


「MQL・セミドライ加工における廃油・廃液減量化対策について」 2006/12
はじめに
工作機械は,自動車や家電製品の生産設備として全国で約70万台*1稼動している。切削加工において使用されるクーラント(切削油)は年間約13万t消費され,約42万tの廃油を生じていると言われており,その人体や環境への悪影響が懸念されている。
従来から切削加工の設備においては,高能率化のために切削液,すなわちクーラントの使用量の増大化や供給圧の高圧化が進められてきた。切削加工で生じた切りくずを大量のクーラントで流し続けることで,速やかにかつ自動的に加工室から機外の所望の場所に搬送除去させてきた。
また2MPa以上に増圧した,いわゆる高圧クーラントを主軸及び工具の軸心を通して刃先に供給することで,穴加工の加工能率を向上させることが可能になった。
穴加工は被削材の奥深く限られた空間の中で連続切削が行なわれるために刃先近傍が高温になりやすく,また生成された切りくずは狭く長い通路を伝って外部に排出されるため,詰まりやすいなどの困難性を有しており,従来から生産設備のボトルネックであった。切りくずを圧力で強制的に排出して穴加工の加工能率を向上させるためにクーラントの高圧化がより促進されてきたという経緯がある。
このようにクーラントは,切削加工の生産性向上に重要な役割を果たしてきたが,一方で多くの問題を抱える結果となった。すなわち,飛散したクーラントによる土壌及び水質への汚染や作業者の健康への被害,油性切削油に潜む火災の危険,水溶性切削油による摺動部や転動部の潤滑油流出による焼き付き及びさびの発生,シール類の劣化などである。
そこで1990年代以降,主に環境負荷低減を目的として従来の切削液の代替として1時間当たり数mL~数十mLの極少量の潤滑液を圧縮空気で霧状としたうえ,刃先に供給するMQL(Minimum Quantity Lubrication)加工法の研究が進められてきた*2~*4。
これは,最適最小量の潤滑液を圧縮空気を搬送媒体として工具先端部に直接供給することで,高能率かつ高精度な加工を実現するとともに,環境改善や省エネにも効果が高い,新しい加工方法である。
従来の工法では加工部の冷却と圧力による切りくずの排出性向上が重要視されてきたのに対し,MQL加工法では加工部の潤滑と圧縮空気の流速による切りくずの速やかな排出が重要であり,潤滑液の圧力や量が大きくなくても高能率加工を実現出来る点が従来技術と大きく異なる。
更に最近では,MQL装置やそれに適した工作機械及び周辺装置の開発が進み,穴加工においても従来工法と同等以上の高能率加工が実現出来るようになってきており,自動車の量産設備を中心に採用が増加している*6~*10。
MQL加工法を実用化するために必要な要素技術は,潤滑液及び圧縮空気の供給量を任意に制御することが可能な切削液供給装置と,加工で生じた切りくずを自動的かつ確実に機外に排出可能な切りくず排出装置及び機械構造である。
1. 従来工法に対するMQL加工法の利点
MQL加工法の利点については,
1. 廃液の削減による環境負荷低減
2. クーラントポンプ削減による省エネ
3. 高い潤滑性能による工具寿命延長と加工精度向上
4. 高い切りくず排出速度による加工能率向上
などが挙げられる。ここでは従来のクーラントを設備したマシニングセンタの各モーターが実際に消費した電力を測定した事例に基づき,クーラント削減による省エネ効果について述べる。
