
1. 超音波洗浄の用途と必要性
超音波洗浄は金属加工後の脱脂,研磨後の研磨材料の除去,レジストの剥離,指紋跡の除去など多種にわたる。表1に超音波洗浄の主たる用途を示す。
|
表1 超音波洗浄機の主たる用途
|
このように,多くの洗浄工程に超音波は使われるのだが,大雑把に言えば硬い材料を対象にし,大量な部品の細かい部分を洗う用途に向いている。その代表例として,HDD,太陽電池用ウエハ,光学ガラス,半導体・LED基板などで多く使われる。シリコン・サファイアインゴットのダイシング後工程において,比較的低い周波数である26kHzや38kHzなどが使われており,強力な洗浄を求められる。ウエハ上のパターン配線工程には高周波である700kHz~1MHzの洗浄機が使われている。HDD洗浄では,近年段階的に周波数をあげて洗浄する超音波の活用がされており,低周波であら洗浄,高周波で精密洗浄が行われている。HDDの記憶密度は360GB/3.5インチ基板(プラッタ)を超え,わずかな欠陥も許されなくなり,40kHz程度の低周波で発生するボイドが問題となっている。
これら多くの洗浄対象物は,製造工程における微粒子洗浄である。微粒子洗浄をミクロな視点でみれば,反発力が引力を上回れば付着・凝集を防ぐことができる。粒子は,固定層そして拡散層の内側の一部を伴って移動すると推定され,この移動が起こるずり面の電位であるゼータ電位は,液性をPH値で制御でき,反発力を高めることができる*1。しかしながら,この反発力だけでは微粒子を除去できず,何らかの物理的エネルギーで剥離のきっかけが必要となる。物理的エネルギーの発生ツールの1つとして超音波が使われる。
一方で,金属加工後の洗浄では,脱脂洗浄では有機溶剤を使用することが多く,超音波の効果よりも有機溶剤の溶解力によるところが大きいといわれている。
本稿では,超音波利用の環境条件が洗浄性に及ぼす影響にスポットを当てて解説したい。
2. 超音波による物理現象キャビテーション*2
超音波による水系洗浄には,微小気泡の膨張収縮現象であるキャビテーションが不可欠であり,キャビテーションの発生には,液体中に存在する微小な気泡核が必要となる。液体を切り裂いて空洞現象をつくる蒸気性キャビテーションを発生させるには,1000気圧以上の音圧が必要となるが,実際には前出の気泡核が超音波の正圧力変化時に内部の気体を放出し,負の変化時に周囲の気体が拡散流入することから,1気圧程度の音圧でも十分にキャビテーションが起こる。この膨張収縮現象の簡易図を図1に示す。
 図1 超音波によって発生するキャビテーションの様子 |
圧縮時よりも膨張時の方が気泡核表面積が大きいため,気体の流入出の収支は異なり,徐々に気泡が成長する。成長した気泡は,気泡同士の合体などで浮力が増し,液面まで上昇し消滅する。一方で,超音波の定在波が発生している場合は,気泡はトラップされ,最終的には圧壊する。壁近傍に存在する気泡の圧壊では,マイクロジェットが壁方向に向かって発生する(図2)。
 図2 エロージョンの原因となるジェット流の発生メカニズム |
この現象はエロージョンと呼ばれ,デバイスへのダメージの原因と考えられている。壁近傍にない対称性を持つ気泡が圧壊する場合には,流体が気泡中心に流れこむが,気泡収縮が限界に達すると流入が止まり,その反動で衝撃波を発生する。発生する衝撃力は下式にあるように,気泡径に比例する。衝撃波の到達点は気泡の大きさの約10倍と考えられている。
r:気泡中心からの距離 ρ:水の密度 c:水中の音速 p:圧力 t:時間
3. 洗浄性を左右する環境条件
3.1 水深の影響
超音波洗浄を行っていると,発振器の出力電力を振動板のエリアで割ったW/cm2(ワット密度と呼ばれる)を用い,同じワット密度であれば,同じ洗浄性を示すといわれてきた。しかしながら,実験を行うと全く違う結果になる。図3のように振動板から洗浄サンプルを同じ距離におき,水深だけを変えていく実験を行った。この場合,水深を変えているだけなので,洗浄サンプルが振動板から受けている電力は同じになるので,前述のワット密度は無論同じになる。結果は水深に大きく依存し,水深が低ければ,低いほど洗浄性は良く,その結果は周波数が高いほど顕著である。
