


油温管理の中でも,工作機械用潤滑油についてはとくに厳しいようです。たとえば,室温の変化を少なくし,油温を管理するために,冷凍機付き潤滑油クーラが使われると聞きます。これほど厳しく油温管理をする必要があるのは何故でしょうか,教えて下さい。
解説します。
御質問の工作機械の油温管理がなぜ厳しく実施する必要があるかについてお答えします。
工作機械は,いろいろな種類に分類されます。たとえば対象工作物によって分類する方法,加工の種類によって分類する方法,自動化の程度によって分類する方法あるいは加工精度のランクによって分類する方法等があります。ここで油温管理との関係からみると,加工精度のランクによって分類される超精密工作機械がもっとも油温制御を精度よく実施しなければならないため,超精密工作機械に対象を絞って述べることにします。
1. 超精密加工
昨今の電気,電子,光学産業分野を中心に,サブミクロンオーダやナノメータオーダの加工精度を必要とする部品で構成される商品が矢つぎばやに発表されてきています。このような背景からここ数年,超精密工作機械が年々脚光を浴び,工作機械の大きな動向の一つとして超精密加工化が定着し,加工精度の向上は工作機械に求められる必須条件となってきています。
超精密加工の定義は,JIS等で明確になっているわけではありませんが一般的にはサブミクロン以下の加工精度と考えてよいでしょう。この加工精度を達成するためには,多くの課題点を解決する必要があります。たとえば機械を構成する各装置が静的にも動的にも高精度で高剛性でかつ振動に対して強いこと,また機械全体が安定で経年変化がなくかつ耐振構造であること,さらに熱に対して安定であること等であります。機能としても,微細送りや微細位置決めが可能でかつ工具と工作物との相対関係をリジィッドに制御できることや工具の選定,工作物の保持の問題なども総合的に影響し合って非常に複雑にファクタが絡み合っています。これらのファクタを一つ一つ着実にクリアした結果として超精密工作機械が製作できるのです。
