


「微量油供給加工法の技術動向と研究動向」 2008/3
はじめに
環境保全の立場から,MQLなどの微量油供給加工が注目され始めてからおおよそ10年の時が経った。この間にMQLに特化した油剤,装置開発が積極的になされるとともに,ドリルスルー供給によるMQL深穴加工などが,環境性能はもちろんのこと,加工の高能率化にも資することが示され,実用ラインへの適用も盛んになってきた。
しかしながら,一方でMQL固有の問題もクローズアップされてきた。ひとつは浮遊ミストの問題であり,作業環境保全の立場からミストコレクタを設置せざるを得ないのであれば,エネルギー消費量削減の観点から言えば逆行であるといえる。また,冷却不足はセミドライに限った問題というわけではないが,MQLでは温度上昇のため,表面仕上げが満足のいくものとならない場合がある。さらに切り屑処理も大きな問題となる場合が多い。最近の微量油加工の研究開発の方向性の一つは,これらMQLが抱える諸問題を解決することにある。切り屑処理に関しては他稿に譲ることとし,ここでは,浮遊ミスト抑制のキーテクノロジーとなり得る油剤量の極小化技術と水ミストの効果に関する基礎的研究について述べる。
1. 油剤量の極小化
潤滑性能を損なうことなく,加工液の供給量を極小化しようとする手法の代表がMQLであるが,油剤ミスト径は数ミクロンと小さいことから,工具や工作物が高速回転する場合には,供給されたミストの多くが工具表面に到達できず浮遊することとなる*1。浮遊ミスト発生量の増加は,作業者の衛生面への影響が懸念されると同時に,加工点で潤滑油不足が生じている可能性もある。そもそも潤滑に寄与しない無駄な油剤が存在することとなる。
油剤の無駄をなくし,供給量を極小化するためには,供給点を可能な限り加工点近傍に位置させれば良いと考えられるが,微量の油剤を連続的に安定して供給する工夫が必要となる。
1.1 旋削加工
旋削では図1に示すように,チューブポンプを用い,工具逃げ面を濡らす程度の油剤を供給し,さらにそれを工具/被削材界面へ押し込むように圧縮空気を供給することで,乾式旋削に比べ,逃げ面摩耗と仕上げ面の改善がなされることが報告されている*2。S45Cの旋削加工の場合(f0.05;DOC2mm),植物油0.8cc/hと極微量供給であっても,工具寿命(VB0.2mm)は倍以上となっている。6cc/hでは4倍以上となる。
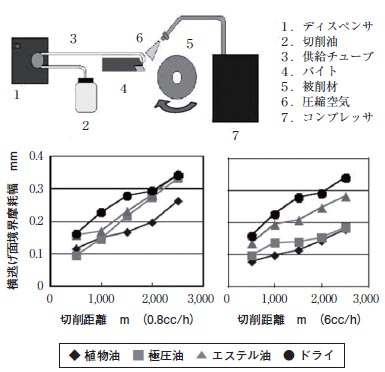 図1 極微量油供給法による工具逃げ面摩耗抑止効果*2 |
ミストを用いた潤滑でも,図2に示すように樹脂フィルムを用いて,浅いMQLミスト供給流路を工具ホルダ側面に形成し(図中白点線),これを銅薄板で覆うことで,旋削工具逃げ面直下にミストを供給する手法が提案されている。この方法では,通常のMQL油剤供給量の一割以下である1cc/hの供給量でも耐熱合金Inconel718切削時の逃げ面摩耗低減効果が湿式と同等であることが報告されている*3。
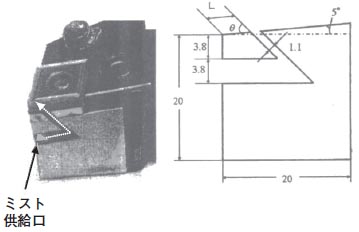 図2 逃げ面にミスト流路を形成したMQL用バイトホルダ*3 |
これらは,加工点近傍まで供給点を接近させれば,微量な油剤でも高速回転する被削材による空気流の影響を受けることなく,従来と同等の潤滑が可能であることを示している。
一方,工具表面の油剤の保持性を向上させることで潤滑性を確保することも試みられている。図3のように,フェムト秒レーザによるアブレーションにより,超硬工具表面に微細なテクスチャを施すことで,MQL加工時の工具すくい面摩擦が調べられており,切りくず流れ方向に垂直なうねりを形成した場合の油剤の保持効果が高く,摩擦低減効果が大きいことが報告されている*4。この場合は,必ずしも供給量の極小化を目指したものではないが,潤滑性の確保は結果として供給量を極小化することとなる。
