


「潤滑油管理に係わる試験分析」 2007/10
はじめに
機械設備に使用される潤滑油は,摺動部分で生じる発熱などのため,使用時間とともに必ず劣化し性能が低下するが,適正な潤滑油を適量・的確に給油することで,潤滑油本来の性能,寿命を最大限に生かすことができる。また,潤滑油は使用にともない水分,塵埃などの混入は避け難く,これら混入異物は潤滑油の劣化を促進し,金属摩耗の過大な増加や給油系統のフィルタ目詰まりなど種々の機械トラブルを誘発する。
潤滑管理はこの種の機械トラブルを回避するための有力な手段で,その目的は機械設備に適正な潤滑油で的確な潤滑を行い,潤滑に伴うトラブルを防止して効率的な運転を図ることである。このことが,結果として機械設備の安定した稼働となり,生産性や経済性の向上へとつながる。
潤滑管理は機械設備の保全活動の一環として行われてきたが,従来の発生したトラブルに対応する「事後保全」的な考え方から,壊れる前に対処する「予防保全」の手法が採られるようになってきた。しかし,最近は「予防保全」で行われる定期的な修理や部品の交換などによるコストアップが指摘されるようになり,トラブルの前触れを事前に発見し,その対策を最小限の経費に抑えて実施する「予知保全」の手法が取り入れられるようになっている*1。
機械設備の潤滑管理の基本は,適正な潤滑油の選定と油量,油温,フィルタなど日常的な運転管理だが,本稿では潤滑管理で欠かすことのできない使用油の試験,分析関係の概要を紹介する。
1. 使用油の性状変化の一般的な原因
潤滑油は酸化,機械的せん断など自身の劣化や水分,塵埃など外部からの異物の混入など,使用に伴う劣化を避けることができない。この劣化状況は定期的な試験分析で把握され,必要に応じて種々の対策が講じられる。代表的な性状の変化とその原因を表1に示すが,多くの場合性状変化は単独ではなく,お互いに連動している。
|
表1 潤滑油の性状変化:その原因と機械設備への障害
*ジアルキルジチオリン酸亜鉛 |
2. 使用油の性状分析による潤滑管理
潤滑管理の目的は,使用油の性状分析を通して機械設備内部で今何が起こっているかを把握し,さらに近い将来何が起こるかを予測して的確な対策を講じる上での重要な指針を提供することである。
機械設備の診断に不可欠な使用油の性状分析を行っている試験分析機関各社は,潤滑管理で特に重要な性状を5項目程度に絞ったセット割引料金と称する経済性に配慮した分析メニューで迅速なデータの提供を行っている。この潤滑油分析プログラムの一例を表2に示す。
|
表2 潤滑管理:潤滑油分析プログラムの一例(N社)
|
||||||||||||||||||||
なお,異常なデータやトラブルが発生した場合,5項目以外に機器分析を含む必要な種々の分析を行って原因を究明し,対策を講じることになる。
2.1 油圧作動油
油圧作動油は鉱油系,含水系および合成系の3つのタイプがあるが,ここでは鉱油系と含水系の水-グリコール系,合成系のリン酸エステルと脂肪酸エステルの潤滑管理について紹介する。
なお,油圧作動油の定期試験間隔は作動油の種類や使用条件により劣化の状況が異なるため一概には言えないが,油温管理されている一般的な油圧装置では,鉱油系が6ヵ月/回,含水系・合成系では3ヵ月/回程度が目安になっている。
また,潤滑油の管理基準は関係各社でそれぞれ個々に設定されているが,基準値には大きな違いはなく,本項では各種資料や文献などで見られる代表的な管理基準値を示した。
i )鉱油系油圧作動油
