


ホイールベアリンググリースは機械的安定性,耐荷重性の他に耐熱性も要求されます。ホイールベアリンググリースの要求特性,充填上の注意事項について解説します。
ディスクブレーキ装着車用ホイールベアリンググリース
乗用車をはじめ最近は大型トラックにまでディスクブレーキが装着されてきています。大型トラックのホイールハブ各部の温度上昇はかなり大きいものがあります。使用グリースの要求特性,充填上の注意事項を教えて下さい。
解説します。
日本の道路輸送は近年大きく発展し,それとともに輸送構造が大きく変化していることはご承知のとおりで,旧国鉄の財政事情は悪化の一途をたどり,それが道路の改善とつながって,トラックによる大量輸送があたりまえになっています。
「駅から駅まで」が,「戸口から戸口へ」,また「産地から消費地へ」というように直接結びつく輸送形態になっています。道路の改善と輸送コストの観点からみて,大量輸送が一般化しそれが可能となると,当然大型トラックの需要が増大します。大型トラックによる積荷の増大,高速道路の走行によるスピード化ということは,当然トラックの車輪の軸受に対して過酷になるわけで,それに使用される,ホイールベアリンググリースにも,高速で回転するために機械的安定性と,積荷による衝撃荷重に対する耐荷重性が要求されます。
ご質問にもあるとおり,さらに最近では大型トラックにも,ディスクブレーキが採用されてきておりますが,これはご存知の通り,高速で繰り返し使用しても,制動力の変化が少なく,安定した性能を示し,片効きを生ずる恐れがありません。しかし,図1の通り制動パッドでブレーキディスクを押さえるため,その摩擦熱によって,ホイールハブ各部の温度はかなり上昇し,当然ハブ内のグリース温度も上がり,先にのべました,高速回転によって生じた発熱にプラスされ,かなり高温になっています。したがって,ホイールベアリングには機械的安定性,耐荷重性の他に耐熱性もホイールベアリンググリースの性状に要求されます。
以上を中心にもう少し具体的に,ホイールベアリンググリースの選定についてご説明します。
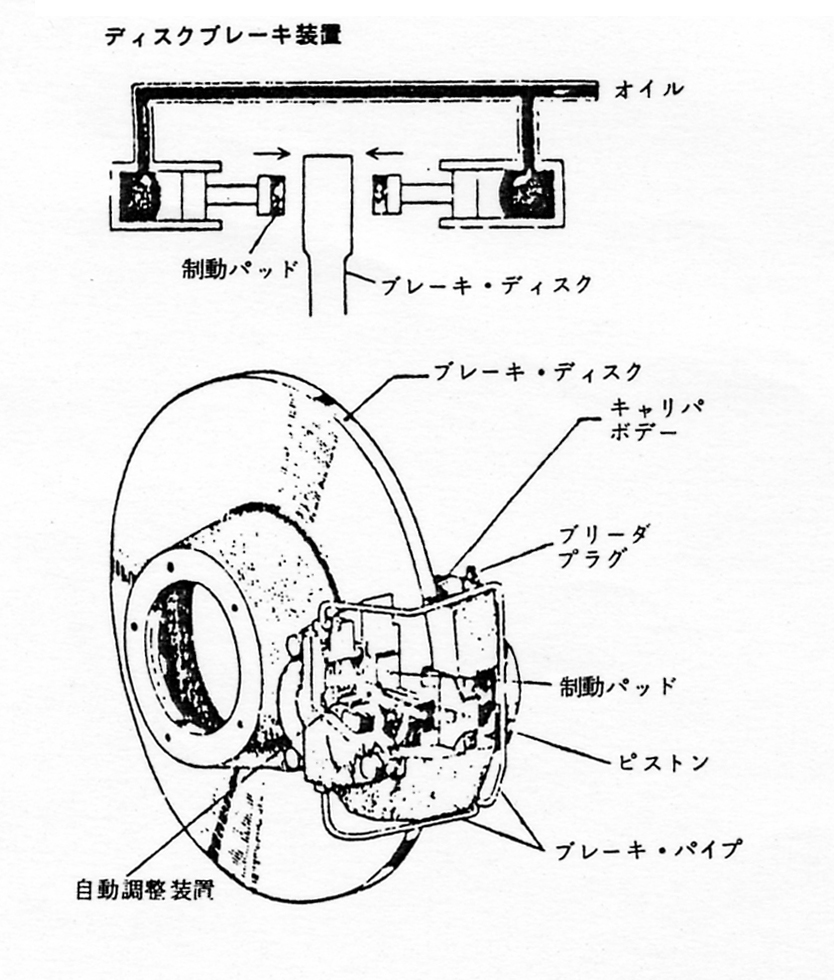 図1 ディスクブレーキ装置 |
(1)ちょう度
グリースもれの一応の目安となるものはちょう度で,ホイールベアリンググリースとしては,NLGI No.2(265~295)またはNo.3(220~250)のものが適当です。グリース潤滑では高速で使用される場合,グリースのちょう度が硬すぎると,回転中の撹拌によって過度の温度上昇が生じかえってもれなどを起す原因となります。
(2)機械的安定性
軸受内ではグリースは石けんのミセルが破断されやすく,高速になるほどグリースが軟化することがあります。そのため機械的安定性のよい,すなわちグリース構造のこわれにくい(軟化しにくい)グリースを選ぶ必要があります。もしグリースが軟化して,シールを通してブレーキバンドやドラムに回ることがあると,事故につながります。
(3)耐熱性,酸化安定性
先にものべましたように,ブレーキの摩擦等によって発生した熱により,運転中はかなりの高温にさらされます。とくに,トラックが山間部を走る場合120℃以上になるともいわれています。したがって,熱に対して安定であること,すなわち高温時にグリースが軟化しないことが必要です。そして,軸受温度がグリースの使用温度範囲内でなければならないことは当然です。一般に回転中の軸受温度は,外面で測定した温度よりも5~20℃高いといわれています。さらに,高温時にグリースの酸化が少ない,酸化安定性の良好なことも必要です。
