


合成潤滑油系切削,研削油剤の特徴と選定する場合や使用上の注意事項をお聞かせ下さい。
解説します。
合成潤滑剤系の切研削油剤は,JIS A-2種(ソリューブル型水溶性切削油剤)に含まれる製品がおもに市販されています。以下このタイプの用途,使用上の注意点について述べます。
1.合成潤滑剤系切研削油剤の選定と注意点
合成潤滑剤系の油剤は一般に希釈液外観が透明であるため作業性がよく,良好な浸潤性と適度な潤滑性を持っています。このため,鋼,鋳鉄,セラミックなどの研削加工に広く使用されています*1。
また希釈液外観が半透明であるマイクロエマルション型の合成潤滑剤系油剤は鉱物油系の油剤より優れた潤滑性を示すため*2,切削加工全般に使用されています。
切研削油剤を選定する場合,次の点に注意してください。
(1)塗装部品を加工する場合
塗装部品を加工する場合,選定した油剤に部品を浸漬して,塗膜に対する影響を確認してください。塗膜の軟化,剥離などの現象が認められた場合,その油剤は適していません。塗装方法,塗料の種類などにより影響度は異なります。
(2)異種金属を加工する場合
同じクーラントで2種以上の金属を加工する場合(たとえば一台のマシニングセンターで鋳鉄材と銅合金を加工する場合や,異種金属が埋め込まれた部品を加工する場合など),クーラントタンクに2種以上の切屑が堆積し,より卑な金属の溶出がおこります。クーラントの性能低下原因となります。使用する油剤の希釈液に2種類以上の切屑を加え,1~3ヵ月放置します。外観変化の少ない油剤を選定します。このようにして選定した油剤を実機で使用する場合は,液寿命延長のため切屑の早期除去に留意してください。
(3)非鉄金属材を加工する場合
銅,亜鉛合金材の加工は不水溶性油剤が適しています。しかし作業環境,消防法などの条件により,水溶性油剤を使用したい場合,合成潤滑剤系の油剤よりエマルションタイプ(JIS A-1種)の油剤を選定してください。アルミ合金材の加工にもエマルションタイプ,またはマイクロエマルションタイプの油剤が適しています。
2.使用上の注意点
(1)希釈水
希釈水に含まれる硬度成分(通常全硬度で表示されます)は油剤成分と反応し,不溶性物質(スカム)を生成します。このため油剤の濃度低下やフィルタづまりの原因となります。逆に全硬度が低い場合は泡トラブルが発生します。全硬度30~100ppm程度の希釈水が適しています。
また硫酸イオン,塩素イオンはさび止め性に影響します。それぞれ10ppm以下の水を選定してください。
(2)油剤の使用濃度
使用濃度は油剤によって異なります。推奨濃度でチャージしてください。一般に推奨濃度より高濃度で使用すると,泡立ち,皮膚炎などが問題になることがあります。逆に低濃度の場合は,加工不良,さびが問題となります。クーラントを補給する場合も,水のみ,原液のみ,で補給しないで推奨補給濃度で行ってください。
