


- Q1.作動油中のゴミは油圧機器にどのような悪い影響を与えるのでしょうか。
- Q2.ゴミはどのような経路で油圧装置の中に入るのですか。
- Q3.どのようにして作動油の浄化を行うのですか。具体的な方法を紹介してください。
Q1 作動油中のゴミは油圧機器にどのような悪い影響を与えるのでしょうか。
1. 油圧機器は生産設備の心臓,作動油は血液
工場の生産設備には油圧機器が大量に使用されています。油圧機器が不安定になったり故障することはそのまま生産がストップすることを意味しています。いわば生産設備の心臓であり,最も重要な機器です。油圧機器には力を伝える媒体として,また,自らの潤滑油として作動油が必要です。作動油は油圧機器や機械設備の血液です。
作動油がゴミで汚れることは油圧機器の故障に直結します。
生産設備を安定して稼働するためには油圧作動油の汚染管理がもっとも重要なことです。
2. 作動油中のゴミによる油圧機器のトラブル
油圧作動油中のゴミにより油圧機器にどのような悪影響が出るか,簡単に見ておきましょう。
2.1 油圧ポンプ
(1)自ら摩耗粉を出す
油圧ポンプは高圧を発生させるために非常に精密に作られています。また,他の油圧機器と違って金属同士が直接強い力で接触しながら動いています。摩耗を防いでいるのは油膜ですが,完全に防ぐことはできないので摩耗はわずかですが進行します。
また,新品のポンプはいわゆる“なじみ”ができていないので初期摩耗が発生します。新しいポンプを使い始めてから数百時間は初期摩耗により摩耗粉が多く発生します。例えば,毎分数十リッターを吐出するベーンタイプのポンプは数百時間で初期摩耗が終了するのが一般的と言われています。その間に約100mg程度が摩耗するといいます。この段階を過ぎると摩耗は極端に少なくなります。
これらの金属の摩耗粉がゴミとなるわけですが,そのサイズは数μm以下と考えられます。
(2)ゴミによる摩耗促進と作動油の劣化
タンクから吸い上げられた作動油にゴミが混入していると,ゴミは金属同士がしゅう動している部分に挟み込まれ,砕かれてさらに細かくなります。
また,この時,ポンプ側の金属を傷つけ,削り取ります。もしも,ゴミが大きく固い場合には激しい齧りを起こし,一瞬にしてポンプを破損してしまいます。
また,金属を砕き削り取る時に,局部的に高い摩擦熱が発生します。この熱が周囲の,ゴミが接触している作動油の温度を上げてしまい,成分の劣化を招くのです。
(3)整理すると次の三つが同時に発生します。