2. 熱変形防止対策
以上述べました要因の中でも,熱的に安定な構造はもっとも解決がむずかしい課題点の一つであります。工作機械の熱源は,図1に示すように,内部熱源と外部熱源に分類され,外部熱源の対応については,主として工作機械が設置される環境のコントロールにより実施されます。
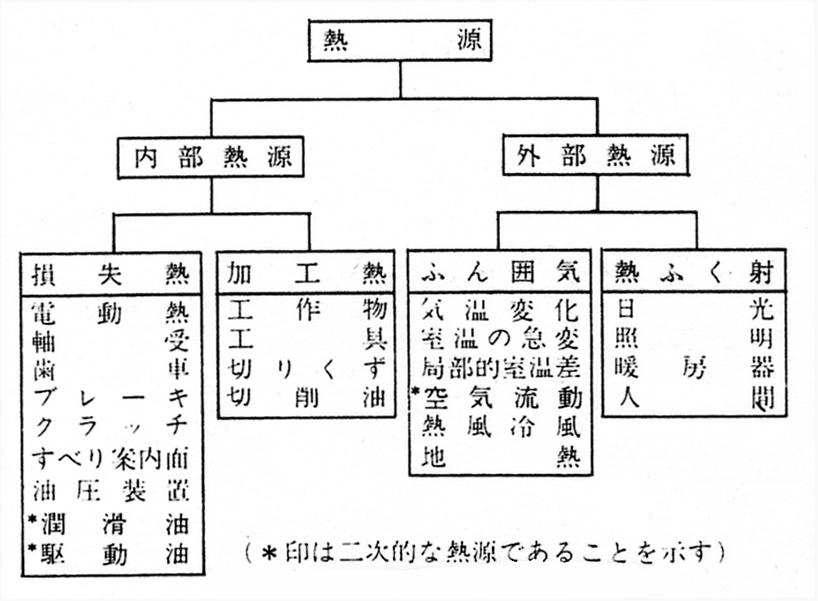 図1 工作機械の熱源*1 |
たとえば,クリーンルームのような温度,湿度,じんあいを高精度にコントロールした室内に設置することであり,超精密工作機械の設置場所として推奨されます。一方内部熱源については,その対策も千差万別であり決定的な対策に決め手がなく,非常に難度が高く,工作機械設計の中でももっともむずかしい対応が必要となるものの一つであります。この内部熱による工作機械の熱変形防止対策としては,一般的に次の8項目に集約されます。
(1)熱源を工作機械の外に出す。
(2)工作機械の内部発生熱を小さくする。
(3)熱源近傍または熱源を冷却する。
(4)工作機械の内部を冷却する
(5)工作機械全体を外から積極的に冷却する。
(6)工作機械の構造を熱的に対称な形にして,見かけ上熱変形しないようにする。
(7)熱膨張係数のことなる異種材料を組み合わせて熱変形量を補正する。
(8)熱膨張係数がきわめて小さい材料を使用する。
3. 熱対策の重要性
今回の御質問に関係する項目は(4),(5)項であります。ここで何故熱対策が重要であるかを説明します。工作機械は一般に,鉄系金属が材料として使用されます。これは強度,加工性,材料の入手性,コスト等が鉄合金はすぐれているからであり,今後とも主材料の位置づけは不動であります。
この鉄材料の熱膨張係数は12×10-6/℃であり,このことから1mの長さの材料は1℃の温度上昇で10μm伸びるかまたは1℃の温度下降で10μmちぢむことになり,サブミクロンオーダの加工精度を達成しようとした場合,1℃の温度の上昇,下降は致命的となり,温度管理としては±0.05℃程度に抑える必要があるわけです。