


「アルミ加工におけるドライ化の現状」 2006/12
はじめに
切削加工において切削油剤は,工具寿命の延長はもちろん,加工能率及び加工面品位の向上のため重要な役割を演じている。古来より,切削油の役割はまず潤滑にありと考えられ,植物油,鉱油が採用された。近年,生産性の向上のため高速切削加工が提唱され,工具と加工物との摩擦熱を除去するため,冷却効果の大きい水溶性切削油を大量に供給する,いわゆる高圧クーラントが一時もてはやされた。
しかし,大容量ポンプなどの高圧クーラント用機器は加工設備のイニシャルコストはもちろん,電気代,油剤などのランニングコストをも大きく増大させた。それに加えて,過冷却は高速切削用工具の主流を占めるコーティング超硬工具の寿命を減少させる欠点が見つかり,現在では高圧クーラントの採用は減ってきている。
切削油剤供給コストの削減,切削加工後の被削物の洗浄の軽減及び環境対応のため,ドライ加工及びMQL(Minimum quantity
Lubrication:極微量潤滑)が普及しつつある。切削速度に比例して切りくずの温度は上昇するが,工具及び被削物の温度上昇は少ない。これは発生する摩擦熱の大部分を切りくずが吸収するということである。すなわち,従来最重要と考えられて来た冷却よりも,切りくず除去を切削油剤に委ねることが必要ということである。鋼製金型や部品のミリング加工では切りくず除去を重視し,切削油剤は一切使用しないエアブロー切削が広く普及している。
それではアルミ材についてはどうであろうか。アルミニウムは融点が低く,活性度が高い金属であるため,切削温度が上昇すると,工具の表面に凝着や溶着を生じ,無給油切削が著しく困難である。アルミ材の無給油切削には切削状況に応じたさまざまな工夫が必要で,以下にその対応策を述べる。
1.アルミニウムの種類
アルミニウムのドライ加工の可能性はその加工形態によって大きく異なる。すなわち,アルミニウム合金中のシリコン量が増加するに従い,切削抵抗の増大が発熱をもたらし,溶着が生じやすくなる。工具の種類としては穴加工では熱がこもりがちになるのでミーリング加工に比べて困難が伴う。
アルミニウムの種類と工具の種類によってドライ切削の可否が決まるので以下に順次説明する。アルミニウムの種類としては展伸材,鋳物,ダイカスト,鍛造材,MMC(Metal
Matrix Composites:金属基複合材料)など種々存在するが,含有シリコンによるAl-Si共晶及びMMC中のSiC硬質粒子の存在が被削性を左右する。図1に各種アルミニウム合金の組織写真を示すが,硬質粒子が多いほど難削材である。
 (a)展伸剤 A5052 |
 (b)高Si 鋳物 AC3A |
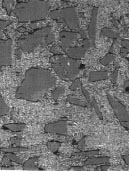 (c)金属基複合材 MMC |
||
|
図1 各種アルミニウム合金のミクロ組織
|
||||
2.アルミニウム合金の切削事例
2.1 コーティングの効果
アルミニウムの無給油切削にはコーティングが必須である。A5052,A7075などの展伸材にはDLCコーティングの効果が大きい。
図2は展伸材A5052を無処理エンドミルとDLCコーティングエンドミルによりエアブロー切削した時のエンドミルの損耗状況を示したものである。図(a)の無処理エンドミルは3.5m切削時点で溝にアルミニウムの切りくずが詰まって切削不能に陥っているのに対して,図(b)のDLCコーティングエンドミルは84m切削にもかかわらず損傷が軽微であり,展伸アルミニウムに対する優位性が明らかである。
図2 アルミニウム展伸剤A5052にDLCコーティングの優位性
|
|||||||||||||||||


高シリコンアルミニウム合金切削の場合はDLCコーティングよりもダイヤモンドコーティングが適している。これはアルミニウム合金中の硬質粒子によりDLC膜が剥がれてしまうからである。ダイヤモンド膜は硬質粒子に負けない強度を有しているので,高シリコンアルミニウムに効果があるわけである。ダイヤモンドコーティングといえども結晶粒が大きいと結晶と結晶の谷間にアルミニウムが擦り込まれたように凝着するので微結晶ダイヤモンドコーティングでなければならない。
図3は高シリコンアルミニウムダイカストADC12のエアブロー穴加工の例である。図(a)のDLCコーティングドリルは450穴加工時点で溝に切りくずが詰まって切削不能に陥ったが,図(b)の超微結晶ダイヤモンドコーティングドリルは3,600穴加工時点でも大きな溶着は生じておらず,高シリコンアルミニウム材に対する適性が明らかである。
図3 超微結晶ダイヤモンドコーティングドリルのアルミニウムダイカストに対する優位性
|
|||||||||||||||||
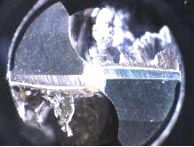
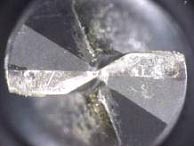
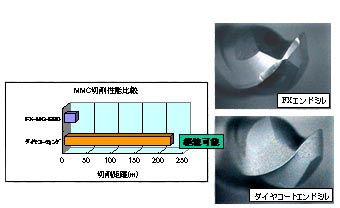