設備の構造は図1に示すように,コラムトラバースタイプの横型マシニングセンタ,主軸ノーズBT40,早送り速度48m/min,主軸回転数12,000rpmである。2MPaの軸心給油用高圧クーラントポンプと,0.3MPaの切りくず流し用低圧クーラントポンプを装備している。
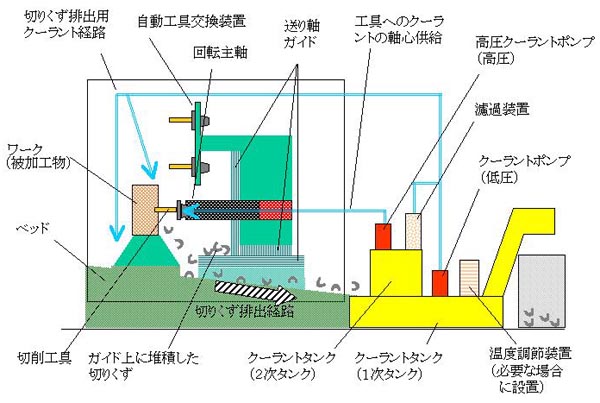
図1 従来の工作機械 |
この設備がアルミニウム製箱物部品を加工するのに要する消費電力の測定結果を図2に示す。切削自体が要したエネルギーは主軸モーターが消費した電力にほぼ等しく,消費電力全体の12%である。これに対し高圧クーラントポンプが消費する電力は40%,低圧クーラントは26%を占めておりクーラントの搬送だけで設備全体の66%の電力を消費している。更に消費した電力の大部分はクーラントの液温を上昇させる熱源となる。高い加工精度が要求される設備では,この温度上昇による機械やワークの熱変位が無視出来ないため,切削液の温度を一定に保つために温度調節装置が必要となり,消費電力は更に増大する。
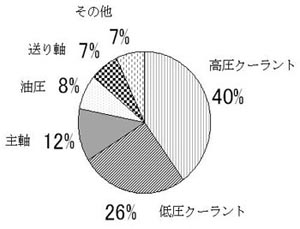 図2 クーラント加工の消費電力詳細 |
このように従来の設備は切削に要するエネルギーよりも,クーラントに関係する消費電力の方が何倍も大きいという,極めて効率の悪いシステムであるといえる。
一方,MQL加工法に適した設備では,クーラントポンプや温度調節装置が不要となるため,図3のようなシンプルな設備を実現出来るとともに,従来と比較して大幅なエネルギー削減が可能となる。
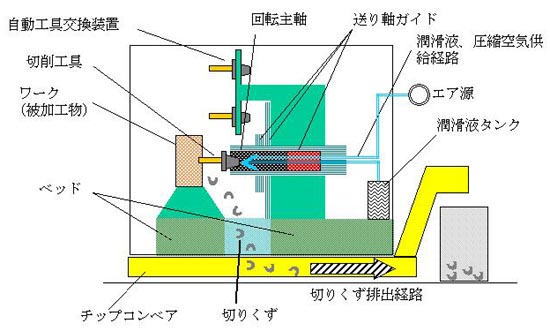
図3 MQL対応工作機械 |
2. MQL・セミドライ加工を実現する工作機械
2.1 霧状潤滑液供給装置
図4に示すように,加工中は工具や被削材などの様々な箇所に安定的に潤滑膜を形成する必要がある。必要な潤滑油量は工具寸法や接触面積,切削条件及び被削材などの条件に基づいて決定される。マシニングセンタでは種類の異なる複数の工具を交換しながら加工を行なうので,潤滑液の供給量と圧縮空気の供給量は工具ごとに,おのおの制御されることが望ましい。
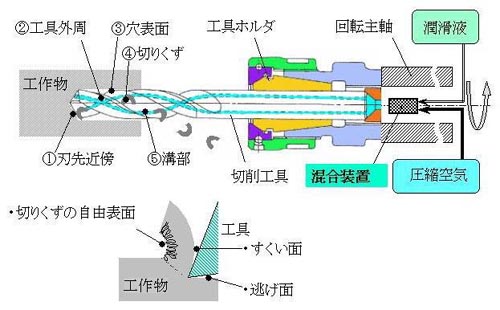
図4 潤滑を必要とする部位 |
そのために開発したiMQL装置の概念図を図5に示す。iMQLとは,internal spindle Minimum Quantity Lubricationの略で, 圧縮空気と潤滑液を工具近傍の主軸内部で混合するMQL装置を指し,工具への潤滑液の供給量を正確に制御出来るという大きな特長があり,ホーコスの特許技術である。
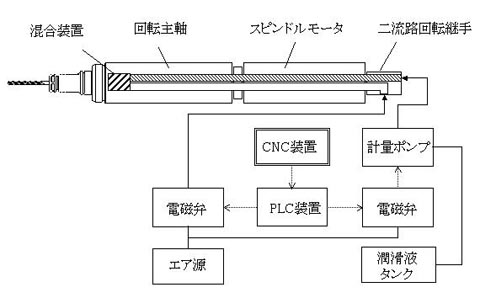 図5 iMQL装置(特許) |
潤滑液は定量ポンプで正確に計量されて主軸先端に供給される。CNC装置にはあらかじめ工具ごとに単位時間当たりの潤滑液吐出量が入力されており,工具に合わせて定量ポンプのインターバルが制御される。設定範囲は0~200mL/hで,工程内容や切削条件により決定される。圧縮空気の経路には,ミキシング装置を迂回するバイパス回路が設けられており,オイルホール径の大小にかかわらず一定圧力のエアの噴出が可能となっている。
2.2 機械室と加工室を分離した機械構造
切りくずの飛散を防止するために,機械室と加工室をカバーで完全に分離した。切りくずは治具直下のベッドの開口部を通じてコンベアにより直接機外に排出される。マシニングセンタでの実施例を図6に示す。
