



効率的なミストコレクターの選定と設置方法では、オイルミストの作業環境への影響と問題点,オイルミスト対策の留意点を解説します。さらに,効率的にミストコレクターを使用するための方法を実例をあげ原理と構造を説明します。また,自動車生産工場におけるミストコレクターの設置事例から具体的に効率の良いオイルミスト対策を説明します。
はじめに
国際的な環境問題への取り組みの中でISO14001規格を中心とした環境マネジメントシステムを導入する企業が急速に増加している。あらゆる産業活動に環境側面が問われており,情報開示,環境会計,環境報告などその取り組みいかんにより,21世紀にふさわしい企業であるかどうかが選別基準になると思われる。
自動車生産工場の機械加工工場における環境側面では人間中心の作業環境の在り方が模索されており,工場内の空調,空気の洗浄度向上,発熱対策,騒音,換気対策,省エネルギー化など,これらすべてが連動して工場内の快適環境をいかに実現していくのか,ということを各企業ではISO推進に不可欠な重要テーマとして位置付けている。
1. オイルミストの作業環境への影響と問題点
1.1 オイルミストによる工場内の環境汚染
労働安全衛生法による快適職場環境評価の項目には(1)空間,換気,採光(2)温熱条件(3)粉塵(4)有害物質(ガス,煙気)(5)騒音,振動(6)その他,などがあり,職場の多くは日常生活の場と異なる環境条件に置かれている。
特にそれらが生態の機能を阻害しない程度に異常性を帯びる場合,労働者の疲労は増大して作業効率及び品質の低下疾病,労働災害を発生させやすく,また安全衛生や防災,地球環境に至るまで多方面に影響を及ぼす。
作業環境と職場環境への影響を図1,図2に示す。
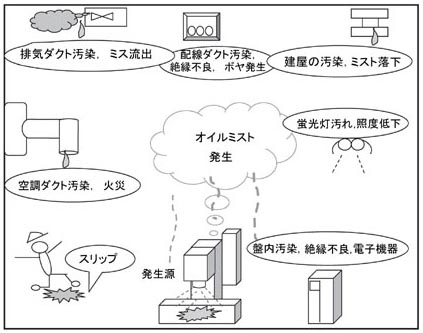 図1 オイルミストによる工場内の作業環境 |
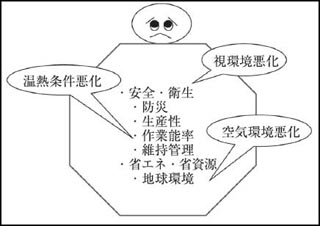 図2 職場環境への影響度 |
2. 生産現場のオイルミストの問題点と原因
2.1 オイルミストの使用用途と種類
生産現場では多種多様の設備が使用されており,設備構造と加工方法,または加工工程によってオイルミストの発生量や工場内の環境条件が著しく異なってくる。
自動車生産工場の機械加工ラインでは,製品品質の維持,向上と工具類の冷却また加工治具周辺の切粉の洗浄,タンクへの回収のため多量な切削液を使用している。そのため個別の切削液回収タンクや集中タンクを備えており,必要に応じた液量を絶え間なく循環供給している。
切削液には不水油と水溶性の2種類があり,加工物や設備仕様に応じて選定されるが,現状は防災面からみて水溶性の切削液が主流となっている。
不水(油)性切削液のミストは比較的細かいミスト(1μm以下)になりやすく,重切削の加工に使うことが多いため,油煙となり工場内に長時間漂う場合が多く,特に床に落ちると非常に滑りやすい。
水溶性切削液のオイルミストは比較的粗い粒子(1~10μm)でミストが付着すると希釈している水分が蒸発して原液がグリース状になる。
加温した水溶性切削液のミストはほとんどが蒸気状態のため非常に細かいが時間とともに空気中に取り込まれてしまう。空気汚れの問題点と原因を表1示す。
|
表1 空気の汚れの問題点と原因
|
3. オイルミストの発生源
不水溶(油)や水溶性の切削液は切削加工時の製品加工精度の維持向上と刃具や加工物の冷却または摩耗防止をするために切削液が使用されているが,部品加工時の切削粉の回収のためにも切削液が使用される。特に,鋳物材やアルミ材の切粉は治具周辺に詰まりやすいため,多量の切削液で洗い流してタンクに回収される。
オイルミストの発生は加工時の発熱で発生するものや機械内部や設備周辺に付着した切削液が気化したもの,また,回収された切削液がタンク内で汚染され性状劣化したものが蒸発して大気中に浮遊するものとがある。しかし多くは切削時に大気中に飛散する0.5μm以下の粒子である。
