


潤滑上のトラブルを防止するには,使用条件の整理(温度,荷重,速度,運動方向など),摩擦面材料の検討(形状,寸法,表面粗さ,強度,クリヤランス,摩擦面積比など),潤滑の検討(潤滑剤,潤滑剤の粘度,ちょう度,給油法など)が必要となります。
潤滑上のトラブル防止について
潤滑上のトラブル防止に対する基本的な考え方についてご教示ください。
解説します。
当然の事ながら問題点の正確な把握が必要です。ここでいう問題点とは軸受の焼き付きや歯車のピッチング,ベアリングのフレーキング等,目に見える現象のみを指す訳ではありません。1日に何回もグリースアップする,月に何度か部品を交換する,夏冬粘度の異なる油を使用する等は問題と考えるべきで,方法によっては解決できる問題でないでしょうか。そのすべてについて解説する事はできませんが,基本的な考え方について述べます。まず使用条件を整理する必要があります。その代表的なものについて考えてみます。
(1)温度:低温,高温 (2)荷重:高荷重,衝撃荷重 (3)速度:低速,高速 (4)運動方向:回転,直線,その他 (5)運動形態:連続,断続,その他 (6)粉塵:多,少 (7)湿度:高,低 (8)雰囲気:存在気体,液体 (9)真空度 (10)その他。
(1)の温度が重要な因子である事は誰も承知している事ですが,果たして正確に測定されているでしょうか。一般にリチウムグリースの連続使用温度は最高120℃といわれています。しかしその測定方法は指示されていません。これは当然潤滑部位の温度を直接測定した値であり,軸受箱外部に棒状温度計をパテで貼りつけた温度とは大きな違いがあり,一般には内部温度は軸受箱外部温度の2倍あるといわれています。この事を承知してないと,温度によって色が変わる便利なサーモペイントやクレオンによる温度測定の意味がなくなります。