鉱油系作動油は主として酸化防止剤と錆止め剤を添加した作動油(R&O型)と極圧剤や摩耗防止剤などを添加した耐摩耗性作動油があり,このタイプは作動圧力の高い,例えば高圧ベーンポンプなどに用いられている。いずれのタイプも潤滑性,耐水性,防錆防食性などに優れており,後述する合成系作動油に比べ,低価格,長寿命で保守管理が容易であるなどの長所を持っている。
一方,短所は可燃性で自然発火点が350℃前後であることや,火気があった場合,高圧の油圧配管からの漏洩で火災の危険があることである。
表3に管理基準を示すが,粘度の変化は機器の性能や寿命に直接影響を与えるため最も重視する項目で,粘度が増加すると内部摩擦の増加,油温上昇に伴う劣化の促進,作動不良,油圧系統の圧力損失の増大などの弊害を生じ,粘度の低下はポンプのすべりの増大によるポンプ効率の低下,すべり部分の摩耗の増大,油圧系統の圧力低下などを生じる。
|
表3 鉱油系作動油の管理基準*2
*亜鉛系耐摩耗型作動油の場合 |
ii)水-グリコール系作動液
水-グリコール系作動液は耐火性や圧力に対する体積の変化率が小さくアクチュエータなどに対する応答性に優れており,他の難燃性液に比べ安価であることから種々の改良が行われ,性能が向上したものが開発されている。しかし,蒸気圧や密度が大きいためキャビテーションエロージョン※1
が起こりやすく,アルカリ性で脂肪酸とグリコールを含んでいるため,ある種の金属(Zn,Cd,Mg,Alなど)との接触は避けなければならず,シール剤や塗料との適合性が必ずしも良好ではないなど,使用には種々の制約がある。
また,使用にともない,主要成分である水分や気相防錆剤(例えばアミン塩)蒸発損失することは避けられず,水-グリコール系作動液の使用に際しては定期試験管理を十分に行い,水分の補給や更油などきめ細かな潤滑管理が必要である。表4に水-グリコール系作動液の管理基準を示す。
|
表4 水-グリコール系作動液の管理基準(N社:HR-FRX46)*2
( )内は管理目標値 |
iii)リン酸エステル系作動液
市販品の主流はトリアルキルフェニルリン酸エステルで,アルキル基のタイプで物性や化学的性質が異なるため,各社の製品はアルキル基の異なる数種類のエステルを混合して性能に特徴を持たせている。
リン酸エステルは耐火性に優れ,潤滑性,酸化安定性および前述ii)項同様に圧縮率が小さいため,応答性に優れている。しかし加水分解安定性が悪く,水分の存在で容易に酸とアルコールに分解して金属を腐食させること,粘度-温度特性が悪く低温での始動性や高温下の油膜切れに注意する必要がある。また,熱安定性にやや難があり,熱分解物で生成する酸性物質は金属を腐食させる。このため,潤滑管理では水分と酸価に加え,寿命を延ばし更油間隔を長くするためには油温の管理が特に重要になる。
なお,リン酸エステル系作動油は高価格であるため用途が限られている。表5にリン酸エステル系作動液の管理基準を示す。
|
表5 リン酸エステル系作動液の管理基準*2
|
iv)脂肪酸エステル系作動油
脂肪酸エステル系作動油は分子内に水酸基を2個以上有するネオペンチルアルコールと脂肪酸のエステルに酸化防止剤,さび止め剤,摩耗防止剤などを添加した作動油で,鉱油に比べ耐火性が優れていること(準難燃性),低温流動性に優れるなど粘度-温度特性が良く,広範な温度範囲で安定した潤滑性能を発揮することなどから航空機用油として開発された。しかし,基油はエステル基を有するため加水分解安定性が悪く,高価格であることからその使用は一部に限定されている。表6に脂肪酸エステル系作動液の管理基準を示す。
|
表6 脂肪酸エステル系作動液の管理基準*2
|
2.2 舶用および自家発機関用エンジン油
舶用ディーゼル機関にはクロスヘッド型とトランクピストン型の二つのタイプがある。