切削粉や異物または異種油で汚染された切削液は劣化が早く,ゲル状の酸化変質物を生成して悪臭を放って大気中へ蒸発する。やがて気化したミストが建屋内を汚染させて設備故障や空調設備の能力低下を起こして環境汚染へとつながる。
洗浄機の洗浄液や部品・治具などのエアーブローまた設備のミスト潤滑油,クーラントタンクのシュート部もミストの発生源の一つであることなど,水溶性の切削液は特に日常の汚染管理が重要になってくる。
これらを判断すると生産現場における空気環境はもちろん,温熱環境や視環境面にも悪影響が生じ,その被害が安全衛生,防災面から作業能率や地球環境に至るまで多岐に及ぶことになる。
溶接ヒュームや粉塵などは労働安全基準法により基準値が制定されているが,オイルミストについては特に基準値はなく大手の企業では自主的に目標値を掲げている,トヨタ自動車(株)関係では(0.5mg/m3)を目標値としているが,安全衛生または防災面からみて,オイルミストの濃度別視界状況の一般基準値が決められている(表2)。
|
表2 ミスト濃度別視界状況
|
空気調和と衛生工学会の規格による室内空気の条件を表3に示す。
|
表3 室内空気条件
|
4. オイルミストの害
4.1 人への害
ミストを吸い込んで気分が悪くなったり,場合によっては呼吸器ガンや内臓の病気の要因となる恐れがある。
また目への刺激や肌のかぶれなどを起こすことも十分考えられる。ミストは粒子が大きいために大気中に長時間漂い落ちたものが床を濡らしスリップして転倒する危険もある。
部品加工に使用している切削油は主成分として鉱物油,潤滑剤,界面活性剤,防錆剤他多くの添加物が含まれているため,腐食して劣化が進行すると悪臭を放って衣服に染み込んだものは洗濯しても臭いがとれないなどの問題も抱えている。オイルミストの基礎知識を表4に示す。
このようにオイルミストが職場環境に与える影響は深刻な問題であり,定着率の低下が懸念されている。
|
表4 オイルミストの知識
|
||||||||||||
4.2 環境への害
オイルミストの害について表5に示す。
|
表5 オイルミストの害
|
まず工場内の床面や設備または製品,精密機器などへの付着である。特に水溶性ミストは工場内の湿度を助長させ,制御盤内を汚染し電子機器などを故障させるケースが多い。
天井梁に付着したミストが油滴となって床面や製品上へ落下することもあるが,空調機などのフィルター,熱交換器などに付着して風量の低下や熱交換効率の低下によるエネルギーロスも考えなければならない。照明器具への付着で,照度の低下や工場全体の換気による空調エネルギーの放出,熱交換器やクーラント液のオイルコントローラ,ラジェターの汚れによる機能低下は無駄なエネルギーの消費となっている(例:冷房時のエネルギーの44%を屋外へ放出)。また設備換気用のダクト内で油滴となったものがダクト接続部から床面に滴下したり,ダクト内で堆積したものが気化して火災を起こす要因にもなっている。更に工場内空気の入れ替えにより周辺への臭気放出,雨水溝への油分の混入などの害もある。
5. オイルミスト対策の留意点
5.1 使用設備
M/Cカバーの取り付けは可能な限り密閉 性を良くしてミストの工場内流出をなくすようにする。設備周辺へ飛散した切削液のゲル化または気化現象を防ぐため,細めな日常の清掃や治具周辺やシュート,タンク,コンベアー内の切削粉を除去することが重要である。
異種油や潤滑油の混入は切削液の濃度低下と同時に劣化を早めて,酸化性変質物を形成してゲル化して悪臭を放つため,重点的に管理を徹底する。
5.2 使用液
低ミストオイルの採用やオイルの冷却化をすると同時に,タンク内の汚染防止,特に異種油,潤滑油の混入をなくしてミスト濃度の上昇を抑える。