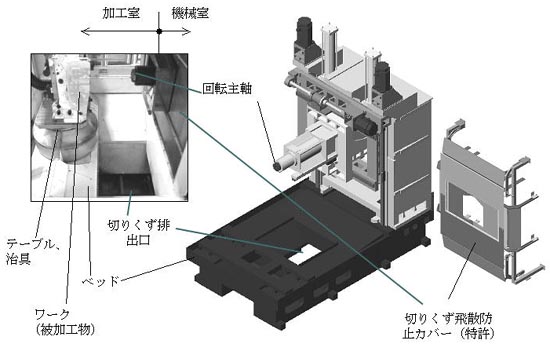
図6 MQL対応マシニングセンタの例 |
2.3 エコフラッシング(特許)
鋳鉄やアルミ鋳物など,特に粉状の切りくずを生じる被削材の場合は,液体による切りくず流しを完全に排除出来ない場合がある。
従来の方法では図7のように,タンクにためた切削液または洗浄液をポンプにより,各加工機に供給していた。各加工機で発生した切りくず除去に必要な瞬間最大流量をQ(L/min)とすると,ポンプは,吐出能力Q1=Q(L/min)を必要とする。また,ポンプから末端までの配管全体の圧力損失分を加算した吐出圧P1が必要である。従来の方法では,例えば加工機一台当たり,圧力0.3MPa,吐出量200L/minのポンプを必要としていた。
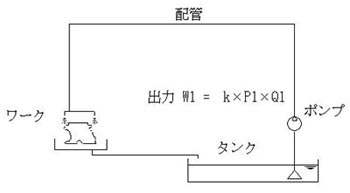 図7 従来のクーラント供給装置 |
ところで,切りくずを効果的に除去するためには短い時間であっても単位時間当たり大量の洗浄液で洗い流す方法が効果的である。
そこで,図8のように治具のすぐ上部にサブタンクを設け,加工時間を利用してためた洗浄液を非加工時に自重で一気に流すようにした。弊社ではこの切りくず処理方法をエコフラッシングと称している。切削加工中はMQL・セミドライ加工により洗浄液(切削液)の供給は不要であるので,この時間を利用して洗浄液をサブタンクにため,加工が終了すると同時にワークや治具に堆積した切りくずを一気に洗い流す。その結果,以下に示すようにポンプの小型化と大幅な省エネが可能となった。
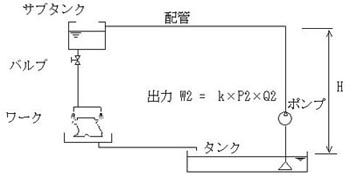 図8 エコフラッシング |
エコフラッシングでポンプが必要とする揚程は,サブタンクが治具のすぐ上部にあるので配管の圧力損失はほとんど無視出来るので,高さ分のみが必要となり,例えば5mの高さの場合は0.05Mpaでよい。サイクルタイム60秒の機械で200L/minの流量で6秒間洗浄を行うとすると,サブタンクの容量は,200×(6÷60)=20Lとなる。すなわち,エコフラッシングのポンプは1分間当たり20Lの流量があれば良いことが分かる。
ポンプの消費電力は流量と圧力の積に比例するので,上記例に基づけば消費電力の比は,0.3×200:0.05×20=60:1となり,実に98%の省エネ効果が期待出来ることが分かる。エコフラッシングは簡単で安価な方法であるが,省エネと廃液削減の効果が非常に大きい。
3. 環境対応工作機械の事例
2000年から2003年にかけて,全米製造化学センターNCMS(National Center forManufacturing Sciences)が米国防総省の出資のもとで取り組んだ,フィールドテストの結果を紹介する*10。外観を図9に示す。
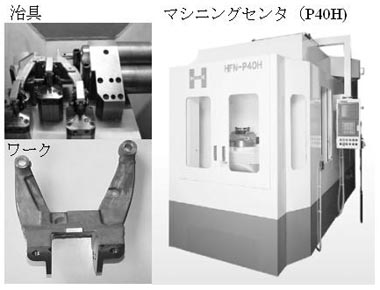
図9 NCMSによるフィールドテスト用設備 |
テストの目的は同一の機械を使用して,(1)MQL加工,(2)MQL加工+吸引装置,(3)クーラント加工,の3つの条件のもとで量産加工を行いデータを取得し,どの加工法が最も優れているかを検証することである。工作機械は,主軸ノーズHSK63Aの横型マシニングセンタ(P40H ホーコス製)を用い,アルミ鋳物製エンジンブラケットをそれぞれの条件で1万個ずつ加工し,その結果を多面から評価した。