アルミ系超難削材料のMMC材でも超微結晶ダイヤモンドコーティング工具によりドライ切削が可能である。図4はSiC30-MMCを無給油エンドミル加工した例である。通常のチタン系コーティングエンドミルでは20m程度の耐久寿命であるが超微結晶ダイヤモンドコーティングエンドミルは200m以上の長寿命を示している。
| MMC(SiC20%-Al)
ダイヤモンドコーティングボールエンドミル R5
図4 超微結晶ダイヤモンドコーティングボール
エンドミルのMMCに対する優位性 |
|||||||||||||
2.2 乾式とMQLの比較
上述のように超微結晶ダイヤモンドコーティングはアルミニウムの無給油切削に絶大な効果をもたらすことは分かったが,エアブローに代えてMQLを適用すれば,更に工具寿命を延長出来ると考え,図5の実験を行った。切削条件は図3と同一である。
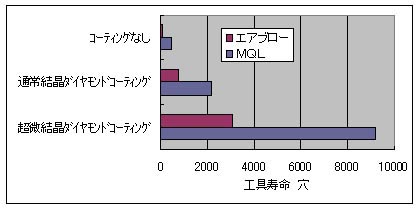 図5 ドリルの表面処理と切削剤の関係 |
乾式(エアブロー)とMQLのもとで,コーティングなし,通常結晶ダイヤモンドコーティング,超微結晶ダイヤモンドコーティングの各ドリルによりADC12に対する工具寿命を比べたものである。表面処理なしのドリルをエアブロー下で用いた場合は94穴目で切りくずがドリルの溝に詰まって折損したが,MQL下では447穴まで寿命が延びた。同様に通常結晶ダイヤモンドコーティングドリルと微細結晶品もエアブロー及びMQL下で工具寿命試験を行った。通常,結晶品はエアブロー下で731穴で折損,MQL下でも2,160穴で折損した。折損原因はいずれも切りくずの溶着及び溝への詰まりである。微細結晶品はエアブロー下で3,080穴,MQL下で9,216穴と著しい長寿命を得た。この場合の寿命原因はドリル先端刃先のチッピングであり,通常結晶品とは損傷形態が異なっており,微細結晶ダイヤモンドコーティングドリルのアルミニウム合金のドライカッティングに対する適性が立証された。
図6は試験中もしくは試験後のドリルの外観写真である。図(a)は通常結晶ダイヤモンドコーティングドリルのMQL下で2,000穴切削した時点で試験中のドリルの外観を撮影したものであるが,溝一面にアルミニウムが溶着しているのが分かる。この後160穴切削,合計2,160穴切削した時点でこのドリルは切りくず詰まりのため折損した。図(b)は微細結晶ダイヤモンドコーティングドリルのエアブロー下3,080穴切削時点で刃先チッピングで寿命となったものである。溝底に被削材の溶着が少なからずあり,切りくずの噛み込みによる刃先のチッピングを助長していることが明白である。図(c)は微細結晶ダイヤモンドコーティングドリルのMQL下9,216穴切削時点で刃先チッピングのため寿命となったものであるが,被削材アルミニウムの溶着は皆無であり,微細結晶ダイヤモンドコーティングとMQLを組み合わせることにより著しい工具寿命の向上が得られた。
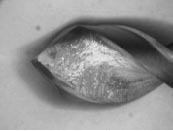 (a)通常結晶ダイヤモンドコー ティングドリルMQL下 2,000穴切削後 |
 (b)微細結晶ダイヤモンドコー ティングドリルエアブロー下 3,080穴切削後 |
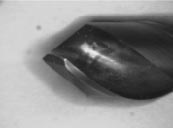 (c)微細結晶ダイヤモンドコー ティングドリルMQL下 9,216 穴切削後 |
||
|
図6 試験ドリルの損耗状態
|
||||
2.3 MQLのミスト量と工具寿命
アルミニウム加工におけるMQLのミスト量に言及した資料は少ない。一般的には時間当たり20cc程度の例が多いがその10分の1でも効果があったとの報告もある。前述したようにアルミニウムの種類と加工の形態によって,必要油量も大きく変化すると思われるので,試し切削を通して適正量を把握すべきと考えられる。ひとつ言えることは,ミリングでは少なめ,穴加工では多めに設定するべきということである。
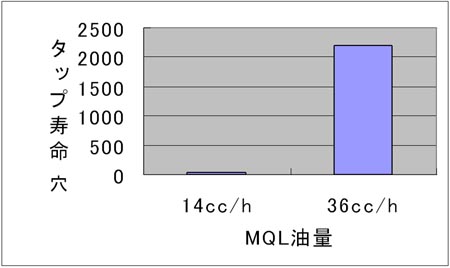
図7はアルミニウム鋳物のタッピングにおいてミスト量の多少と工具寿命の関連を見たものである。この場合,時間当たり36ccの時は2,000穴以上の工具寿命が得られているが,14ccの場合はわずか5穴の工具寿命であった。溶着寿命は摩耗寿命と異なり,突発的に訪れるのでこのような大差が生じたもので恒常的とは限らないが,穴加工のMQL油量を多めに設定すべきひとつの例である。
図7 MQLの油量と工具寿命の関係
|
|||||||||||||
おわりに
アルミニウム合金は鉄鋼材料に比べ軟らかく工具摩耗も小さいので,給油切削すれば,一般的に難削材には分類されない。しかし,無給油切削においてはしばしば溶着や凝着のため,工具寿命を著しく低下させる。最近工具メーカーからアルミニウム合金の無給油切削に適した種々のコーティング工具が市販されつつあるので,これらの工具を上手に利用していただきたいものである。