また使用液の濃度管理を定着させてNO 塩素化とオイルの活性化を抑止する。
5.3 工場全体換気の検討
取りきれない浮遊ミストについては誘引ファンなどで換気するなど,空調とのバランスを考慮する。
5.4 効率の良いミストコレクター設置検討
ミストコレクター設置後でも定期的な維持管理の徹底とコレクターに使用するフィルターについては交換不要で,脱臭に対してもより効果の優れたものを選定して,いかに効率よく小風量で処理出来るかを考慮する。
5.5 定期的な環境測定
生産工場の設備規模やミストの発生量を事前に把握した上で,自主的な目標値を設定し,定期的な測定を実施して数値的把握をする。
6. 効率的なミストコレクターの使用法
ミストコレクターを効果的に活用するためには数多い種類の中から目的に合ったものを選定することが大切である。
またオイルの種類や成分,粉塵の種類及び粒子径,除去効率などを考慮しフィルターの選定をしなければならない(図3)。
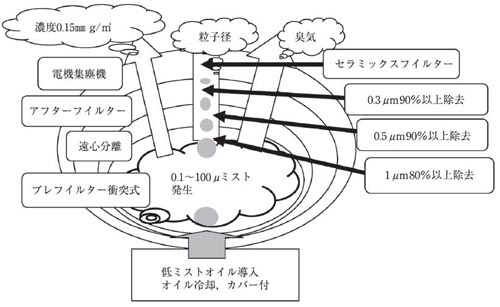 図3 ミスト粒径別システム構成 |
なお,局所排気で取れない浮遊ミストは誘引ファンなどを工場周辺の環境に応じて設置すればすっきりとした全体換気が容易に行える。また空調負荷及び工場内の負圧による粉塵の進入を考えると,集塵機でミスト処理と脱臭までを考慮する必要がある。
オイルは冷却するとミストの発生を小さくし,また活性化及び長寿化してコストダウンにつながる。従ってオイルミストを効率的に解決するには,
(1)低ミストオイルの導入及び活性化
(2)オイルの冷却
(3)M/Cの取り付け
(4)ミストコレクターの設置
(5)換気ファンの設置
など,総合的にシステム構成を考えるのが最適な方法であると思われる。
7. ミストコレクターの種類と特徴
図4はインバーター,自動洗浄システムを装着し,機械連動運転・手動・省エネ運転・異常出力電源ブレーカ・目詰まり警告などの運転条件に適応するミストコレクターである。
 図4 ハイデック高性能オイルミストコレクター |
フィルター方式や静電吸着方式と異なり,新開発の図5はエコリンガーの内部構造を示したものであるが,微細粒子凝集コア,ミスト凝集ターボファン及びプレフィルター,専用モーターなどから構成されている。
微細粒子凝集コアによりサブミクロン粒子の拡大成長を図り,微細ミストを捕捉容易に成長させてから捕捉する方法である。
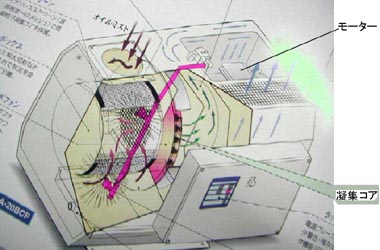 図5 エコリンガーの内部構造 |
エコリンガーの大きな特徴は微細粒子の高効率捕捉が98.7%であることと,自動洗浄システムの採用や低騒音化と液化ミストの100%リサイクル化である。また長時間の性能維持により管理コストの低減とプレフィルターの短時間内での交換(約2分)が可能な点もなども大きな特長である(図6)。
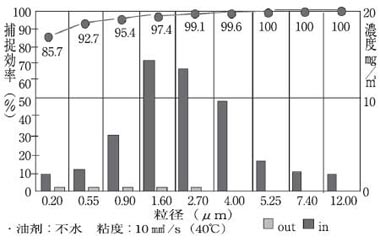 図6 エコリンガー粒径別捕捉データ |
8. オーデンの工場空気清浄機の実用化
8.1 種類と特徴
オーデンの「直結吸気方式」の清浄機は密閉された発生源から漏れる汚染(オイルミスト)を箱内からダクトを介して吸気し,内部を負圧にして漏れをなくす方式である。
ダクトを介して吸気した空気は通常は空気清浄機(集塵機)で清浄化して屋内に排気する(屋外に排出の場合もある)。
最近の工作機械にはクローズタイプが適用されることが多く,ブース内での実験にも使用されている(図7)。
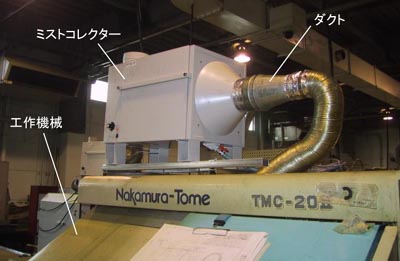 図7 直結吸気方式 |
「局所吸気方式」は密閉出来ない汚染の発生源からフードで集合させ,ダクトで誘導して吸気する方法である。この方式はフードの設計がポイントになり,発生源からフードの入り口までの距離,フードの形状,発生する汚染(オイルミスト)の重量と気流の有無でコレクターの必要な風量が決まる(図8)。