1. ポンプ自身の摩耗(初期摩耗が大半)によりゴミを発生する。
2. ポンプに入ったゴミが砕かれて細かくなり,数が増えると同時にポンプ側も削られてゴミが増える。→ゴミの増殖
3. ゴミを砕く時の摩擦熱で,わずかでも油の熱による劣化(酸化)が起きる。ゴミが多いほど作動油の劣化も進む。
2.2 制御弁
(1)電磁弁とゴミの関係
油圧制御弁の代表と言えるのは電磁弁でしょう。一般的な電磁弁のボディとスプールの直径隙間は図1に示すように約10μm程度です。
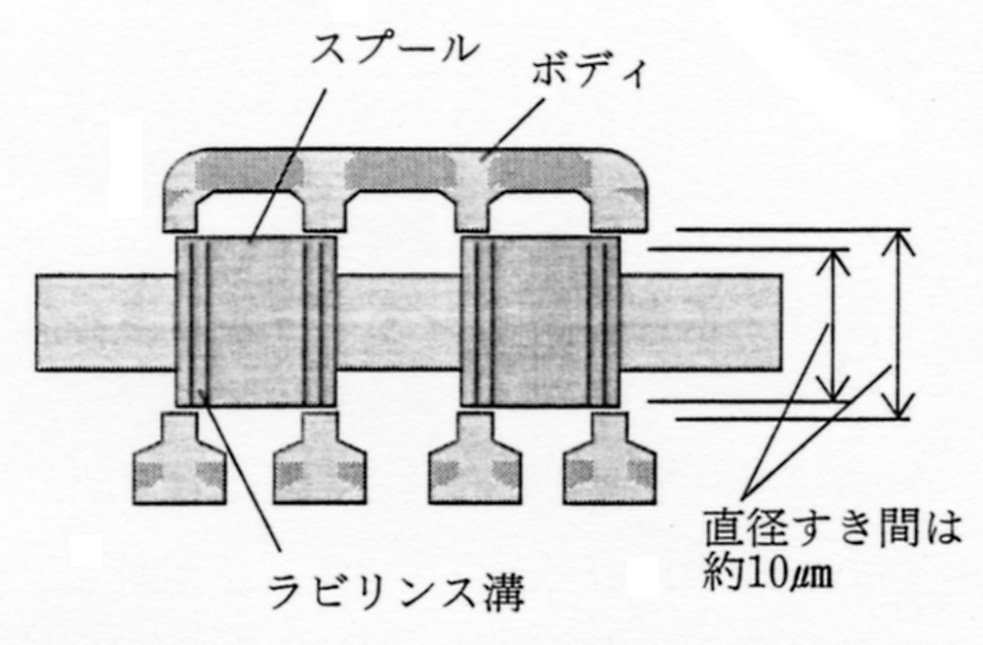 図1 電磁弁のボディとスプールのすき間 |
ここに数μm以下のゴミが流れて来たとします。ゴミはボディとスプールの隙間から漏れる作動油の流れに乗って隙間を通り抜けて行きます。しかし,ゴミの一部は隙間に沈殿するような感じで隙間に溜まります。特に,スプールに加工されたラビリンス(Labyrinth)溝に入り込み溜まることが多くあります。
このようにして溜まるゴミがある程度増えると,ボディとスプールの間の摩擦力が大きくなります。そしてソレノイドの吸引力と拮抗します。そこで電磁弁が切り換わらないという現象が出てきます。ところが,症状が軽い段階では再度切り換え信号を送ると正常に作動したりします。また,ちょっとした振動を与えると作動したりもします。
すなわち,不安定現象になります。この不安定減少は止めていた油圧機器を動かす月曜日や連休のあとに起きやすくなります。
約10μm程度か,それより大きなゴミは電磁弁が閉じる時に開口部に挟み込まれたり,ボディとスプールの隙間に噛み込み,スプールをロックしてしまいます。
また,この時,ボディやスプールを削り取ってゴミを増やします。
大きなゴミによる問題は最近ではほとんど発生しません。大きなゴミの管理がかなり改善されているためです。しかし,前述の数μm以下のゴミによる不安定作動はまだ残っています。不安定作動は細かいゴミが多いためであるということは一般にはあまり知られていないようです。
(2)ノズルフラッパ型サーボ弁とゴミの関係
高応答,高精度を必要とする装置にはしばしばサーボ弁が使用されます。ノズルフラッパータイプのパイロットステージを持つ,数10L/min(ΔP=7MPa)の弁を例にとって説明します。
サーボ弁がゴミに弱い原因としてパイロットノズル(以下ノズルと省略)にゴミが詰まると説明されることが多くありますがこれは間違いです。具体的に数字をあげて説明します。
