水溶性ミストクーラント供給装置クールテックMシリーズ,Sシリーズ導入事例 2006/12
1.水溶性ミスト加工への転換の背景
京都議定書の批准やISO14001取得などの影響で社会的に環境対策が重要視され,製造現場で使用している切削液や切削油が製造現場の環境を悪くしている原因として取り上げられる中で,切削液の削減と改善の要望が出されていた。
その手段として注目されたのがドライ加工&セミドライ加工(MQL)であり,さまざまな方法が検討され,実用化されてきた。
しかし,採用する現場サイドでは,環境対策の目的のみで従来の切削液による加工からドライ/セミドライ加工へ変更するには,改善としての説得力に欠けていたのも事実で,加工能率や工具寿命の向上など,生産性の改善につながる効果が期待されていた。
そのような中で,従来多く使用されていた油性のミストを使うMQL加工に対して,水溶性ミストでのMQL加工は,環境対策と能率向上の両方を可能にする加工方法として近年特に注目されている。
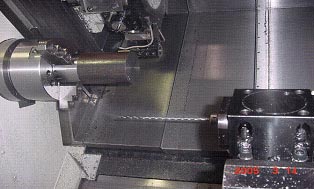
クールテックの水溶性ミスト発生装置は,建設機械やトラックの部品などの重切削加工分野において,従来の2倍以上の切削速度での加工が可能になって生産性向上に寄与しているという実績がある。
2.製品説明
クールテックの水溶性ミスト発生装置は,水溶性ミスト液を高圧で空気と混合し,配管内を搬送する方式で,床置き型のMシリーズと機上搭載型のSシリーズがある。
Mシリーズは床置き型で,横型マシニングセンターなど1軸対応のM-1(1ポンプ)と,複合旋盤など複数軸の機械対応のM-2(2ポンプ)がある。
 写真1 M-1(1ポンプ) |
 写真2 M-2(2ポンプ) |
Sシリーズは,ミスト装置と切削工具までの配管経路が長くなる工作機械,たとえば大型の門型マシニングセンターなどで,Mシリーズのような床置きでは対応できない場合に,工作機械の主軸に近いところに搭載する小型のミスト装置で,配管経路を短くすることが可能である。
Sシリーズは,機上搭載型ミスト装置(M-1s)と,M-1sにミスト液を補充するための補充タンク(S-1s)で構成されている。
 写真3 M-1s(機上搭載機) |
 写真4 S-1s(補充タンク) |
ミスト液は,専用のミスト液原液(クールミスト100)を20~30倍に希釈したものを用いる。
希釈率は機械の配管経路や刃具のサイズ,被削材などによって最適な条件が異なる。
3.水溶性ミスト加工の特長
クールテックの水溶性ミスト発生装置は,希釈した専用クーラント液(クールミスト)をミスト化し,工作機械のクーラントとして使用するシステムで,従来の液体クーラントや油性ミストと比べて高速・高送り加工と工具寿命で大幅な効率アップが期待できる技術である。
クールテック水溶性ミストの特長
水溶性ミストは高推力の空気圧(0.3~0.5MPa)で実際に加工している切削点の工具と被削材の隙間に入り込み,切削に必要な潤滑・冷却・切粉排出を効果的に行う。(図1)
特に,水溶性ミストは瞬時に気化することで,切削点での発熱を抑える効果に秀でている。
そのため,水溶性ミストは発熱量が多くなる重切削や切削液が届きにくい深穴加工などで特に高い効果が期待できる。
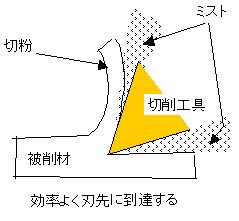 図1 切削点拡大イメージ |
油性/水溶性クーラントとの比較
クーラント液の場合,高圧クーラントでも,高速で回転する工具/ワークの切削点には遠心力の影響でなかなか到達しない。
更に,切削点の発熱はクーラント液との熱伝導で間接的に冷却するので,ミストに比べ大幅に劣る。
油性ミストとの比較
油性ミストの場合,吐出量が水溶性に比べて少なく,また気化熱での冷却もないため,冷却効果が殆ど得られない。(弊社製品での比較)
|
VS |
|
<経済的効果>
|
⇒
|
|
<環境への配慮>
|
⇒
|
|
4.加工能率向上の事例
<大径ドリルの改善>
<小径ドリルの深穴加工の改善>
|