オイルミストをあまり飛散させないように集合させるには,十分な吸気速度が必要になってくるが,あまり速度を上げると空気清浄機内での空気速度が速すぎて浄化する前に外に出てしまう恐れがある。
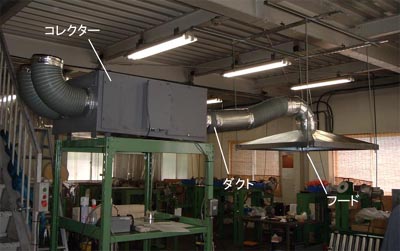 図8 局所吸気方式 |
「直結方式」または「局所方式」での空気清浄が不完全で空気中の汚染(オイルミスト)が残存する場合の手段として,工場全体の換気に合わせて浄化する「広域空気清浄方式」がある(図9)。換気は容易であるが,エネルギーの流出と外部への汚染の問題があるので,広域空気清浄を組み合わせて活用するのが望ましい。
 図9 広域空気清浄方式 |
広域空気清浄方式は,一個所に大きな清浄機を置いてダクトで工場内の空気を集める集中型と,比較的小さい清浄機を工場分散設置してダクトなしで空気清浄を行う分散型に分けられる。
8.2 オイルミストコレクターの原理と構造
電機集塵機とニードル放電方式によりアルミのセルに碁盤目のように並んだ四角柱の針に5KV の電圧をかけることで,コロナ放電が生じて針に吸引される埃の粒をイオン化し,イオン化された埃はセルのマイナス電極に引き寄せられて集塵される。切粉などの大きな粉塵を取り去る金網プレフィルターも付いている。
また内蔵されたニッケル多孔体フィルターはあらゆる科学物質に対して耐食性のあるニッケルを96%の空隙率の多孔体にしてフィルターにしたものである。
吸引されたオイルミストは微細な孔を繰り返し衝突する間に凝集して段々と大きな粒になり液化して滴下する。5μm以下の微粒子は衝突の効果がないので,通過して後方の電気集塵で捕捉されて液化する(図10)。
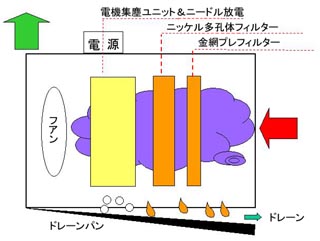 図10 コレクターの原理構造 |
9. 自動車生産工場におけるミストコレクターの設置事例「クランクケース加工ライン」
9.1 クランクケース加工ラインの環境条件
クランクケースの加工ラインにおける作業者の通路付近はオイルミストの濃度は平均2.3mg/m3以上あるので,これを基準値として0.5mg/m3以下にすることが求められている。クランクケースの加工ラインは加工機の構造と切削条件や他ラインからのミストの流入によりミストの濃度が非常に高く,更に工場内の空調や稼働時間また季節変化や設備周辺のレイアウトなどの諸条件によりオイルミストの濃度変化が大きい。そのため環境衛生上オイルミストの濃度基準値を0.5mg/m3以下にしなければならない。
作業者だけの通路を対策するだけであれば,新鮮な空気を入れてやれば十分目標値の0.5mg/m3以下となり,快適な環境を作ることが出来る。また特定の区域を隔離し対策することは簡単であるが,このような方法はミストを他に移すだけのことになり根本的な対策にはならない。オイルミスト対策は発生源で止めることが肝要である。
ミスト対策の基本として発生量を抑えることが一番であり,二番目は発生源を囲うことでミストコレクターでの処理は三番目として考えてもよい。
オイルミストの発生量を抑えるには,クーラントの吐出量や吐出時間を減らしたり加工スピードを落とすことやクーラントの衝突を減らすことなどが考えられるが,加工精度の確認や切粉処理などの問題がついて回るため,ミスト対策は総合的にみて効率の良いものにしなければならない。
9.2 ミストの発生源と作業者ポイント
図11 で示すように,クランクケースの加工ラインで発生するオイルミストの発生源を作業者ポイントとして計測してみると,加工時にクーラント液から発生するミスト,加工後のエアーブローで発生するミストと洗浄機においては洗浄時及びエアーブローの時に発生するミストが多い。また加工ラインのピット内やライン外の設備から発生するミストも集中していることが分かった。