クロスヘッド型はシリンダー潤滑と軸受部分の潤滑が独立しており,シリンダー潤滑には高塩基価油,軸受各部には低塩基価油がそれぞれ使用されている。
一方,トランクピストン型機関は燃焼室とクランクケース部が一体化した機構で,舶用だけでなく自家発電用のエンジンにも使用されており,SAE30~40,塩基価(過塩素酸法)10~40mgKOH/gのエンジン油が多用されている。
また,使用燃料の硫黄分が少ない場合は塩基価の低いエンジン油,多い燃料では高塩基価油が使用され,硫黄分が3%以上になるC重油を燃料とする低速クロスヘッド型の大型タンカーでは塩基価(過塩素酸法)70mgKOH/g品が用いられている。
自家発機関用エンジン油を含めた一般的な使用油の管理は,主要な性状5項目を定期的に測定し,表7に示した管理基準に沿って使用油の状態を判断しているが,必要に応じて摩耗状態を把握するために金属分析(ICP)が行われている。
なお,潤滑油メーカー,機関メーカーなどで設定している通常の管理基準に大きな違いはない。
|
表7 舶用および自家発用エンジン油の管理基準例(N社とCIMAC)*3
|
||||||||||||||||||||||||||||||||||||||||
2.3 車両用エンジン油
一般に自動車に充填されているエンジン油は,設定されたオイル交換期間などを参考に補給や更油で対処し,管理分析をすることはほとんどない。自動車メーカが設定するガソリンエンジン油の交換基準は概ね走行距離/使用月数:1~1.5万km/6ヵ月~1年が目安で,ガソリンスタンドなどで行う新油の交換や補給はスラッジチェッカーなどによる汚れ(半定量的なスラッジ量)を調べて行っている。
ディーゼルエンジン油のオイル交換は,自動車の場合はメーカが推奨する交換距離2.5~3万kmを目安に行われており,建設機械用エンジン油の一般的な交換期間は250時間程度になっている。
なお,エンジン油の劣化はエンジンの仕様や使用条件より大きな影響を受けるため,交換基準を一律に設定することは難しく,交換基準は走行時間とエンジン油の劣化の関係を調べ,最も劣化が進んで使用限界に近い項目から推定した使用可能な走行距離などを基に設定され,更油の目安の値として用いられている。参考として表8にエンジン油の劣化と性状の変化を示す。
|
表8 エンジン油の劣化原因と性状変化*4
|
2.4 歯車用潤滑油
歯車は動力や回転を伝えるために各種産業機械で広く使われているが,その形状も様々で平歯車,はずば歯車,やまば歯車からハイポイドギヤー,ウォームギヤーなど種々のタイプがある。
近年の歯車は高馬力,高速高荷重で運転されるので用いられる歯車用潤滑油(ギヤー油)に要求される性能は厳しさを増している。ここでは工業用ギヤー油(日本工業規格ギヤー油(JIS K2219分類,自動車用を除く))の潤滑管理について紹介する。
工業用ギヤー油は,鉱油のストレートタイプ,錆止め剤と酸化防止剤を添加したR&Oタイプと硫黄-りん系極圧剤を添加したSP系が主流で,他に有機モリブデンやグラファイトを添加した省エネ形のギヤー油も使われており,潤滑油メーカーはきめ細かな粘度グレードで品揃えをしている。表9に工業用ギヤー油の特徴と用途を示す。
|
表9 工業用ギヤー油の特徴と用途
|
ギヤー油は使用による自身の劣化や水分などの異物の混入量があるレベルに達すると新油に交換するが,この交換期間は異物の混入を防止するか除去することで延ばすことができる。また,この交換基準は使用環境などを勘案して設定した期間,例えば3ヵ月,6ヵ月などの間隔で定期的に新油に交換するが,タンク油量が大きい場合は使用油の性状を測定し,管理基準と対比させて総合的に判断して更油などの対策を講じる。