図2に示すように,ゴミが詰まると説明されているノズルの直径は約0.4mm(400μm)です。その前段にオリフィスがありますが,その直径は約0.3mm(300μm)です。オリフィスの径はノズルの径より小さいのです。さらにその前に内蔵フィルタがあります。フィルタはアブソリュート表示で約40μmです。ノズルの直径の1/10です。
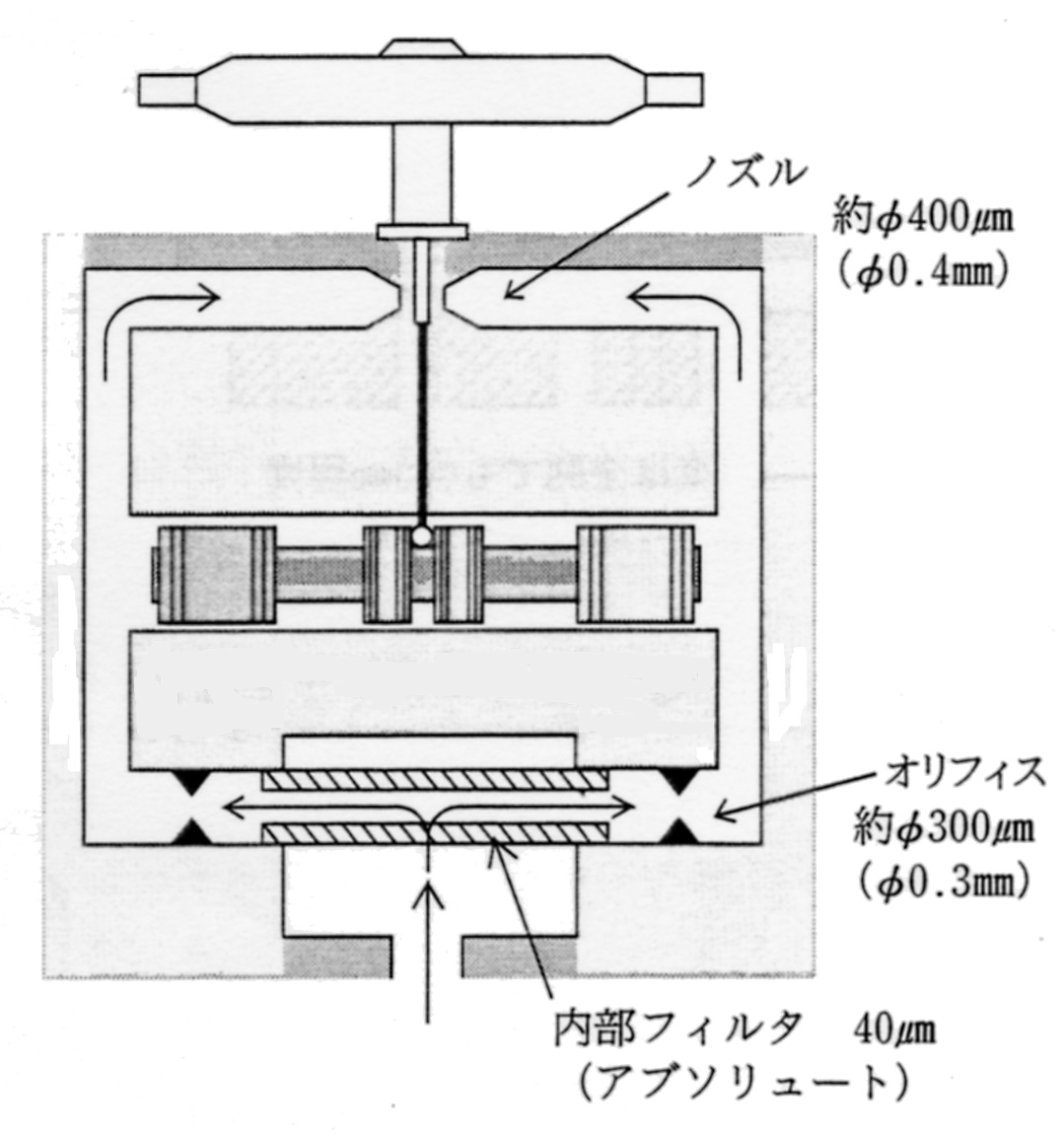 図2 サーボ弁のノズル,オリフィスフィルタの関係 |
これらの数値からわかるように,40μmのフィルタを400μm以上のゴミが通過してノズルに詰まることはないと言ってもよいでしょう。
サーボ弁がゴミを嫌う理由は別にあります。それはメインスプールの動きに関係します。図3に示すように,サーボ弁のスプールの最大移動距離(最大ストローク)は上記の定格の弁の場合は約0.5mmです。サーボ弁が位置制御に使われる時最も重要となる性能を「中立点圧力ゲイン特性」といいます。この性能はサーボ弁の定格電流の1%のところで評価します。数値に直すと定格ストロークの1%=0.5mmの1/100=5μmとなります。
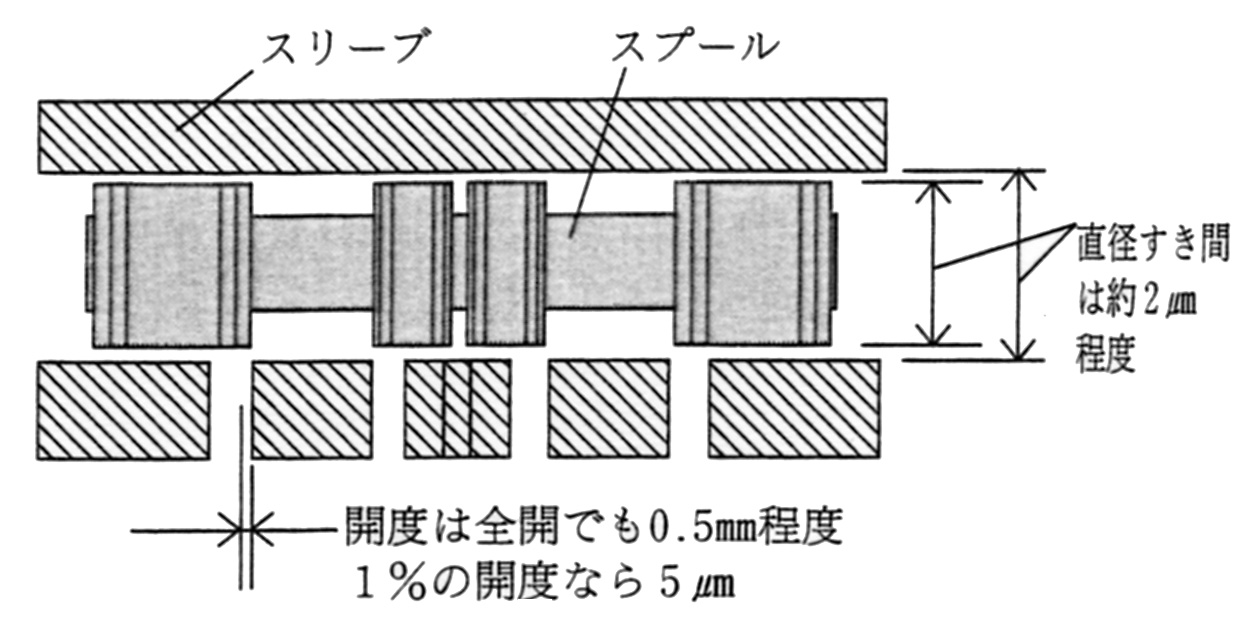 図3 サーボ弁のスプールとスリーブのすき間と開度 |
すなわち,精密な位置保持制御をしている時,サーボ弁のメインスプールは5μm前後のストロークを小刻みに往復して,油の流れを開閉しています。その開閉頻度は一秒間に数回から数十回にもなり,ゴミを挟み込む確立は電磁弁と比べものにならないほど高くなります。
作動油中のゴミはメインスプールとボディの開口部に挟まれることが多く,ノズルに詰まるのではありません。
Q2 ゴミはどのような経路で油圧装置の中に入るのですか。
3. ゴミの侵入経路
図4にゴミの侵入経路を示します。
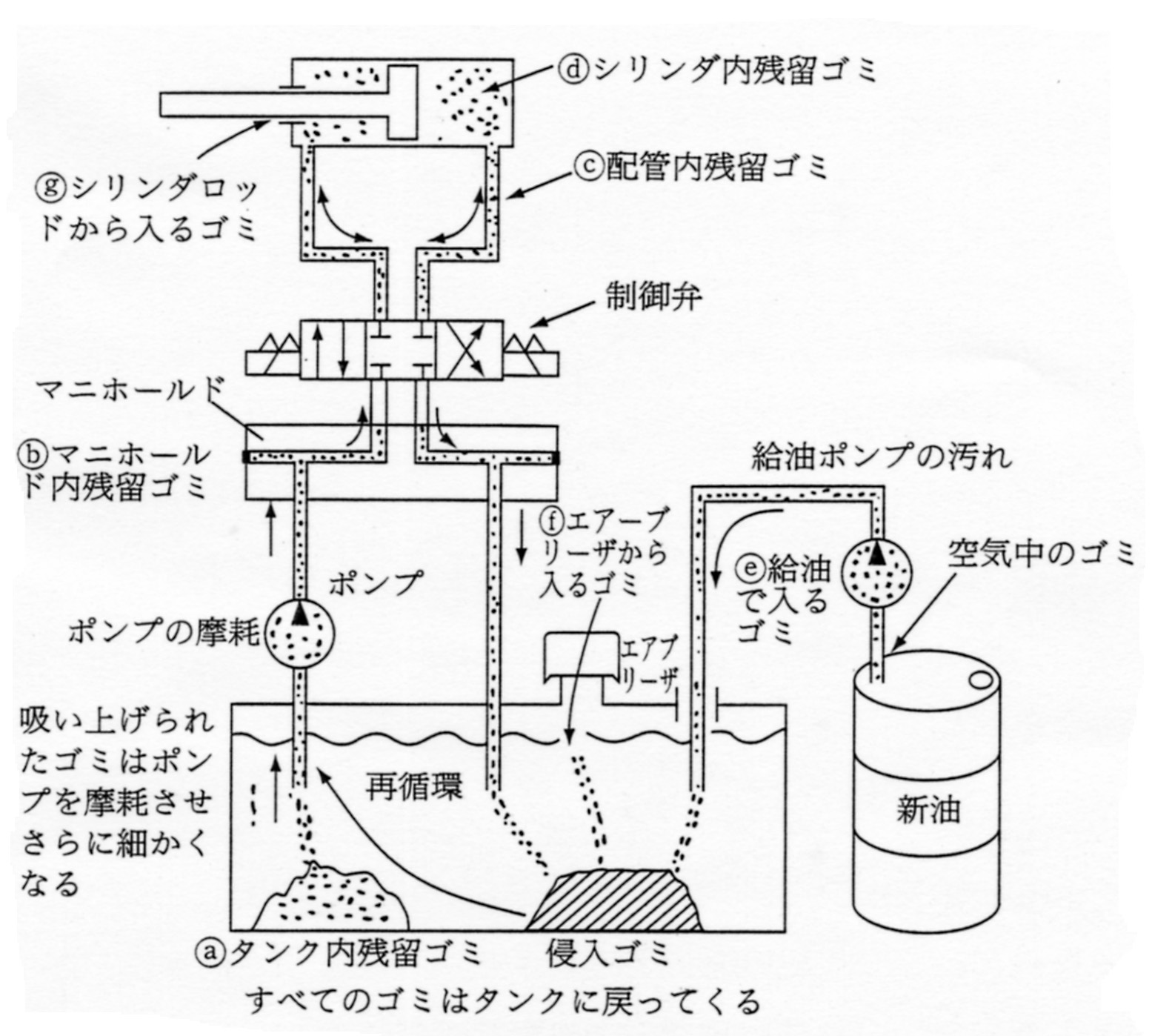 図4 ゴミの侵入経路 |
3.1 残留ゴミ
図4の(a)~(d)で示してあるのが残留ゴミです。
(a)タンク内残留ゴミ
タンク組み立て後の清掃不十分のために残ってしまうゴミです。溶接ガス,砂粒,糸くず,切り粉などが残ります。
(b)マニホールド内の残留ゴミ
マニホールド内は穴が複雑につながっています。この穴の奥に,表面研磨の時の研磨粉が切削液とともに流れ込みます。表面研磨の時は磁気チャックが使用されるので研磨粉も磁気を帯びてしまい,穴の奥に張り付いてしまうことがあります。
(c)配管内の残留ゴミ
保管中,組み立て中に付着したゴミです。また,配管の溶接部に溶接カスが残ってしまうこともあります。