 図11 作業者ポイントのオイルミスト |
9.3 問題点
設備計画では生産性を重点にした作業性,安全性を最優先とし,ライン構成及び設備仕様が決められる。この傾向は今でも主流となっている。そのため設備の開口部や付帯設備が多いために,工場内の気流の影響を受けやすく,オイルミストが拡散しやすいことや,コレクターは一応取り付けられてはいるが,吸引位置が発生源に対して効果的に設置されてないものが多い。
設備納入後に一応ミストコレクターが取り付けられてはいるが,風量不足の物が多く,制御風速を無視した設計やミストの発生状況にマッチしたコレクターまた職場のニーズや環境が,まったく考慮されていない。
コレクターが早期に風量低下し,フィルターが2週間程度しか持たないものが多く,設置後のメンテナンスコストがかかるなど通常の管理レベル以下の状態である。
9.4 オイルミスト濃度測定結果
図12に示すように,クランクケースの加工設備は10~15台でワークの加工工程に応じて設備が編成されている。
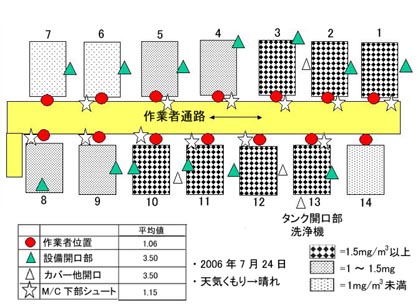 図12 オイルミスト濃度 |
各設備はワークの搬入,搬出扉以外は一応囲ってはいるが開口部が多く,またクーラントタンクやシュート,コンベアーはほとんどが開口している。
機械前面のワーク搬入,搬出の扉付近が作業者のいるポイントとなり,ワークの取り出しと取り付けやエアーブローなど作業環境上オイルミストが集中する。また加工工程によってはクーラントの量やクーラントの衝突も異なるので周辺ミスト濃度も変化してくるが,平均してクランクケース加工ラインのオイルミストの濃度が非常に高いことが分かる。
10. 効率の良いオイルミスト対策
オイルミスト対策の基本として,ミストの発生量を抑えることが一番であるが,クーラントの吐出量や吐出時間はワークの加工精度や切粉処理などに問題が発生するため,設備の周辺を囲うことやクーラントタンクを出来るだけ集中化したり,切粉処理時にクーラント液の流出を防止することなど,設備対策を重点に考えなければならない。
その一つとして設備周辺を樹脂や鉄板による開口塞ぎ,更に設備上部に特殊なフードを追加する。この場合設備内部の保全性を十分考慮しなければならない。
吸引ダクトについては,吸引効率を考えてレイアウトの変更やダクトの大きさについては風量計算をもとに圧損のないようにダクト径とダクトの接続,高低差など慎重に行う。なおダクト内の清掃などメンテナンスのために設備側及びコレクター側にもダンパーを設置する(図13)。
 図13 ミスト対策図 |
ミストコレクターの選定については加工ラインと工場全体の環境を考慮に入れてコレクターの使い分けをする必要がある。
クランクケースの加工機についてはミストの濃度及び風量を検討し,エコリンガー自動洗浄機付のコレクターを設置すると同時に,洗浄機には冬季の加温使用を考慮し蒸気捕捉装置の取り付けと,ピット内の対策,他ラインからの流入ミストの対策については高濃度負荷用としてブルーエポ空気清浄タイプを選定することにした(図14)。
 図14 設置例 |
おわりに
現場を観察してデータを収集し,前項のような対策を行ったが,本来ならクランクケースラインの発生源だけを考えて加工設備とピット内の対策をしっかり行えば0.5mg/m3以下になると考えられる。しかし加工ラインの条件を考えると他ラインからの流入ミストも考慮し通路上の作業ポイントの条件を満たさなければならないことが分かった。
データからでも分かるように,加工ラインの一部では高濃度を記録しているところもあるので次のステップとして流入ミストの対策とそのミストの元となる発生源への対策を講じていきたい。
<参考文献>
ハイデックコレクタ資料
オーデン清浄機資料