(3)異種油(その機械の加工液以外の油分)の混入
クーラントに作動油,しゅう動面潤滑油,防錆油,不水溶性の前加工油,熱処理油などの油分が混入すると,耐腐敗性,洗浄性,クーラントの安定性などが低下します。油剤費の低減のためにも作動油,しゅう動面潤滑油の漏れを少なくしてください。また防錆油,前加工油,熱処理油が持ち込まれる場合は洗浄工程を設置することが効果的です。高濃度の切削液(後工程と同一油剤)を防錆油として使用すると,異種油の混入を防ぐことができるとともに,切削加工における切削油の補給量を削減することができます。
クーラントに混入した異種油はできるだけ速やかに除去してください。
(4)微生物劣化
合成潤滑剤系切研削油剤も他タイプの油剤と同様,微生物劣化を受けます。しかし通常エマルションタイプの油剤のように腐敗臭を発生し,作業性を低下させることはほとんどありません。このタイプでは,さび止め性の低下,スライムの生成などが問題となります。前者は微生物により有効成分が分解を受け,油剤濃度が低下するためです。後者はかびの菌糸体である場合が多く,油剤成分を栄養分として生育したものと考えられます。これらの微生物劣化の対策は,定期的な防腐剤,防かび剤の添加が効果的です。また必要に応じて,ph向上剤を添加します。
(5)前後工程間の影響
機械製造工程における流れを図1に示します*3。この流れのなかで切削加工の前工程で表面処理(たとえば,りん酸皮膜処理,クロメート処理など)されることがあります。このような部品を切削加工する場合,クーラントのph低下,耐腐敗性低下の問題が発生します。切削加工の前工程に洗浄工程を設けると効果があります。
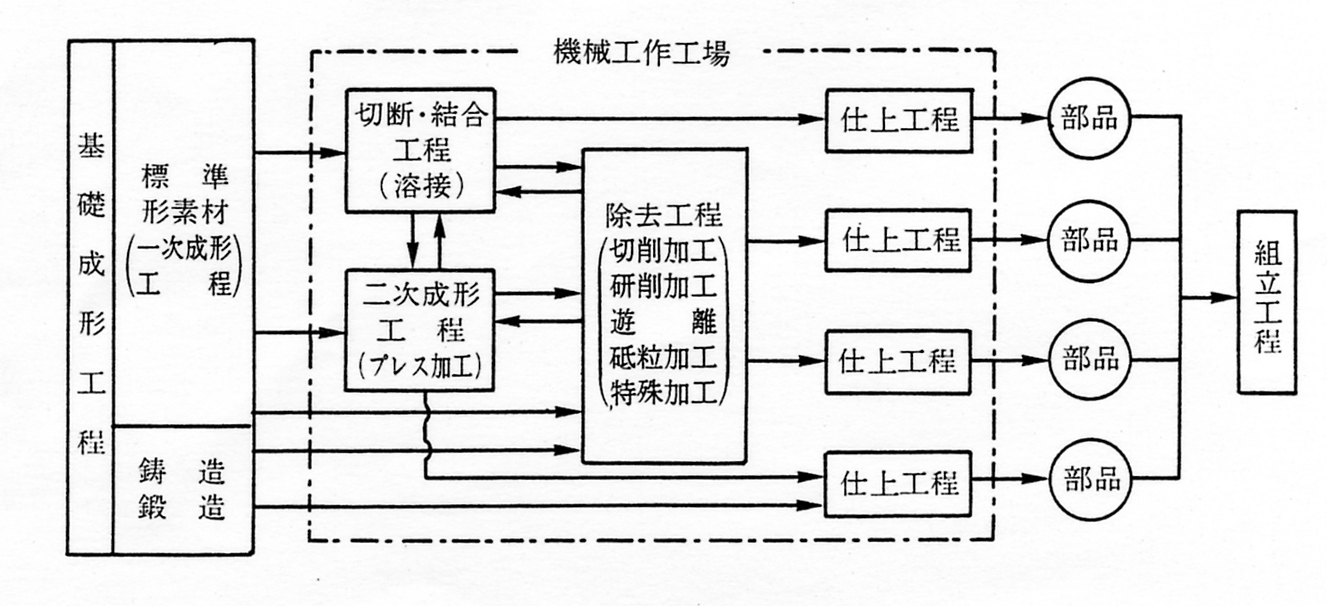 図1 機械製造工程の流れ |
切研削油剤が後工程(仕上げ工程,組付け工程など)に影響をあたえることがあります。たとえばエンジンブロックの加工では後工程にホーニング加工(通常不水溶性油剤を使用)があり,前加工液が多量混入すると目づまりによる加工不良が生じます。またベアリングの加工では後工程のスーパーフィニッシュ加工(仕上げ加工)に影響します。
付着油分が組付けラインの塗装工程で塗装剥離の原因となることもあります。洗浄ラインの設置により問題が減少します。
<参考文献>
*1 黒井信臣 潤滑通信 270 5(1989)29
*2 渕上正晴 潤滑通信 287 8(1990)17
*3 機械工学便覧 日本機械学会編('87)132-1


「技術者のためのトライボロジー」新発売!