この結果から言えることは,水面の反射も洗浄に大きく寄与している。よって,W/cm2だけではなく,水深も基準化・管理するべきである。
|
○汚れ:油性マジック乾燥なし ○対象:スライドガラスのサンドブラスト面 ○液:空気飽和水(DO値≒7ppm) ○洗浄時間:60秒 ○汚れ面と超音波振動面は対向 |
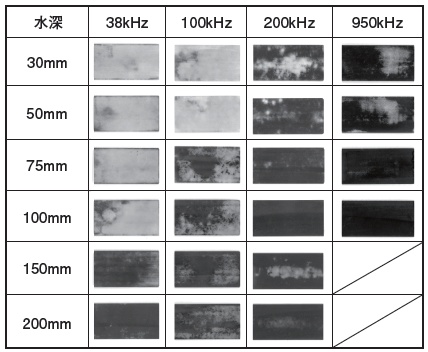 図3 洗浄の水深依存性実験の方法と洗浄結果 |
|
3.2 超音波の配置
超音波の振動子は,できれば洗浄槽の底から配置する方が良い。よく側面に配置する方法もあるが,洗浄の温度依存性が生じる場合がある。振動板は自由端振動,洗浄槽の壁面は固定端であるため,振動板の表面から壁面までの距離は1/4λ+1/2λ・n(λ:波長,n:整数)の距離に配置する場合が,水中の平均音圧強度が上がる。水温が変わると音の速度が変化するので,波長が変わりやすい。底に超音波振動板を配置し,水面に向かって放射する場合,水面は自由端となり,振動板から水面の距離が1/2λ・nになると平均音圧強度が上がる。水面は壁面と違って,位置変動しやすいので,温度による音圧強度変化は,剛体である壁面よりも緩やかである。
3.3 水温の管理
超音波の音の強さを上げるだけであれば,水温は冷やした方が上がる。これは,水温低下で,水の中の気泡が小さくなり,水の中の酸素飽和度が下がる。これにより,音は気泡による伝搬の妨げを低減できる。図4は水温の変化による超音波の音圧強度の変化とアルミホイルの超音波によって生じたダメージを示している。温度が上がるにつれ,超音波の強さが弱まり,キャビテーション衝撃の強度は緩和される。
|
超音波:38kHz洗浄槽 出力:600W(MAX) 音圧:5秒平均値を3回測定 液深:115mm 30mm上 超音波照射時間:30秒(アルミ箔ダメージ試験) |
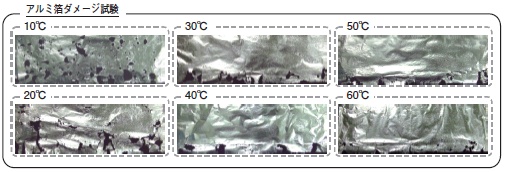 図4 水温による音圧強度変化とアルミダメージ試験 |
|
一般的に温度が高い方が洗浄性は良いが,バリ取りなど衝撃力を必要とする場合,温度を下げる方が良いとされている。
3.4 水の中の気体量
温度(25,65℃),濃度(8.5ppm,12ppm)で750kHzの周波数で,超音波洗浄したデータを図5に示す。微粒子としては,シリカ系スラリーパーティクルをスピンコートし,乾燥させている。12ppmの気体量であれば,25℃の洗浄結果と65℃の洗浄結果もさほど変わらない。65℃で気体量を変化させた場合8.5ppmでは,12ppmに比べ,洗浄性能が29%ほど低下する。このことから,温度よりも溶存気体量が対する洗浄性に寄与する割合が大きいと考えられる。
 図5 投入電力における微粒子洗浄率 温度25℃,65℃ 溶存窒素量8.5ppm,12ppm |
おわりに
超音波は,環境条件によって大きく洗浄性を変化させる。よって,超音波そのものを変更するより前に,その環境条件をいかに安定させるかが大切である。ここでは触れなかったが,水の中の気体種も洗浄に大きな影響を及ぼす。
〈参考文献〉
*1 北原文雄,古澤邦夫,尾崎正孝,大島広行:ゼータ電位,p.102(1995),(サイエンティスト社)
*2 飯田康夫:「ソノプロセスの話―超音波の化学工業利用」,p.7-22(2006),日本工業出版
*3 H. Morita, J. Ida, O.Ota, K. Tsukamoto and T. Ohmi:Proc. of Ultra Clean Processing of Silicon Surfaces 2000, pp.245-250(2000).