標準的な管理基準の一例を表10に示すが,これらの項目はいずれもギヤー油で最も重視される耐荷重性能の低下に結びつく性状であり,性状の悪化は歯車の損傷などを誘発する要因になる。一般的なギヤー油の交換基準はギヤー油メーカー,機械メーカー,需要家などの関係者が協議し,十分な安全を見積もって決めている。
|
表10 ギヤー油の管理基準例
|
||||||||||||||||||||||||||||||||
ここで示した管理項目は日常の潤滑管理で必要とされる最低限の項目で,他にフェログラフィー分析や水分離性などを測定している場合も少なくない。一般的な管理項目以外の代表的な調査項目を以下に示す。
(1)フェログラフィー分析
機械から採取した少量の使用油から磁石によって摩耗粉を分離し,潤滑個所の摩耗状態を調べる方法で,顕微鏡で粒子の形,大きさ,色などを観察する分析フェログラフィーと大きな粒子(5μm以上)と小さな粒子(2μm以下)の濃度を計測する定量フェログラフィーがある。
図1に代表的な摩耗粒子の形態を示すが,この方法は摩耗粉の識別が難しいという難点がある。しかし,当該機械のデータを蓄積して摩耗挙動を把握することで,摩耗に係わる機械トラブルの予知が期待される分析法である。
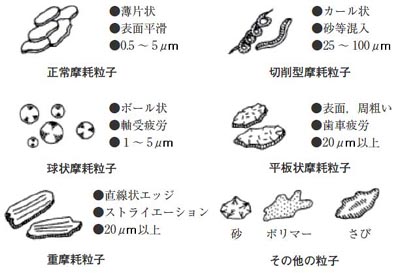 図1 代表的な摩耗粒子形態*5 |
(2)水分離性
混入した水分は潤滑不良,歯面のスカッフィング,さび発生の原因となり,また油中に混入した塵埃などの異物を核にして生成するスカム状の乳化層がフィルタを閉塞させるなど種々の障害が生じる。このため使用油に混入した水分を迅速に分離する能力である水分離性の評価(例えばJIS
K2520で測定)を管理基準に加えている需要家もある。
(3)耐荷重性能
一般に使用油の耐荷重性能の管理はチムケン試験の合格荷重で行われる。この試験は水分などの混入異物の影響を受けることから,実機性能との相関は必ずしも良いとは言えない。しかし,一般的な管理は各自設定した管理基準に沿って,使用油のチムケン合格荷重が規定した範囲内であれば耐荷重性は問題なし,と判断するなど新油値との比較で行われている。
(4)消泡性
使用油は消泡性が低下するとタンクから溢れるなどの問題が生じる。使用油の消泡性は添加されている消泡剤の減少や鉄粉などの混入異物で低下し,その対策として異物の除去や消泡剤の添加などが行われている。消泡性は泡立ち試験法(JIS
K2518)で測定するが,一般に使用油では潤滑管理項目として常時測定することはなく,必要に応じて測定している。
2.5 軸受潤滑油
軸受と軸の摺動部を潤滑,冷却をする潤滑剤には軸受の形式,使用条件などにより軸受油とグリースが使い分けられているが,ここでは軸受油の管理について紹介する。
軸受潤滑油は産業機械の至る所で用いられており,多種多様の油種が使われている。しかし一方では,ISO粘度グレード分類(JIS K2001)や精製した鉱油基油に各種添加剤を添加した「軸受用添加油」で動粘度,粘度指数,引火点,流動点,銅版腐食およびさび止め性能を規定(JIS K2239)するなど,油種の分類が確立しており,適油の選定に有益な情報を提供している。
軸受油の使用条件は様々で,潤滑管理も一律な基準で行うことはできない。
表11に一般回転機械用の汎用油とタービン発電機用のタービン油の目安となる管理基準を示す。代表的な軸受用潤滑油である添加型のタービン油が発電機に使用されている場合は,適正な潤滑管理に基づく新油補給で10年以上使用されている。以下に主要な管理項目の意義について述べる。
|
表11 軸受用潤滑油(循環給油)の管理基準