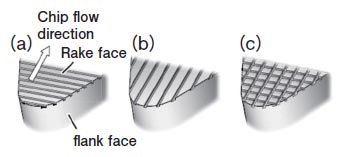 図3 潤滑保持性向上のための工具表面のテクスチャリング*4 |
1.2 回転工具加工(エンドミル加工)
一方,エンドミルなど回転工具による加工では,旋削加工のようにミスト供給点を工具に接触させることは難しい。そこで,空気流の影響を受けにくい比較的大きなサイズの液滴を用いる手法が提案されている。
油膜付き水滴加工液(OoW,Oil-on-Water droplet metalworking fluid)は,表面に僅かな油剤を拡張させた0.1mm程度の水滴を空気流によって供給する。油剤のみをミスト噴霧するMQLに比べ,液滴サイズが大きいため高速回転する工具にも容易に到達でき,かつ水滴の蒸発による冷却作用も期待でき,アルミニウム合金のエンドミル加工では,MQLに比べ加工抵抗を30%程度低減できる場合もあることが報告されている*5。
一方,水の利用は液滴のサイズ,冷却効果で有利ではあるが,製品および工作機械のさび,および腐食が懸念される場合もある。図4に示す微小油滴直噴潤滑(DOS,Direct Oil Shot Lubrication)は,2μL程度の油滴を約30m/sの速度で間欠的に加工点に直接噴射することで潤滑しようとするもので,表1に示すアルミ合金(A6061)の高速エンドミル加工条件でMQLと同等の潤滑効果を確保し,ミストの発生を数%以下に抑止している*6。
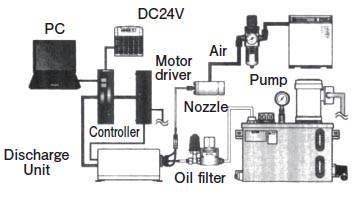 図4 微小油滴直噴潤滑装置(DOS)概略*6 |
|
表1 Cutting condition
|
前述の表面のテクスチャによりMQL加工時の油剤の保持性を向上させる技術は,フライス工具でも研究開発がなされており,DLCコーティングにより工具すくい面にパターンニングすることで同様の効果があることが報告されている*7。
2. 水の積極利用による被削性の改善
MQLの欠点のひとつは冷却性に乏しいことであるが,これは水ミストとの併用により改善することが多く報告されており*8,*9,既に実用化も進んでいる。切削油技術研究会でも2005年以降,環境対応加工技術として水ミスト加工を取り上げており,断続と連続旋削が混在する条件では,水ミストが最良であるという結果を報告している。また,L/D=10程度のアルミ鋳物の深穴加工への適用においても良好な結果を報告している*10。この場合,チゼル部やフルート部への被削材溶着抑止効果がウェット加工と同等であることが,良好な加工のポイントであるといえる。
ところで,水ミストの効果が単に被削材の温度を低下させ,アルミ合金の凝着性を低下させるだけであれば,水ミストのみを供給しても加工力の低減効果が見られるはずである。しかしながら,水ミストのみを供給した場合,切りくずが工具へ溶着し,著しく加工力が増加する。また,油剤として鉱油を用いて油膜付き水滴加工を行っても大きな効果が得られない。
一方,油剤に植物油などエステル系の油剤を用いてOoW加工を行うと,前述したようにアルミ合金においては著しい被削性向上が見られる。これらの事実から,水と油剤の相乗効果により高い被削性が得られていると考えられる。
図5には,超硬基板上に表面粗さと同程度の厚みとなるだけのわずかな油剤を供給しアルミ合金A6061と,摩擦試験を行った場合の摩擦係数を示した。この摩擦試験の接触応力はアルミ合金の塑性流動応力程度であり,切削におけるすくい面の摩擦状態と同等である。図からわかるように,鉱油は温度によらず高接触応力下での潤滑性能が低い。
 図5 すくい面接触応力条件下での摩擦力の温度依存性 |
