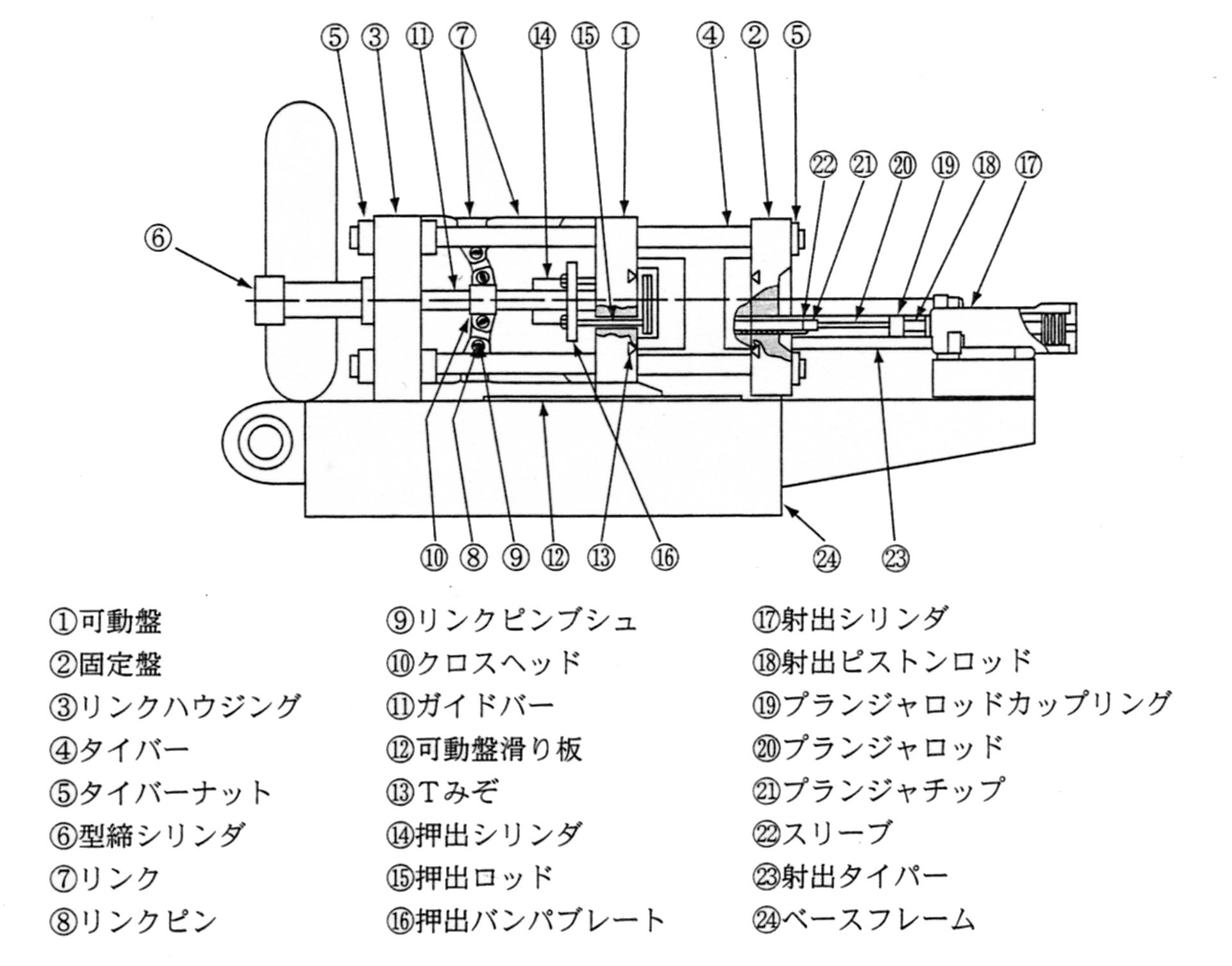 図2 横型ダイカスト機 |
また図3に示した縦型のダイカスト機は,横型のものと比べ遅い速度で溶湯を鋳込むためエアーの抱込みが少なく高い精度で製品が出来上がります。そのため,横型のダイカスト機よりも保温性が要求されワックスやシリコーン以外に多くは耐熱性のある微粉末が分散されています。
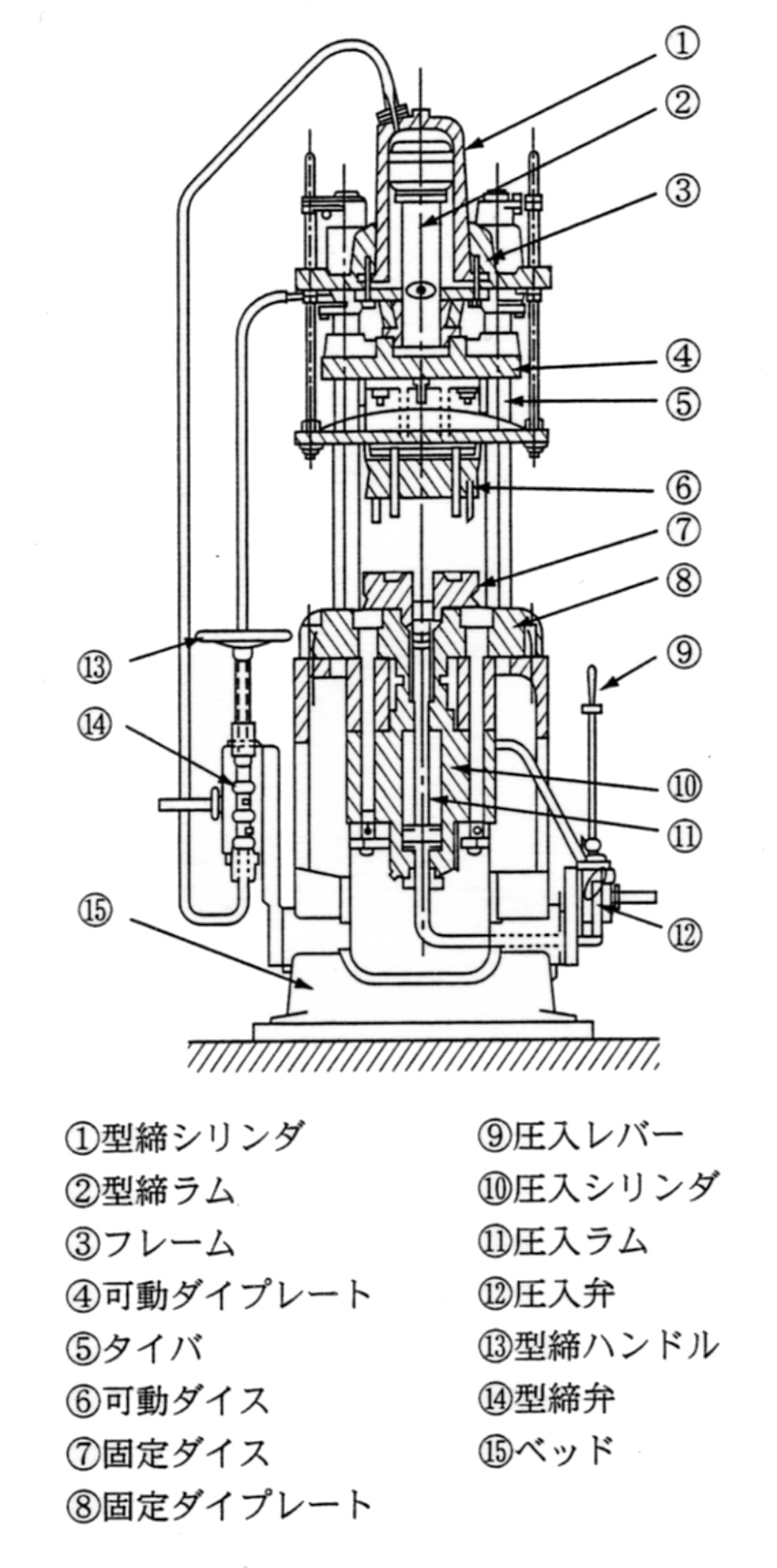 図3 縦型ダイカスト機 |
1.3 離型剤に要求される性能と試験方法
前述の離型剤に共通して要求される性能には次のような項目が挙げられます。
(1)拡散性・付着性
ダイカスト機の金型には150~400℃の温度域があり,そこに溶融したアルミ合金を鋳込むため,離型剤もその温度域で均一に付着させる必要があります。この付着性を評価するには,溶剤で完全に脱脂した鋼板をそれぞれ150℃から50℃ごとに400℃まで加熱し,一定の秒数,圧力で使用濃度に希釈した離型剤を噴霧して付着面積と噴霧前,噴霧後の重量変化を測定します。その結果,どの温度域でも面積が広く,重量が一定であればダイカスト機の金型に対し均一な塗膜が得られると判断できます。
(2)乳化安定性・分散性
乳化安定性の不安定な離型剤は上層・下層部によって有効成分の濃度が違い,一定した離型性が得られなくなります。また,分散性についても同様のことが言えるばかりか,休暇後などの運転開始時に配管内を閉塞する恐れがあります。これらの試験方法は,液面部のオイル分離や粉体の沈降度合を目視にて確認するとよいが季節による外気温の変化を考慮して,室温以外にも0℃から45℃付近までの安定性を確認しておく必要があります。
1.4 離型剤による欠陥と対策
(1)外観の欠陥
1.変形
所定の形状がくずれたものを指し,応力の集中による収縮のアンバランスや押出しピンの強度不足,冷却のアンバランスによって生じます。冷却のアンバランスは,離型剤の種類や塗布量,塗布方法によって対応できます。
2.湯廻り不良
溶湯が製品の先端まで充填できずに途中で凝固したもの。薄肉部分で充填時間が短く,キャビティ内(金型内)の離型剤の分解によるガスが逃げにくいものに発生しやすいので,金型をガス抜きのできる設計とする以外にガス発生の少ない離型剤に変更したり,塗布量を少なくして対応します。また保温性の良好な離型剤に変更するものも効果的です。
3.湯じわ・湯流れ模様