(4)耐荷重性
ホイールベアリングは非常に大きな衝撃荷重を受けるので,軸受内の金属接触による摩耗を避けるため,油膜強度が大であることが要求され,高荷重になるほど耐荷重性の大きいものが必要です。
(5)防錆性,耐水性
ハブ内に水が侵入する可能性もあるので,水分による軸受の錆を防ぐため,グリースには防錆性が要求され,同時に水によるグリースの軟化を避けるため,耐水性の良いことが必要です。
(6)グリースの取り扱いについて
グリースを取り扱う場合は,ゴミ,水分等の異物を混入させないことが必要です。グリース中にゴミが入ると摩耗や焼付を生じやすくなりますのでとくに注意が必要です。軸受のスキマはいわゆるミクロン単位の精度でありますから,これにくらべて砂塵の大きさはきわめて大きく,カタサも硬いので,これらの異物が混入すると研磨剤として働き,音響が増大し,ミゾや転動面に圧コンを生じ,さらに摩耗の原因となり,はなはだしい時は焼付きとなります。グリースを扱う場合は清潔な場所を選び,使用後のグリース容器はホコリのたたない所に密封して保管することが必要です。
(7)グリースの詰め方について
最後に,グリースの詰め方について説明しておきます。グリースの詰める量が多いと,グリースを撹拌する抵抗が増し熱の発生も増加します。また,放熱も悪くなり,余分なグリースがもれるなどの不都合を生じます。反対にグリースの詰める量が少ないと,必然的に油膜がなくなり潤滑性能は悪く,点検交換時期も短くなるばかりか,焼付や摩耗の原因となります。ハブ内のグリースも多すぎると,ハブ内の温度は上昇し,しかもその熱は一杯につめられたグリースのため外部に逃げることはできず,グリースは熱伝導性が悪いため,ハブ内にこもり,それがグリースの軟化流出を起こし,大きなトラブルの原因となります。何事も中庸が大切です。一般的なグリースの詰め方を参考までに図2に示しておきます。
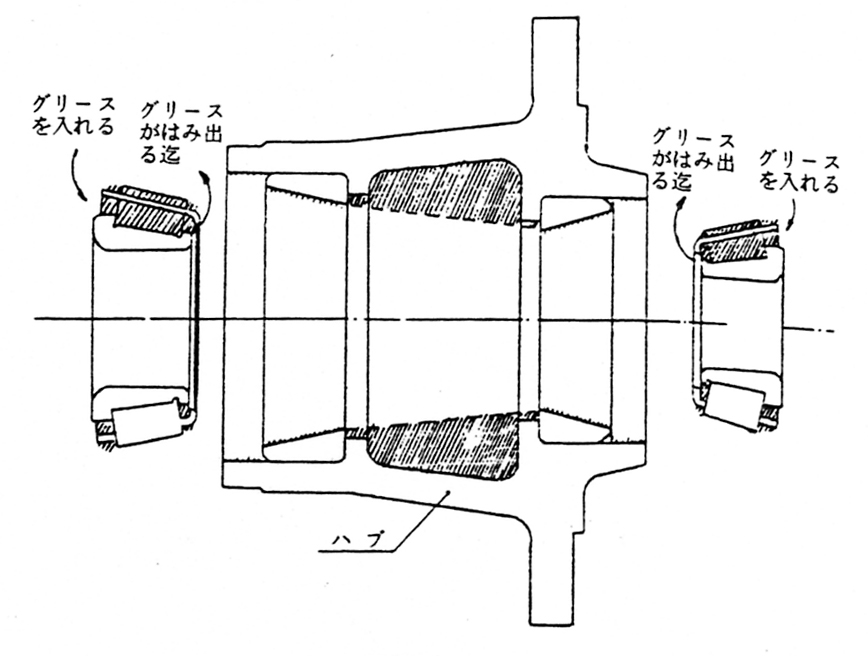 図2 ホイールベアリング回りのグリースの詰め方 |
グリースの交換をする場合,古いグリースなど軸受に付着した異物を完全に洗い落す必要があります。洗浄の方法には,スチームによる方法,洗浄槽による方法などがあります。スチームを用いた場合は,洗浄後は一度常温付近までさめてからなるべく早く検査を終了させ,再使用が可能なベアリングについては錆が発生しないうちに新しいグリースを詰め,ゴミ,ホコリなどが付かないようになるべく早く取付けることが望ましいです。洗浄槽で洗浄する場合,固着したグリースがよく落ちない場合がありますので,その場合は途中で圧縮空気を用いて残ったグリースを吹き飛ばし,その後で再度洗浄を行うときれいになります。
ベアリングに入っている古いグリースの除去が完全でないと,劣化しているグリースが新しいグリースと混合し,新しいグリースの性能を低下させます。さらに,ベアリングを汚い床の上やウエスの上に置いたり,汚い手で持ってはなにもなりません。グリースを充填したベアリングは,清浄な板の上に置くなど細かいところに気をつかって下さい。

「技術者のためのトライボロジー」新発売!