結果を表1に示す。加工コストはMQL加工が最も低く,ダウンタイムと機械周辺の浮遊ミスト量はMQL加工+吸引装置が最も低い結果となった。更に,コストの内訳を表2に示す。この結果,クーラント加工では切削液の保守管理の人件費がコストの差に直接影響していることが分かる。
その他細かく見てみると,MQLでは電力消費が50%以上削減出来ていることや,エアの消費量が案外増加しないこと,切りくずのリサイクルが可能なことなどが分かる。環境面のみならずコスト面においてもMQL加工に優位性があることは大変興味深い。
|
表1 NCMSでの比較試験結果
※ MQLV:MQL加工+吸引装置(Vacuum)を示す |
|
表2 ワーク加工コストの内訳
|
4. まとめと今後の取り組み
高能率加工の実用化をきっかけに,MQL・セミドライ加工は確実に市場に受け入れられつつあり,切削加工における廃液の削減は急速に進むと考えられる。今後は更に高能率化が促進され工具先端からいかに正確かつ短時間で所望の潤滑液供給が出来るかが重要となり,優れた供給装置と供給量検出装置及び切りくず処理技術の更なる改善が求められる。また発生した油煙を取り除くミストコレクターに関しても,従来の湿式用とは捕捉する粒子の特性や量が異なるので,MQL・セミドライ加工に適した仕様のものが開発される必要がある。
〈参考文献〉
*1 2000年度工作機械統計要覧, 日本工作機械工業会(2000) 243.
*2 F. Klocke, VDI-Berichte No.1339, Trockenbearbeitung. Grundlagen, Grenzen, Perspektiven, P1-50, 1997年
*3 Waldmar Zielasko, 海外技術者による研究会テキスト, 日本工作機械工業会, 平成11年11月
*4 佐竹康之, 自動車部品加工におけるドライ加工の事例と課題, 2000 工作機械関連技術者会議テキスト, B-3,2000年7月
*5 吉村博仁, 自動車部品のドライ・セミドライ加工への取り組み,機械と工具Vol.47, No.7,P70-77, 平成15年7月
*6 小林隆志, アルミ材料のドライ切削, 日本機械学会No.98-43 講習会 環境にやさしいドライカッティングの最前線,1998年10月
*7 槇山正, MQL切削用工作機械の動向, トライボロジスト第47巻 第7号,P533-537, 2002年
*8 T.Makiyama, Advanced Near Dry Machining System, 4th AnnualNCMS Fall Workshop Seriese, 2000年10月
*9 T.Makiyama T.Kobayashi Y.Seo, 2002 Japan-USA Symposium on Flexible Automation, July 15-17, 2002,
*10 Final report of CTMA/NCMS Consosium Pilot Study of Near-Dry Machining Phase Ⅰ,February 2003
*11 T.Makiyama, Drilling with MQL process, 8th CIRP International Workshop on Modeling of Machining Operations May 10-11,2005