図1は高温用に設計された合成油の200℃と230℃の蒸発曲線を示したものです。僅か30℃の温度上昇が如何に影響するかを示しております。またこの図は高温潤滑の難しさを示したものであります。200℃では蒸発しにくいのは分かりますが,流動性のなくなる最終点は数十%の所で止まっています。これは固形物生成を示しています。高温では持続性と劣化重合物生成とは相反する条件である事も承知しておく必要があります。
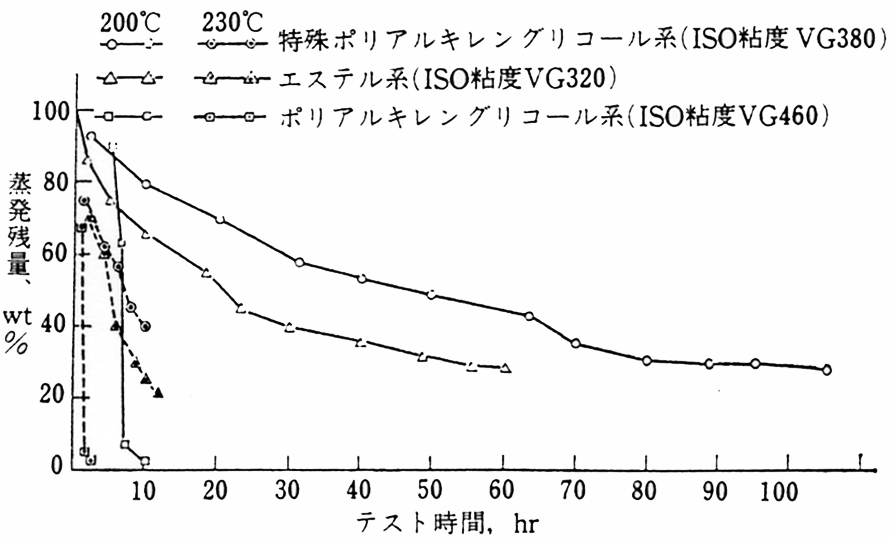 図1 温度別蒸発残量 |
図2は潤滑に関係している人は一度は見た事があるでしょう。これは転がり軸受におけるグリースの寿命および補給の図であります。よく理論と実際は一致しないからこのような図はあてにならないという事を聞きます。そう定めないで実態と比較しては如何でしょうか。この図の値を大きく下回っていれば,その理由をチェックする事に意味があるといえるでしょう。使用条件で困るのは,高低とはどこを境とするかはっきりした定義のない事です。だから図2のような,しかもdn値(転がり軸受内径dと回転速度nの積)で整理したデータは非常に有効となるのです。
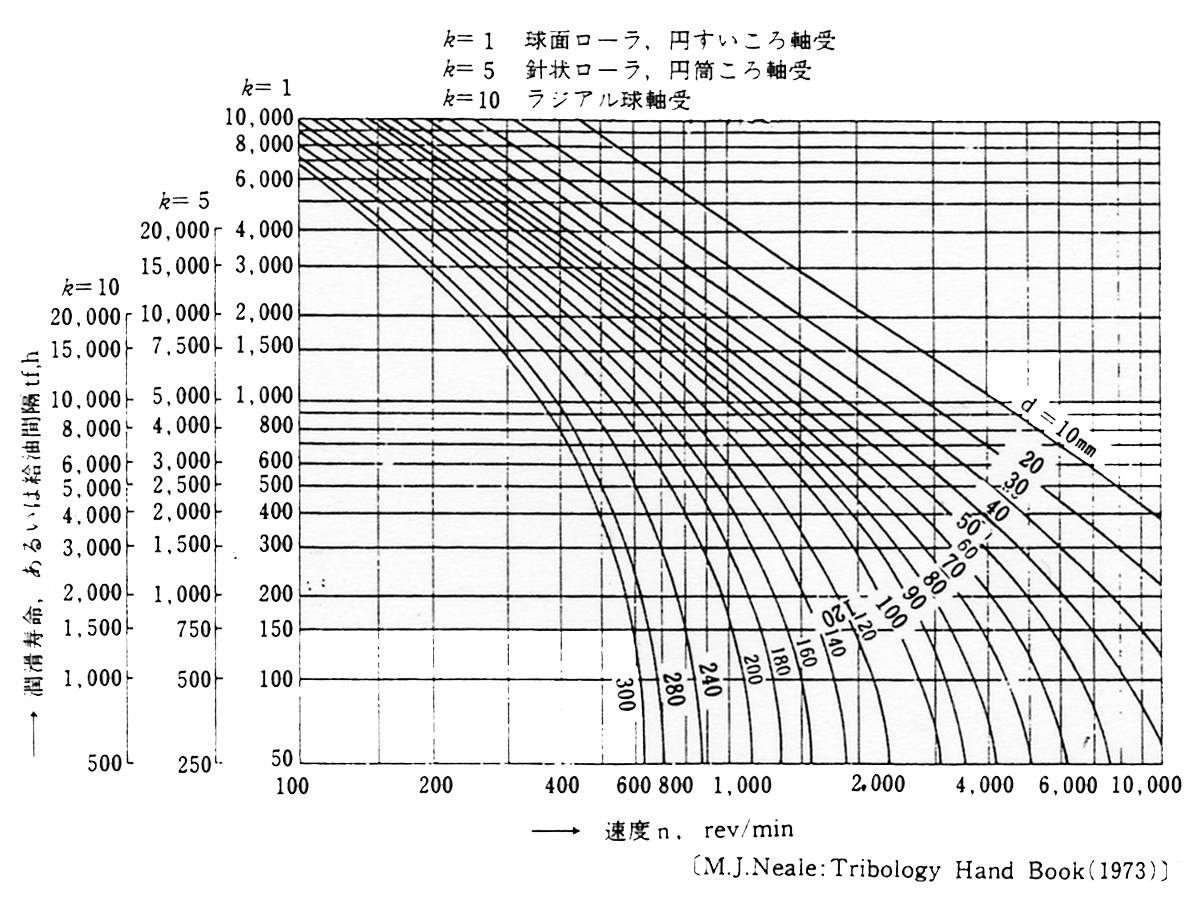 図2 転がり軸受におけるグリースの寿命および補給 |
使用条件の次には摩擦面材料を検討する必要があります。
(1)形状 (2)寸法 (3)表面粗さ (4)強度 (5)組織 (6)熱的特性 (7)その他。
潤滑の面からいうと,マクロ的精度は高く,ミクロ的精度はある程度低い方が好結果をもたらす事も考える必要があります。家庭用のガスコックの本体と柄子間の潤滑はJISでも詳細が定められており,難しい事は良く知られております。かつてはどのメーカーも表面粗さには十分留意していましたが,真円度は測定しているケースが少なく,測りはじめると真円度計をスケールオーバーする場合もありました。これがガス漏れの原因となりかねない事が台上試験で確認されました。本体を例に取ると真円度が10μm以内に納っていれば,表面粗さは5Sで十分であるとのデータが発表されています。