湯じわとは,製品表面にできた不規則なシワ状のものを指し,湯流れ模様はスジ状の光沢の違いになったものを指します。これらは,金型の温度が低い時や離型剤から発生したガスが高圧になり,製品の表面を押すことによって発生します。また離型剤の塗布量が多い時にも発生するので,付着性の良い離型剤を薄い濃度で使用したり,塗布量を少なくするとともに金型を適正な温度に保ちます。
4.湯境
これは溶湯が合流する個所で融合せずに残った境目で溶湯の入り方がアンバランスで一方の湯が先に凝固して境目となるので溶湯の流れをスムーズにし,溶湯,金型の温度を上げます。場合によっては離型剤の塗布量を少なくすることによって対応できます。
5.焼付き(トラレ)
製品表面が局部的な過熱や金型の摩耗によって溶湯が溶着して剥がれ取られることを指し,付着性の良い離型剤に変更したり,塗布量を多くすることによって改善されます。
6.かじり
金型から製品を取り出す際に表面に生じた傷のことをかじりといい,キャビティ内の局部的な過熱により,溶湯の凝固が遅れ溶着をおこして焼付き,製品の取り出し時に傷がつきます。これは離型剤の付着量が少ない時に生じやすく,塗布量を多くし,濃度を高くします。また場合によっては,付着性の良い離型剤に変更するのも良い方法です。
(2)内部欠陥
1.巣・ボロシティ
金型内部の空気や離型剤から発生するガスが溶湯内に残ったまま凝固し,比較的大きな空洞を巣,小さいスポンジ状のものをボロシティと呼びます。これらは,離型剤の塗布量,濃度を薄くし,ガスの発生が少ない離型剤に変更することで抑えることができます。
前述の欠陥以外にも離型剤による機械周辺の汚れや金型の堆積がありますので適正な離型剤を適度な濃度,塗布量で使用して下さい。
アルミダイカスト離型剤についてはダイカストメーカーの技術の向上によってアルミ合金からマグネシウム合金などへと移行するダイカスト製品があり,それらに適した離型剤の開発が急がれます。
Q2 コンクリート離型剤にはどのような特性が要求されますか。
2. コンクリート離型剤について
2.1 コンクリート
コンクリート製品は我々の生活に大きく関わっています。中高層ビルおよび住宅,道路の新設および,補修,トンネルおよび地下道,下水道の整備,河川,海岸の強化等多くの種類があります。
