


機械要素の表面粗さについて解説します。JISの用語の意味の表面粗さとは機械表面からランダムに抜き取った各部分における表面粗さを最大高さ(Rmax),十点平均粗さ(Rz)または中心線平均粗さ(Ra)のそれぞれの算術平均値となっています。
機械要素の表面粗さ
機械要素の表面粗さは,潤滑性の良否に関係があるそうです。表面粗さはどのように測定し,どのように表示をするのでしょうか。また,機械要素の表面はどこまで滑らかにできるのでしょうか。
解説します。
金属加工された表面の粗さは,一般に初期における摩擦での摩耗に大きな影響を与えます。これを初期摩耗とよんでいます。摩擦時間の増大とともにしだいに安定化して定状の摩擦,摩耗となることが分かっています。
久門氏らによる実験結果を図1に示しましたが,この実験により表面粗さの変化がよく分かります。すなわち,凸した部分は摩擦した距離が増大することにより削り取られ,しだいに表面が平滑になり定状の常態に移行していくことを示しています。この実験で図示されたものは表面粗さ測定器を用いて行ったものです。
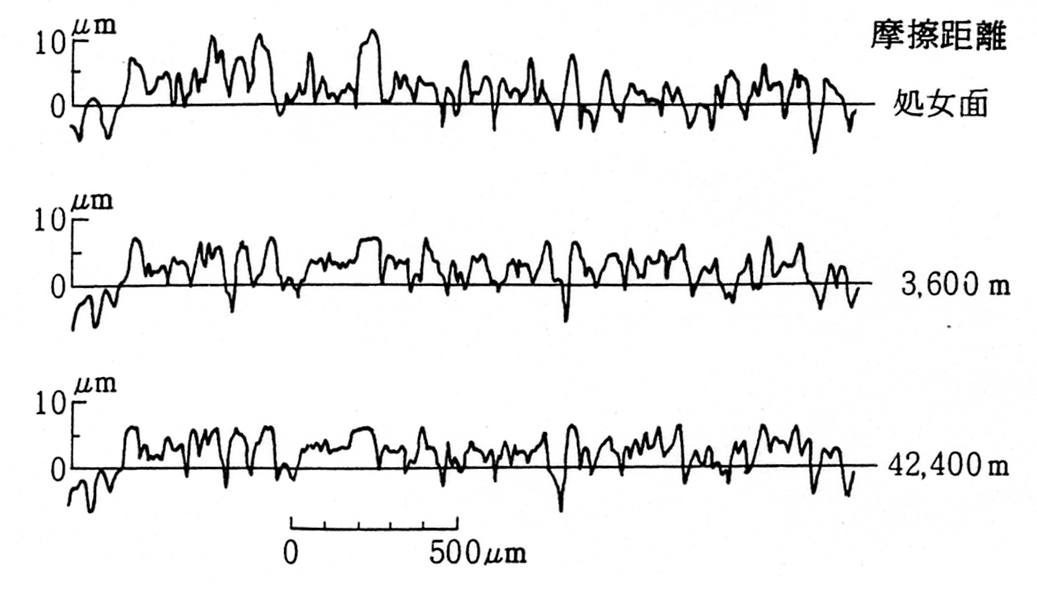 図1 摩擦面(S 15 c) の表面あらさ曲線の変化 |
測定器はJIS B 0651-1976 触針式表面粗さ測定器を用いるのが一般的ですが,JIS B 0652-1973 光波干渉式表面粗さ測定器もあります。
触針式表面粗さ測定器は触針を用いて被測定面の断面曲線,粗さ曲線および中心線平均粗さの記録もしくは中心線平均粗さの直示のいずれか,またはそのいくつかが行える型式の測定器です。この原理図を図2に示します。
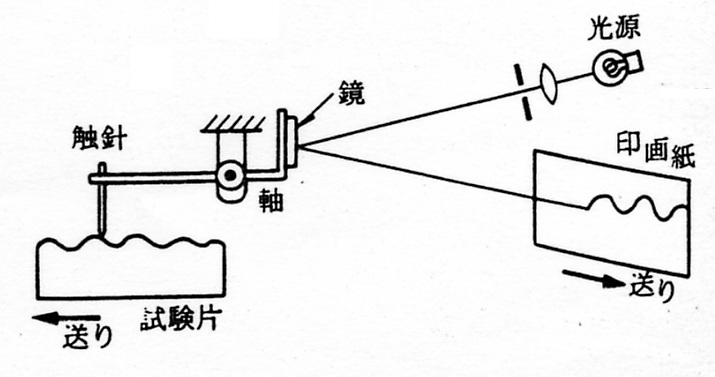 図2 触針法の原理図 |
表面粗さの測定方法は,JIS 0601-1976表面粗さの規格に準拠して行います。この規格は,表面粗さを最大高さ(Rmax),十点平均粗さ(Rz)および中心線平均粗さ(Ra)で表示する場合について規定されています。
JISの用語の意味の表面粗さとは機械表面からランダムに抜き取った各部分におけるRmax,RzまたはRaのそれぞれの算術平均値となっています。
最大高さ(Rmax)
断面曲線から基準長さだけ抜き取った部分(以下,抜き取り部分という)の平均線に平行な2直線で抜き取り部分をはさんだとき,この2直線の間隔を断面曲線の縦倍率の方向に計測して,その値をマイクロメートル単位(μm)で表したものを抜き取り部分の最大高さとします。
最大高さを求める場合の基準の長さは,原則として次の6種類となっています。
0.08,0.25,0.8,2.5,8,25 (単位 mm)
基準長さの標準値は最大高さによって異なり,表1のようになっていますが,この表に示す範囲内にある場合には基準長さの表示を省略することができます。
|
表1 最大高さを求めるときの基準長さの標準値
|
|||||||||||||||||
最大高さは次のように呼びます。
最大高さ__μm または__μmRmax
基準長さ__mm またはL__mm