(d)シリンダ内の残留ゴミ
いつでも見逃されているのがシリンダ内の残留ゴミです。シリンダは作られてから長い時間,工事現場や組み立て中の機械に置かれていることがあります。その間,配管ポートを開放していることが多く,ゴミが入ってしまうのです。
3.2 侵入してくるゴミ
図4の(e)~(g)で示してあるのが侵入してくるゴミです。
(e)給油時に入るゴミ
給油ポンプが汚れていることがあります。これは,給油ポンプを排油にも使ってしまうことがあるためです。
(f)エアブリーザからの侵入
タンク内の作動油はアクチュエーターの作動によって増減します。この時,タンクにはエアブリーザを通して空気が出入りします。この時空気中のゴミが侵入してきます。
(g)シリンダロッドから引き込まれるゴミ
シリンダロッドには油膜が付いています。このため空気中のゴミが付着し,わずかですがシリンダ内に引き込まれて内部の作動油を汚します。シリンダ内の作動油は入れ替わらないことが多く,作動時間に比例して汚れがひどくなります。
Q3 どのようにして作動油の浄化を行うのですか。具体的な方法を紹介してください。
4. 作動油の浄化対策
4.1 ゴミの循環
ゴミは作動油とともに移動しながら仲間と合流したり,細かく砕かれて増えてゆきます。ゴミの旅を整理してみましょう。
(1)タンクに残ったゴミは作動油と一緒に吸い上げられて,ポンプに入り,2.1項で述べたように
1. ポンプ自身が摩耗しゴミが増える(大半は初期摩耗)。
2. 砕かれて細かくなると同時に,新たなゴミを生む。ゴミが増殖する。あるいはポンプを破損させる。
3. 熱による油の劣化(酸化)が起きる。
ここで注目していただきたいのは,タンク内にゴミが残っていなければ,ポンプ自身の最小限の摩耗(ほとんど無視できる)だけに限られることです。
(2)ポンプで砕かれ,増殖したゴミは,配管やマニホールドに残ったゴミと合流し,制御弁に入ります。2.2の(1)項で述べたように,ここでゴミの一部が弁の中に溜まります。
(3)制御弁を通過したゴミは,さらに配管内に残ったゴミを加えてシリンダに入ります。シリンダ内の残留ゴミ,ロッドからの侵入ゴミと合流してかなりの量がシリンダ内に溜まってしまいます。
(4)シリンダ内に溜まらなかったゴミは制御弁のリターンポートを通ってタンクに戻って行きます。
(5)タンクに戻ってきたゴミは,出発した時よりも量が増え,サイズも細かくなっています。
これらのゴミは再びポンプに吸い上げられて,何回も砕かれて量を増やし,大きさが細かくなってゆきます。