最近ではオイルレス軸受や,非金属材料が用いられるケースも増加しております。当然のことながらそれら軸受材は従来のものより,強度や許容PV値(軸受圧力Pとすべり速度Vの積)が小さい場合が多いのです。プラスチックの場合,強化材の種類と含有量によりPV値が大きく変わります。採用前にその値をカタログ等で確かめる事が大切です。
注意すべき第3点は先の摩擦材料項目の他,(1)クリヤランス (2)摩擦面積比 (3)組立精度 (4)その他。
先述したガスコックの場合,本体と柄子の垂直度の狂いが8μmを超えるとガス漏れが発生しやすくなると試験結果が示しております。軸と軸受の接触面積が大きい程真実接触面積の比は小さくなります。歯車のクラウニングはこの点を配慮した処置です。潤滑上のトラブルが発生した場合には据付のエラーがないかを点検するとともに設計に問題ないかまで遡って検討する事が必要です。
さて次は潤滑の検討です。
(1)潤滑剤 (2)潤滑剤の粘度,ちょう度 (3)給油法 (4)給油量 (5)潤滑油の排出方法 (6)その他。
焼き付きが発生するとより耐荷重能の大きい潤滑剤に変更するのが常套手段ですが,それによって腐食摩耗が起ってないか検討します。
給油法については潤滑経済'92年12月号をご参照下さい。潤滑部位にはニップルレスを除けば必ず給油口があります。しかし排出口のない場合が見受けられます。図3はグリースの通過量を調整するためにパイプを取り付けた実例です。以上述べた事を各社の実態に合わせ,チェックリストを作製,検討する習慣が,トライボロジといえるのでないでしょうか。
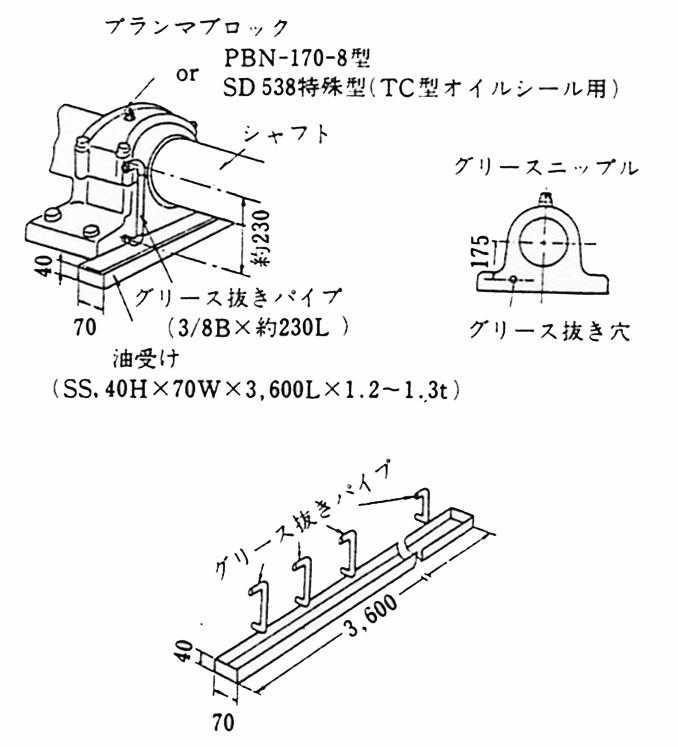 図3 プランマブロック(グリース排出パイプつき) |


「技術者のためのトライボロジー」新発売!