また,最大高さによって表面粗さを指定するときは,とくに必要のない限り表2の区分値を用います。区分値は許し得る最も大きい最大高さを表します。
|
表2 最大高さの区分値
備考1. 表2の括弧内の区分値は,特に必要のない限り使用しない。 |
十点平均粗さ(Rz)
断面曲線から基準長さだけ抜き取った部分(以下,抜き取り部分という)の平均線に平行な直線のうち高い方から3番目の山頂を通るものと,深い方から3番目の谷底を通るものを選び,この2本の間隔を断面曲線の縦倍率の方向に測定してその値をマイクロメートル単位(μm)で表したものです。
十点平均粗さを求める場合の基準長さは原則として最大高さを求める場合と同じです。十点平均粗さは次のように呼びます。
十点平均粗さは__μm または__μmRz
基準長さ__mm またはL__mm
また,十点平均粗さによって表面粗さを指示するときは,とくに必要のない限り,表3の区分値を用います。区分値は,許し得る最も大きい十点平均を表します。
|
表3 十点平均粗さの区分値
備考1. 表3の括弧内の区内値は,特に必要のない限り使用しない。 |
中心線平均粗さ
粗さ曲線からその中心線の方向に測定長さl の部分を抜き取り,この抜き取り部分の中心線をX軸,縦倍率の方向をY軸とし,粗さ曲線をy=f(x)で表したとき,次の式で与えられるRaの値をマイクロメートル単位(μm)で表したものです。
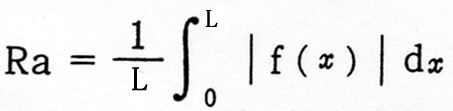 |
カットオフ値は最大粗さと同じですが測定長さは,カットオフ値の3倍またはそれよりも大きな値をとります。カットオフ値の標準値は0.8mmです。上記の方法により,中心線平均粗さは次のように呼びます。
中心線平均粗さ__μm または__μmRa
カットオフ値__mm またはλc__mm
また,中心線粗さによって表面粗さを指定するときは,とくに必要のない限り,表4の区分値を用います。区分値は,許し得る最も大きい中心線平均粗さを表します。
|
表4 中心線平均粗さの区分値
備考1. 表4の括弧内の区分値は,特に必要のない限り使用しない。 |
以上,表面粗さの測定方法および表示について記述しましたが,機械の設計図面で表面粗さを仕上げ記号で表示する場合もあります。
仕上げ記号は,三角記号(▽)および波形記号(~)とします。三角記号は除去加工を行う面に用い,波形記号は除去加工を行わない面に用います。仕上げ記号の表面粗さ区分値を仕上げ記号で表示すると表5のようになります。
表面粗さは,機械部品の性能と密接な関係がありますが,必要以上の表面粗さを要求するとコストが高くなることを考慮しなければなりません。
|
表5 仕上げ記号の表面粗さ区分
|
|||||||||||||||||||||||||||
<参考文献>
JIS
日本潤滑学会誌編;潤滑ハンドブック
機械工作便覧編集委員会編;JISにもとづく機械工作便覧
久門輝正;潤滑,第21巻第4号(1976) 228~235


「技術者のためのトライボロジー」新発売!