4.2 設計の役割 「どこにどのようなフィルタを入れるか」
前項までの説明から導き出せることは,
1. 最初にタンク内にゴミがあると,ポンプで砕かれ細かくなり,増える。
2. ゴミは再びタンクに戻ってくる。これをそのままタンクに入れてしまうと再度ポンプに吸い上げられて増殖,細分化を繰り返してしまう。
ということです。この二つは同じことを意味しています。
すなわち,「タンク内にゴミを入れたり,溜めたりしてはいけない」ということです。これを実現するためには油圧装置を計画・設計する時点で,どこにどんな性能のフィルタを入れるかを考慮しなければなりません。図5によって説明します。
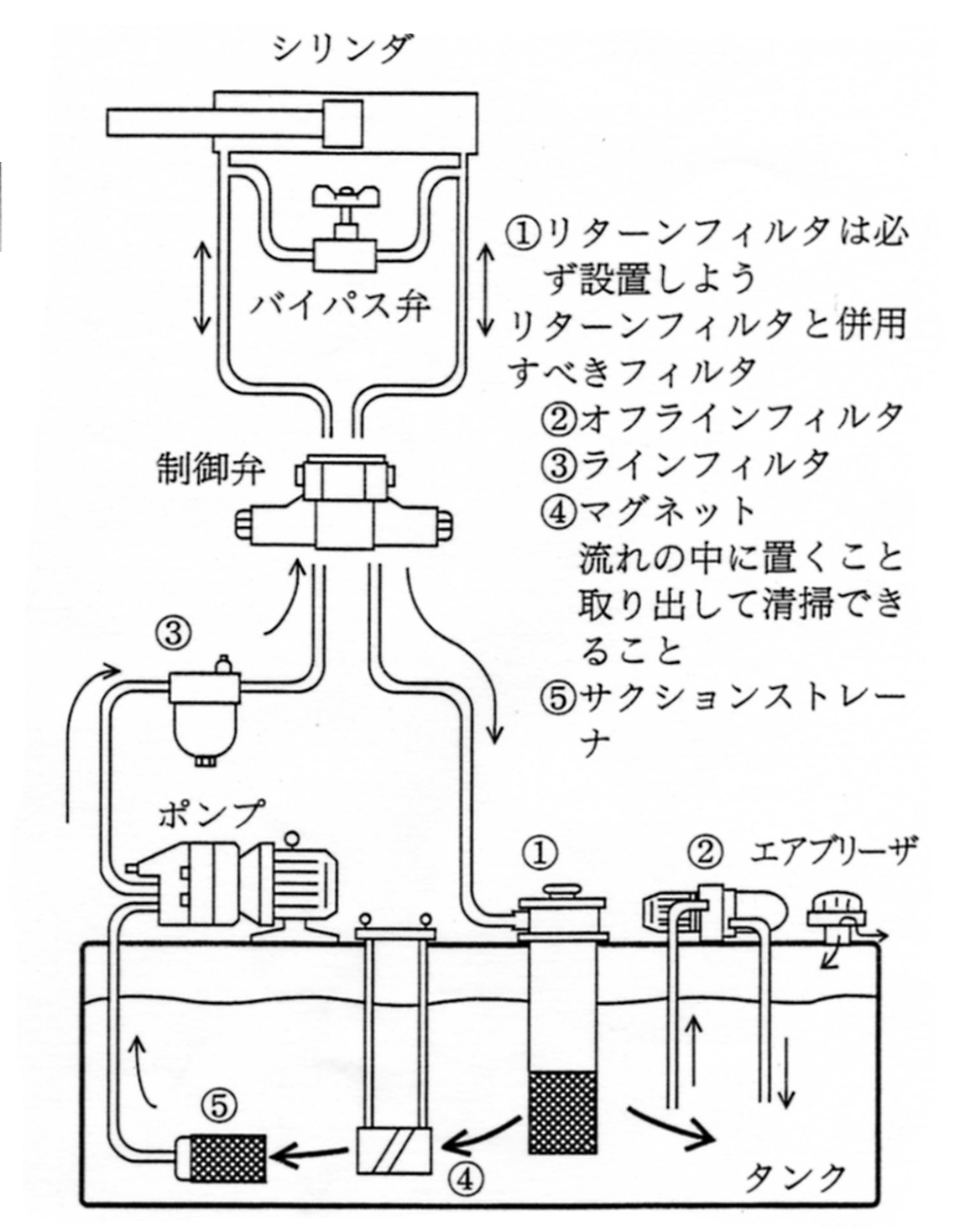 図5 フィルタの設置 |
(1)リターンフィルタでタンクをきれいに保つ設計をします。
前述のようにポンプから発生する摩耗粉,油圧回路内のあちこちで合流したゴミは最終的にタンクに戻ってきます。これをタンクに入れないためには,リターンフィルタを設置しなければなりません。
また,2.2の(1)項で述べた,電磁弁などの不安定作動を防ぐ目的から数μmのゴミを捕獲する必要があります。そのためには,ろ過粒度はアブソリュート5μmを推奨します。できれば,3μmを使用していただきたいと思います。
リターンフィルタは写真1に示すように,内部にマグネットを内蔵しているものもあり,これを使用するとフィルタのろ過粒度より小さい鉄粉などを捕ってくれます。
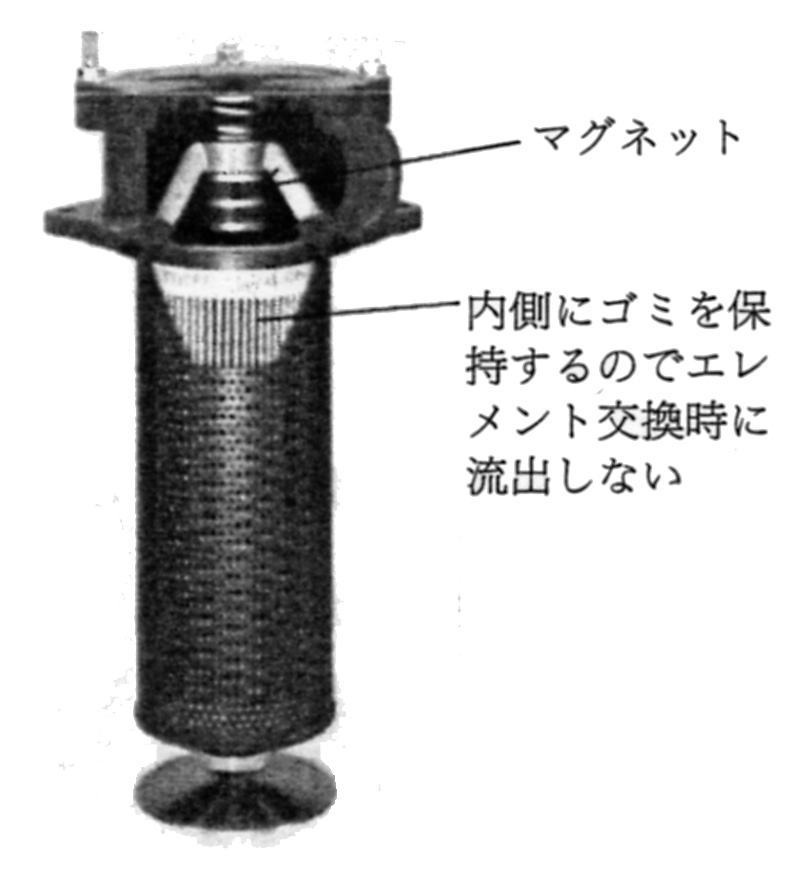 写真1 マグネット内蔵形のリターンフィルタの例 |
(2)オフライン式のフィルタ,浄油装置を併用しましょう。
ここでは,オフライン式のフィルタ,クリーナ,静電浄油機などをまとめてオフラインフィルタと呼ばせていただきます。
アブソリュート3~5μmのリターンフィルタを設置しても,それ以下のゴミは当然捕獲できません。そこでオフラインフィルタなどを併用することが大切です。
オフラインフィルタは一般のフィルタでは捕獲できないような細かいゴミも捕獲できるからです。ただし,リターンフィルタを設置しないで,オフラインフィルタだけを使用するのは間違いです。
オフラインフィルタはタンクに戻ってくるゴミのすべてを,戻ってきた時点で一網打尽にはできません。一度タンク内に拡散してしまうのです。オフラインフィルタがタンク内のゴミを順次捕獲している時も,他方では汚れた作動油がポンプに吸い込まれて行ってしまうのです。