*0.8μmフィルター |
i )色相
タービン油は酸化劣化により色相が低下するが,使用条件が比較的穏やかなため酸化劣化の速度が遅く,色相は徐々に低下する。初期の色相の低下は酸化初期の生成物(ケトン,アルデヒド類)によるもので,酸価の増加は見られないが,さらに酸化が進み有機酸やその重縮合物に変化すると酸価が上昇し,色相も酸価の増加とともに低下する。
このことから,色相は使用油が酸価を示すまでに至らない初期の酸化劣化の状態を知る目安にもなる。また,高温の厳しい条件で運転した使用油は,色相の低下とともに油焼けの独特の臭いを発する。
ii)粘度
粘度は使用油の酸化劣化が進むに連れて上昇するので,酸化劣化の目安として用いられているが,軸受に要求される範囲内であれば問題にはならない。しかし,粘度が高いと給油不足や粘性抵抗の増大による油温の上昇で酸化劣化が促進され,粘度が低い場合は油膜の強度が不足して軸受の焼付きの危険が高まる。また,粘度上昇の原因が使用油の酸化劣化によるものであれば,当然のことながら油中の酸化劣化物の量が増加しているため,スラッジの発生やクリアランスの狭い摺動部の固着など種々のトラブルが発生する可能性が高まる。
このようなことから,粘度は後述の酸価とともに潤滑管理の最重要項目になっている。
iii)酸価
酸化は油中の酸化劣化物を定量的にみる値で,酸価の増加は前項ii)で述べたように,色相の低下や粘度の上昇をともなう。有機酸に代表される酸化劣化物は,少量でも機械の各部位,例えば摺動面に付着して作動不良を起こすことが間々あり,さらに酸化が進んでスラッジ化して,タンクの内壁や底部に沈積し,浄油装置や機関各部位のトラブル発生の要因となる。
iv)きょう雑物・不溶分
きょう雑物・不溶分は塵埃,摩耗粉,さび類や軸受油自身の劣化物などから成り,ストレーナーの詰まりや軸受の過大摩耗の原因になるため極力低減することが望まれる。測定は薄膜フィルタ(0.45,0.8μm)を用いた重量法で行いるが,高速回転軸受油の一部で計数法を用いている。
v)水分
水分の混入は潤滑不良だけでなく,軸受油を乳化させ,系統内に錆を発生させるなど機械設備に種々の障害を発生させるため,油中の水分管理は重要な項目である。
vi)酸化安定性(RBOT)
タービン油に限らず潤滑油の酸化では当初穏やかに進んでいた劣化が急激に加速する時期(ブレークポイント)がある。
これは潤滑油の酸化安定性能があるレベルまで低下すると生じる現象で,潤滑管理ではこのブレークポイントを回避することが重要である。タービン油の酸化安定性の評価にはRBOTが用いられているが,板橋氏ら*6は添加型タービン油で,粘度,酸価,色相など通常の管理項目の性状で変化が少ない使用油でも,酸化安定性の維持を担っている酸化防止剤が使用時間とともに減少し,RBOT値と相関があることに着目して経済性に優れた管理法を確立している。すなわち,使用油のRBOT値と新油の補給量(酸化防止剤の補給)より酸化防止性能の回復率を推算する式を求め,この推算式を用いて発電所では定修時の使用油性状より次期定修時までに必要な最小限の新油補給を行う潤滑管理手法で,メンテナンスコスト削減,省力化で成果を挙げている。
4. 潤滑油の劣化に係わる分析
使用油の異常な性状,フィルタ目詰まり,摺動面の固着などのトラブルが発生した場合には原因究明のために分析調査が行われる。具体的には混入異物,潤滑油自身の劣化物,摺動面の付着物などを特定し,必要に応じて添加剤の分析を行い,トラブルの原因究明の有力な情報を提供する。
表12にトラブルの原因究明に用いられる主な分析法,表13に各物質を特定する主要な分析法を示す。