温度の上昇,下降は時定数が大きく,センサーにより温度を検出しそれを工作機械系へフィードバックをかけて温度上昇,下降により発生する問題点を相殺する方法は,非常にむずかしいため,やはり発生した熱量に見合う冷媒を発熱源に導入し温度上昇を防ぐことがベストな方法であると考えられます。
この方法の一つとしてフレオンガスを冷媒とした冷凍式油温コントローラを使用し,このコントローラで一定温度に管理された冷却油にて工作機械の発熱源またはその近傍に発生した熱を強制的に除去する方法がよく用いられます。この実施例を図2に示します。これは工作機械から回収された油を熱交換器にて冷却しさらに減衰槽で温度分布を均一にすると共に油温制御精度を高める。そしてこの管理された油をポンプにて工作機械に送り込み,発生した熱を除去する方式であります。
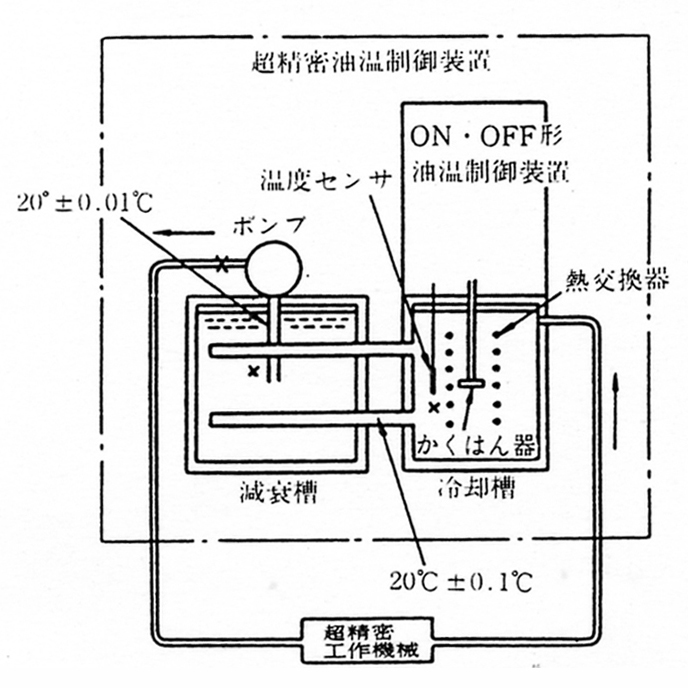 図2 減衰槽を用いた超精密ON,OFF形油温制御装置*2 |
そのほかに図3に示すように工作機械を外から冷却油により全体をコントロールする方式も考え方としてあります。これも油温制御システムにより一定にコントロールされた冷却油により工作機械全体をシャワーする方法で図2の方式よりも一段とスケールの大きな対応の仕方であります。
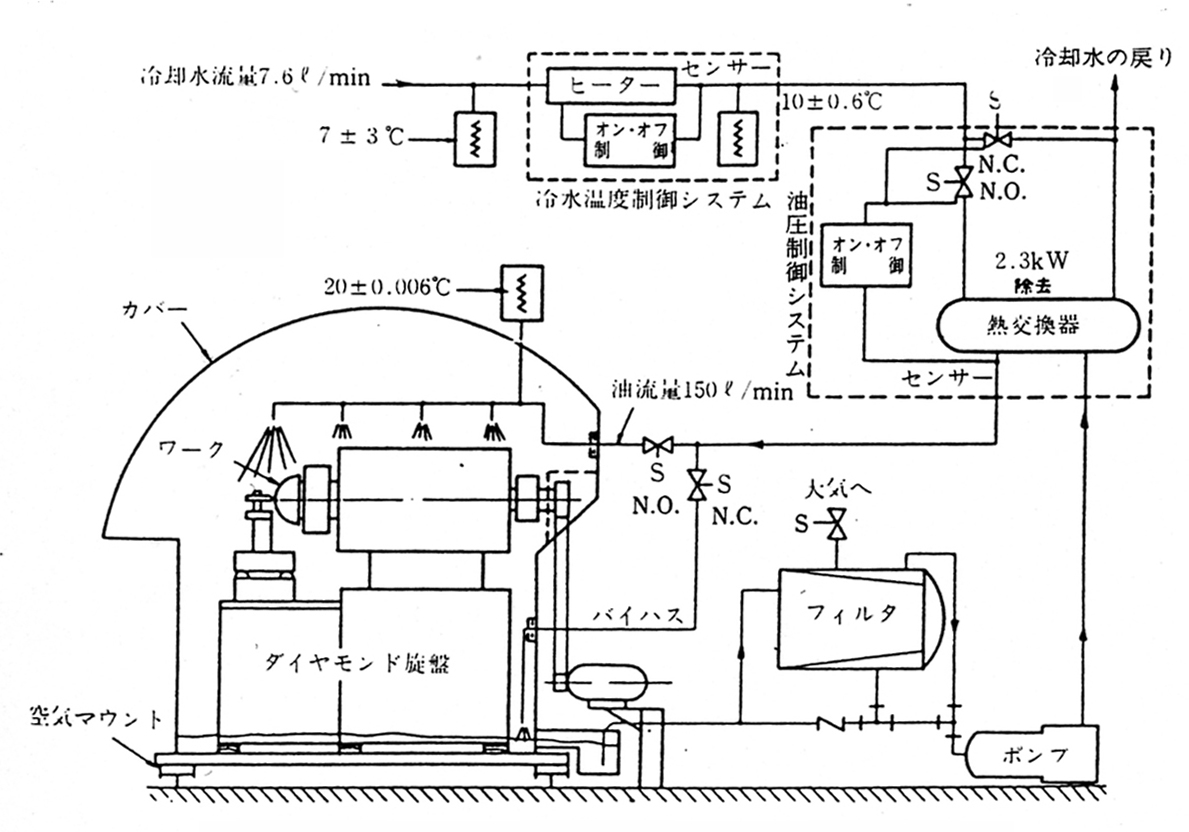 図3 オイルシャワー方式の概念図 |
いずれにしても価格との関係もあり,必要な加工精度に合った必要最小限の方策をとることが肝要です。私自身完全な方式というのは,現状では大変むずかしいと考えていますが,最終的には,熱膨張係数が零に近い材料を主要部に使用し,かつ発生した熱の排出を考慮した方法がよいと思っています。その具体的手法としては,新素材の採用と冷凍温度制御装置または伝熱速度が銀や銅の1000~1500倍も可能であるヒートパイプの併用などが推奨されます。


「技術者のためのトライボロジー」新発売!