特に,油圧装置の運転開始直後においては,オフラインフィルタの処理量よりも,戻ってくるゴミの方が多くなる可能性を否定できません。
長期的には大変良い効果が期待できるオフラインフィルタですが,多くは油圧装置の運転開始から1~2ヵ月間に多く発生するため,ゴミによる故障を防ぐにはリターンフィルタとの併用をしなければなりません。
(3)エアブリーザ
油圧装置は粉塵の多い環境でも使用されます。5~10μmのエアブリーザを使用して空気中に浮遊しているゴミの侵入を阻止しましょう。
(4)ラインフィルタ
ラインフィルタはポンプの出口や制御弁の入り口の近くに設置されます。これはポンプの摩耗粉や制御弁までの配管に残留しているゴミが制御弁などに入らないようにするのが目的です。ラインフィルタを制御弁の直前に設置すると,運転開始直後の制御弁の故障を防ぐのに有効です。したがって,その設置場所は限りなく制御弁の近くにすることが重要です。
一方で,長い時間を考えると,ラインフィルタの場合も単独での設置はお勧めできません。ラインフィルタだけを設置した場合,ラインフィルタから先の油圧回路に残留していたゴミはすべてタンクに戻り,再びポンプに吸い込まれ,細かくされてゆきます。ゴミは次第にフィルタのろ過粒度より小さくなってしまうので,捕獲率が悪くなります。
そして,いつの間にかろ過粒度より細かいゴミだけが大量に循環していて,電磁弁などの作動不安定を起しているにもかかわらず,フィルタは目詰まりしておらず,作動不良の原因が分からないということになります。
リターンフィルタとの併用を強くお勧めします。
(5)サクションストレーナ
サクションストレーナはタンク内に残ったゴミがポンプに吸い込まれて,ポンプを破損させることを防ぐのが目的です。ストレーナのろ過粒度は一般的に100~150μmです。これ以上細かくするとポンプの吸い込み抵抗が増え,キャビテーションを引き起こしてしまいます。したがって,100~150μm以下のゴミはすべて通過してしまうのです。
ストレーナの役割は,運転開始時に,清掃不十分によってタンク内に残っていた100~150μm以下より大きなゴミがポンプに吸い込まれないようにするだけと言ってもいいでしょう。
理想論を言えば,タンク内がきれいになっており,アブソリュート5μm程度のリターンフィルタが設置されているならば,ポンプの吸い込み抵抗を小さくするためにはない方がいいと言っても過言ではないでしょう。
(6)マグネット