コンクリートは工事現場で流し込み成型するものもあれば,工場で製造される製品もあります。コンクリート工場では各分野に用いる製品を形状に応じた型枠を用いて製造します。型枠に投入したコンクリートの硬化(セメントの水和反応で不水溶性の水和物ができる)が進行し,製品の取り扱いに支障がない強度に達したら,型枠を取り外し,脱型を行います。脱型を円滑に行うためにコンクリート投入前に油剤を塗布します。この油剤のことを離型剤(または剥離剤)といいます。
コンクリート離型剤は当初,エンジン油の廃油やマシン油を軽質油で希釈したものなどを使用していましたが,能率面,さらに外観の良いコンクリート製品を作るために専用の離型剤を使用するようになりました。
コンクリート離型剤にはJIS規定がなく,離型剤の分類,評価方法について標準化された規定はありません。それだけに離型剤は,コンクリートの品質に悪影響がないものを用い,その種類,塗布方法,塗布量は型枠の材質や,形状,寸法や使用する生コンの性質を加味して最適なものにする必要があります。
2.2 コンクリート離型剤の分類と特徴
コンクリート離型剤は油溶性タイプと水溶性タイプがあり,その作用は型枠に対してコンクリートの付着を防止して円滑な脱型と平滑なコンクリート面に仕上面をつくることです。コンクリート離型剤に要求される性能として以下のような項目が挙げられます。
- 離型力に優れている
- コンクリート表面仕上りが良好である
- 貯蔵安定性が良好である
- 使用上,安全性が高い
- 経済性が高い
- 作業性(臭気や塗布方法等)が良好がある
などがあります。特に近年は不景気の影響でコストダウン,品質の向上の声が高まっています。
次に離型剤の内容について挙げると,油溶性離型剤は基油に動植物油,鉱物油等を使用し,これに脂肪酸,界面活性剤,ワックス,防錆剤等の添加剤を混合しています。水溶性離型剤は基油にワックスや樹脂等の添加剤と乳化剤を混合し,使用する時に水で希釈するものとあらかじめ水で希釈しているエマルション型があります。油溶性タイプと水溶性タイプの特徴を表1に示します。
|
表1 油溶性離型剤と水溶性離型剤の特徴
|
表1にあるノロとは脱型後型枠か製品に残るコンクリートカスのことで,離型力が弱く,モルタル層が型枠に付着するものと離型剤がセメントと混ざり水和反応を阻害して硬化せずカス状になったものをいいます。ノロはやわらかく,多少ある方が離型力,仕上がり面がきれいになります。(気泡,ピンホールが少ない)。さらに生コン,剥離剤,工法などの条件が変わるとコンクリート製品に影響が出てきます。これらの関連性を表2に示します。