一方,ポリオールエステル(POE)や精製植物油は200℃付近まで低摩擦を維持できている。図6は油膜付水滴加工液を用いてアルミ合金のエンドミル加工を行った場合の供給水量と加工力の関係である。供給した水ミストが蒸発により奪える熱量が全切削仕事の15~20%程度で加工力低下が飽和する傾向がわかる。
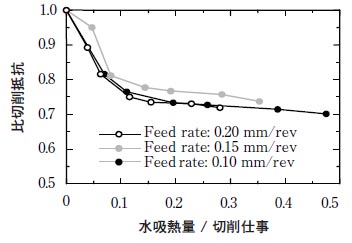 図6 油膜付き水滴加工液を用いたエンドミル加工の 水の吸熱能変化に対する加工力変化 |
切削加工において工具へ流入する熱エネルギーは全切削エネルギーの10%以下であり,この程度の冷却能があればエンドミル加工のように直接工具表面へミストが到達できる場合,工具表面を十分冷却することが可能となり,POEや植物油が十分潤滑能力を発揮する200℃以下に工具温度を保つことができると考えられる。これが,水ミストを併用する場合の冷却と潤滑の相乗効果の一つであると考えられる。
油膜付き水滴加工には及ばないが,同様な効果は図7のように界面活性剤を用いず,超音波振動を用いて機械的攪拌により生成されたエマルションを,比較的低圧の空気流で噴霧することでも得られている*11。
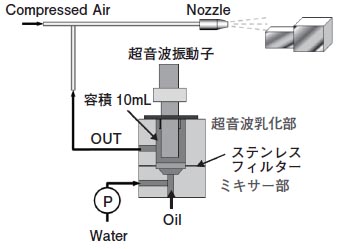 図7 超音波振動を用いた物理乳化による水ミスト供給装置 |
おわりに
MQLの油剤量の極小化と水ミストの効果について概説したが,実は油剤や水溶性加工液のミスト供給は決して新しい技術ではなく,60年~70年代にも研究報告が見られる。しかしながら,実用ラインへの適用は進められなかった。今日,微量油供給加工の実用化が進められたきっかけの一つは,環境対応化であることは間違いのないところであろう。あらゆる生産現場において,微量油供給加工が従来加工に取って代わることは難しいが,持続発展可能なものづくり社会を実現するために,この流れを後退させることがないよう,一層の研究開発が望まれる。
〈参考文献〉
*1 笹原,原,田中,浜野:ニアドライ加工環境中でのミスト・油煙の発生量とその捕獲,精密工学会誌,72,8(2006),983.
*2 鈴木,酒井,新牧,脇田:極微量油供給による旋削(第5報)チュービングディスペンサの適用,2005年度精密工学会秋季大会学術講演会講演論文集,683.
*3 釜田,帯川,浅野,中山:MQL仕上げ旋削加工におけるオイルミスト噴出方向が工具摩耗に与える影響,機会学会第6回生産加工・工作機械部門講演会講演論文集,(2006),219.
*4 川堰,杉森,森本,森田,堀:マイクロ・ナノテクスチャによる表面機能の制御を利用した切削工具の開発,2007年度精密工学会秋季大会学術講演会講演論文集,449.
*5 吉村,糸魚川,丹羽,中村:油膜付水滴加工液生成の安定化に関する研究,日本機械学会論文集(C),72,715(2006),941.
*6 藤澤,柿沼,青山,青木:微小油滴直噴潤滑機構の環境対応型切削加工への適用,機会学会第6回生産加工・工作機械部門講演会講演論文集,(2006),165.
*7 榎本,渡部,高崎,青木,大竹:微細表面形状を有する切削工具によるMQL加工,機会学会第6回生産加工・工作機械部門講演会講演論文集,(2006),163
*8 陳,鈴木,酒井:複合ミスト供給法による旋削加工の研究-冷却性と潤滑性,精密工学会誌,67,6(2001)922.
*9 T. NAKAMURA,T. MATSUBARA,F. ITOIGAWA and K. KAWATA:Oil Film on Water Fog Metalworking Fluid,Proc. of the 10th Int. Conf. of Prec. Engg.(2001),269.
*10 第69回切削油技術研究会総会資料
*11 岡本,畠中,糸魚川,水野:航空機アルミニウム部品加工における逐次乳化形切削液供給システムの実用可能性,日本機械学会論文集(C),72,717(2006),1680.