マグネットはタンク内に設置し,磁性金属粉をサイズに関わらず吸着してくれます。しかし,その使い方には注意が必要です。
金属粉を引き寄せる磁力は磁石から離れるに従って弱くなります。その強さは距離の2乗に反比例します。すなわち距離が2倍になれば吸着力は1/4になってしまうのです。
したがって,マグネットの効果を出すためにはタンクへ戻ってくる汚れた作動油の流れの途中に設置しなければなりません。
また,マグネットをタンクの底に設置するとタンク内の作動油を空にして,メンテナンスのためのマンホールを開かない限り取り出して吸着したゴミを清掃することができません。これではタンク内にゴミを溜めてもいつまでも放置することになります。
マグネットの設置をするならば,タンク上面から吊るすなどの方法を採用し,メンテナンスができるようにしなければなりません。
また,オフラインフィルタの場合と同様の理由によって,リターンフィルタとの併用が必要です。
(7)シリンダの手前にバイパス回路を設置します。
シリンダや配管を機械に組み付け終わって,一番最初に作動油を通した時,作動油はポンプを出てから途中のマニホールド,配管などに残っていたゴミを洗い流しながら進みます。そして行き止まりになっているシリンダにゴミを送り込んでしまいます。シリンダはゴミの集積所になってしまうのです。
それに加えて,シリンダと制御弁の距離があり,シリンダの容積より配管内の作動油の容積が大きい時には,シリンダ内の作動油は新しい作動油と入れ替わらないので,シリンダ内のゴミはそのまま残されてしまいます。
しかし,作動のたびに作動油が撹拌されるので,少しずつ出てきて,制御弁に噛み込み作動不良を引き起こすのです。
タンク内の作動液は非常にきれいになっていて,リターンフィルタやラインフィルタを設置してあるにもかかわらず,制御弁の故障や作動不安定が起きる時はシリンダ内が汚れている可能性が高いのです。
これを防ぐには,シリンダの手前にバイパス回路を設置(常時はストップ弁で閉じておく)しておき,最初の運転時にシリンダをバイパスさせます。また,稼働後も定期的にこの回路を使ってシリンダや配管内をきれいに洗浄してください。(詳細は参考文献*3,*4を参照)
(8)優先して設置すべきフィルタとその条件
全部のフィルタを設置すればいいのですが,経済的負担も大きくなります。絶対に設置すべきフィルタと条件が整えば省略していいフィルタがあります。
1. どうしても設置しなければならないフィルタはリターンフィルタです。
タンク内にゴミを残さないことが絶対的な条件です。
