


微少量潤滑油供給装置エコセーバ 2006/3
1. 製品開発の背景
フロンガスによるオゾン層破壊や二酸化炭素等の排出による地球温暖化などの環境問題が1992年の地球サミットや1997年の地球温暖化防止京都会議などで討議されて以降,世界規模での環境汚染問題は急激に関心が高まっている。環境ISOは1996年にISO14001シリーズとして規格化され各企業がISO14001を取得し自主的に環境汚染を防止するシステムを構築し,日々改善している。
金属部品機械加工では,ある大手メーカのデータによると切削液関連のコストが加工コスト全体の約16%にのり,高圧クーラントなどにより更に切削液関連コストの比率が高くなりつつあるとの報告がある。また,切削液には極圧添加剤として塩素・硫黄・リンが含まれており,これらが廃液処理される際に有害な物質を発生させることがあるとも指摘されている。
このような背景から切削液を使用しないで加工を行うドライ加工を目標として,刃物を中心に研究が進められてきた。しかし,一部の被削材質や加工方法を除いて刃物加工寿命や加工精度など従来の切削液を使用した場合の性能を満たすものは少ない。
そこで注目されているのが必要最少量の切削油を加工部分に供給し,刃物加工寿命や加工精度を向上させるMQL切削法(セミドライ加工法)である。
当社はこれらのニーズに基づき,圧縮空気を用いて切削油を供給するMQL(微少量潤滑油供給)装置「エコセーバ」を1998年に開発した。
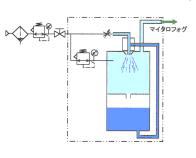
2. エコセーバの基本原理
圧縮空気により油を霧吹きの原理で容器内にミストを発生させ,微細なミスト(マイクロフォグ)だけを空気とともに容器外に供給する。粒径の大きなミストは,自重で落下して容器内の下部タンクに戻る。
3. 製品説明
エコセーバは,大きく分類してスピンドルスルー対応機械用のKEP3型と外掛け方式対応用KEP-R型の2タイプがある。その他に高圧仕様(1MPa),貯油量(タンク容量)拡大仕様等も用意している。
3-1 「エコセーバKEP3」
スピンドルスルーの場合,高速回転のマシニングセンタでは,油粒子が大きいと主軸を通過する際,遠心力の影響で主軸内壁に付着してしまい,切削開始時にミストが吐出されない等のトラブルが起こる。KEP3は独特の内部構造により,粒径1μm前後のミストのみを供給する機構を設けている。この結果,高速回転だけでなく複雑な配管でもエコセーバの作動開始から切削油が加工部に到達するのに1秒程度と良好である。また,独自の定圧制御機構によりミスト吐出口の穴径が変わって空気流量が変化しても容器内をほぼ一定の吐出圧力に保持でき,一度圧力をセットすれば調整が不要である。
吐出油量は,内蔵電磁弁により機械制御盤から2段階に直接制御できる。吐出油量15mL/hで使用した場合80時間連続稼働させることができる。
 図2 エコセーバKEP3 |
表1 エコセーバKEP3基本仕様
|
3-2 外がけ専用エコセーバ「KEP-R」
外がけ専用のKEP-Rはオールエア駆動で,電源が不要である。吐出油量が最大で50mL/hとKEP3に比べ2.5倍程度になっている。オイルミストを細かく選別せず簡略化している(平均粒子径3μm)。油量調整は手動のみとしている。また,KEP3と同様にエコセーバの特徴である定圧制御はこのKEP-Rにも備わっている。
エコセーバKEP-Rは,比較的油量を必要とする加工,旋盤,ホブ盤,鋸盤などに有効である。もちろん,フライス盤などの外がけ用としても使用でき,機械導入時ではなくても,後付けで簡単に取付け可能である。
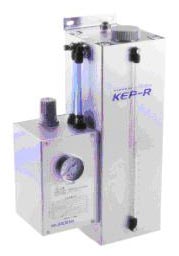 図3 エコセーバKEP-R |
表2 エコセーバKEP-R基本仕様
|
4. MQL採用によるメリット及び切削加工事例
メリット:切削油の消費量削減,給油設備や廃液処理コストの低減,刃具の寿命延長,加工精度の維持,油除去の軽減等の効果が得られた。
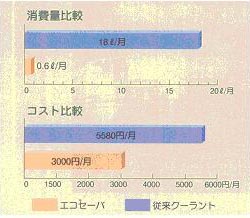
事例1. 切削油の消費量削減
<ユーザー切削事例>
○消費量比較
○コスト比較
|
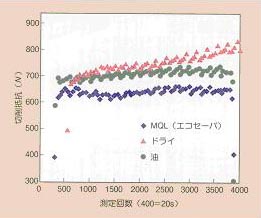
事例2. 刃具の寿命延長
<切削抵抗比較>
セミドライ加工の切削抵抗が最も低く,したがって刃具寿命が延長できる。 |
なお,当社ではMQL用の切削油としてJX日鉱日石エネルギー(株)の「ユニカットジネンMQL」を推奨販売している。この油は,合成エステル油であり,切削油剤として高性能かつ生分解性がよく有害な添加物は使用していないため,自然にやさしいMQLに適した油である。特に植物油で問題となっているベタツキ性が大幅に改善されている。