|
表12 トラブルの原因究明に用いられる主たる分析法
|
|
表13 トラブルに係わる物質と分析法
解析上の分析優先項目:◎>◯>△ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(1)顕微鏡,電子顕微鏡
固形物(金属粉,塵埃,繊維屑など)を観察し,その形状や微細な組織上の特徴より,固形物の特定に有力な情報を提供する。
(2)元素分析
金属,非金属を問わずすべての元素を測定できるが,測定は使用環境等の情報を加味して目的に合致した元素を絞り込んで行う。試料が少ない場合は,非破壊分析のエネルギー分散型蛍光X線分析(EDS)が有効である。
(3)赤外吸収スペクトル分析
成分を特定する有効な分析法である。測定は比較的簡単で,液体,固体など問わず微量の試料で情報を得ることができる。例えば,異種タイプの混入などの判定は簡単にできるなど,成分を特定する場合に最初に行う分析である。
(4)ガスクロマト(GC),液体クロマト(LC)分析
両法とも成分の特定(同定)と定量に用いられ,微量の試料で測定ができる。
GCは沸点の低い(一応の目安は~300℃位)化合物,LCは沸点が高く,熱的に不安定でGC分析に適さない化合物の分析に用いられている。
(5)高速ゲルパーミエーションクロマト分析(高速GPC分析)
分子篩型の分離原理で成分を分ける分析法で,高分子ゲルを充填したカラムに溶媒とともに試料を圧入し,試料の分子量や分子量分布を測定する。
潤滑油関係では異種油の混入に係わる分析,粘度指数向上剤をはじめとする高分子化合物の分析に広く用いられている。
(6)表面分析:電子線マイクロアナライザー(EPMA)
EPMAは金属表面など固体表面に電子線を照射し,発生するX線の波長と強度から元素の定性,定量を行う分析法である。
表面観察も可能で,表面形状と元素分布の関係を調べる面分析,表面の任意な直線上の元素濃度を調べる線分析,平均的な情報を得る定性分析などがあり,金属表面の腐食,変色などの原因解明には欠かせない分析法である。
(7)クロマト分別
成分を分析する場合の前処理で,例えばシリカゲルを充填したガラス管に試料を流し吸着させ,ここに溶剤(ヘキサン―ベンゼン―メタノールの順)を加えて各成分を分離,溶出させる。潤滑油の添加剤分析などで多用されている成分分離方法である。
おわりに
機械設備の安定した稼働は生産性や経済性の向上に大きく寄与することは言うまでもないが,その実現には潤滑に起因する故障やトラブルを未然に防ぐことが重要である。そのための有力な手法が「的確な潤滑管理」である。
また,実効のある潤滑管理を行うためには,(1)機械設備の使用関係者,製造メーカーおよび潤滑油メーカー3社の協力が不可欠で,(2)的確な試料油の採取と的確な試験分析結果を使用環境などの情報と合わせ解析し,適切な対策に反映させることが重要である。
各種潤滑油の管理基準に潤滑油の特徴を少々交えて,またトラブルが発生した場合に行う主要な分析法を紹介したが,本稿が潤滑油の管理に携わる方々に少しでもお役に立てば幸いである。
※1 キャビテーションエロージョン
液中の気泡が潰れることで生じる,局部的に高い衝撃圧力により金属表面が損傷する現象。
〈参考文献〉
*1 新日本石油(株)資料:潤滑管理について(2003)
*2 新日本石油(株)資料:潤滑管理ガイドブック(2004)
*3 遠藤宣弘:日石レビュー,27(4),236(1985)
*4 小西正三郎ら:トライボロジスト,44,6(1999)181
*5 松本善政,計装,25(8),35(1982)
*6 板橋重幸:日石レビュー,23(2),62(1981)