2. オフライン式のフィルタはぜひとも設置していただきたいものです。
長期的に見ると作動油を非常にきれいにしてくれます。ただし,油圧装置の運転開始直後など,突発的にゴミが大量にタンクに戻ってくることがあり,このような場合には対応できないので,必ず性能のよいリターンフィルタと併用しなければなりません。単独での設置はお勧めできません。
3. ラインフィルタは運転開始時点からタンク内がきれいになっており,リターンフィルタが設置されていて,サーボ弁を使わない場合には省略することができます。
4. マグネットを設置するならリターンフィルタとの併用が条件となります。
また,取り出して清掃できるようにするべきです。これが面倒ならば,リターンフィルタの中にマグネットを組み込んだものが販売されているのでこれを使うと簡単に清掃できます。
5. サクションストレーナ
タンクがきれいに作られていて,運転開始時点で100~150μm以上のゴミがなく,リターンフィルタも設置されているという条件を満たしていればなくてもいいでしょう。ポンプの吸い込みを良くするということだけを考えれば,むしろじゃまになります。
4.3 油圧装置製造時の注意
油圧装置を製造する時ゴミが混入しないように注意することは当然のことです。今回は説明を省略しますが,ユーザーから見るならば経験のある,信用できる製造会社に発注すべきでしょう。
4.4 運転開始時の注意
油圧装置に最初に作動油を入れ,運転する時には必ずフラッシングをしなければなりません。フラッシングがきちんと行われたかどうかは,その後の油圧機器の故障と寿命に大きな影響を及ぼします。
今回は説明を省略しますが,参考文献*4により,正しいフラッシングをして下さい。
油圧作動油のゴミの管理について今まで色々な“思い込み”や“誤解”があったと思います。正しい知識できちんと管理すれば作動油も油圧機器も長持ちします。コストもかかりません。もう一度,作動油の汚染管理をユーザーも設計者も,メンテナンス者も基本から考えていただきたいと思います。
<参考文献>
*1 MMG 1990年(潤滑通信 臨時増刊No.289)「油圧機器のトラブルを防ぎ,寿命を延ばすためのフィルトレーションシステム」
*2 MT 1997年12月号 ワンポイントレッスン「油圧作動油の汚染によるトラブル例」
*3 MT 1998年1月号 ワンポイントレッスン「油圧作動油の汚染によるトラブル防止法」
*4 MT 2000年1・2月号 「フラッシングのやり方を見直してみよう」


「技術者のためのトライボロジー」新発売!