|
表2 コンクリート製造条件と剥離性能の関連性
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
他に生コンに入れる混和剤や養生方法や時間,季節によっても性能に差が出てくる場合もあります。ただし表1,2は一般的な見解であり,必ずしもこれに当てはまらないことを付け加えておきます。
2.3 コンクリート用語解説
【スランプ】
練り混ぜられたコンクリートの硬さを表すもので最も広く用いられています。
【気泡,ピンホール】
気泡は硬化したコンクリートの表面に練り混ぜられた時に出る空気が残りできる大きな穴。ピンホールはごく小さな穴のことをいいますが離型剤が型枠内に溜まった所にできやすいことから「油泡」ともいわれます。
【養生】
コンクリートを打ち込んだ後,乾燥や外力によって生じるひび割れを防ぐため,適切な温度や湿度で外力が伝わらないように保護し硬化(水和)作用を充分に発揮させること。
【混和剤】
コンクリートを練り混ぜる時に入れることで作業性の改善や強度を強くすることができます。主に界面活性剤が用いられ,AE剤と減水剤があります。AE剤はコンクリートに微細な空気泡を連行させ,作業性(ワーカービリティー)の改善とコンクリート表面の凍結融解に対する耐久性を向上させます。減水剤はセメント粒子の界面で吸着し,分散させることで流動性を与えます。さらに水和反応を促進させる効果があり,必要な強度を得るのに単位水量,単位セメントを減少することができます。またこれら2つの機能を兼ね合わせたものをAE減水剤といいます。
コンクリート離型剤については,水溶性を使用するとコンクリート製品の表面がきれいに仕上がるが作業性が悪く,正しい使用方法で取り扱わないと逆に仕上がり面が悪くなったり,離型力が悪くなる恐れがあります。このためコンクリート離型剤は一部を除いて油溶性タイプが主に使用されています。今後のコンクリート離型剤開発の方向としては,水溶性で油性の性能(離型性)をクリアしたものが良いと考えられます。
近年,各業種の企業の考え方が以前の生産性を重視した考え方から環境に対する考え方へと急速に変換しており,作業環境や安全衛生についてさけばれています。当然,離型剤の改善もその一環として取り上げられ,最近では廃水処理性なども必要な項目としている企業も少なくないのでさらに環境に影響を与えない離型剤が必要です。


「技術者のためのトライボロジー」新発売!






