


水溶性切削油の希釈水について,水質による切削油への影響について教えて下さい。
解説します。
1. 希釈する水質について
水溶性切削油剤を希釈する水質について,あまり重要視されていないのが現実ですが,水質によってさびや腐敗の問題を引き起こし,切削油剤としての効力を十分発揮できないような状態になる場合もあります。
日本の水質に比較し,アメリカや東南アジア諸国の水質は一般的に硬度が高く,不純物も多く,そのまま水溶性切削油剤の希釈水として使用した場合にいろいろな問題点が発生することが多いようです。
希釈する水はどうしてもクーラントタンクの近くにあるところの水源を利用しますが,水道水のほか工業用水,井戸水が使用され,場合によっては廃液処理をした水の再利用をしているところもあります。このようにいろいろな水を希釈水として使用しており,各都市から供給されている水道水を使用していれば問題ないと思われていることが多いですが,飲料水としては水道法の水質基準に守られていますが,必ずしも水溶性切削油剤の希釈水としては最適の水とは限りません。
水質は,水の種類,場所,季節等により変化します。水質によっては溶解性が悪いカス状の浮上物(スカム等)の生成,また,さびや腐敗の原因になるので,これらの問題が発生した場合は水質調査をする必要があります。本来なら問題が発生しなくとも定期的に水質調査をすることが望ましいでしょう。
|
表1 水質調査の項目と理想基準
|
2. 希釈水の問題点
過去に次のような問題を経験したことはないでしょうか。ほとんど油剤が原因だと思われていたのが現実です。
(1)希釈したら透明に溶解するはずのソリュブルタイプが,白濁し表面にカス状のものが浮上した。このカス状のものが機械や加工物に付着した。
(2)エマルションタイプで当初は完全に溶解したように見えるが時間の経過とともに浮上油となって分離してしまう。
(3)混入油分もないのに表面に油分が浮上している。
(4)各種の油剤を使用しても機械や加工物にさびが発生しやすい。
(5)交換周期を短期間としても腐敗の発生が早い。
(6)発泡があり作業者が手荒れ等の皮膚炎を起こしやすい。
(7)その他
これらの問題のほとんどは「水」にも原因があるので,油剤に問題があると決め付けず水質を調査する必要があります。
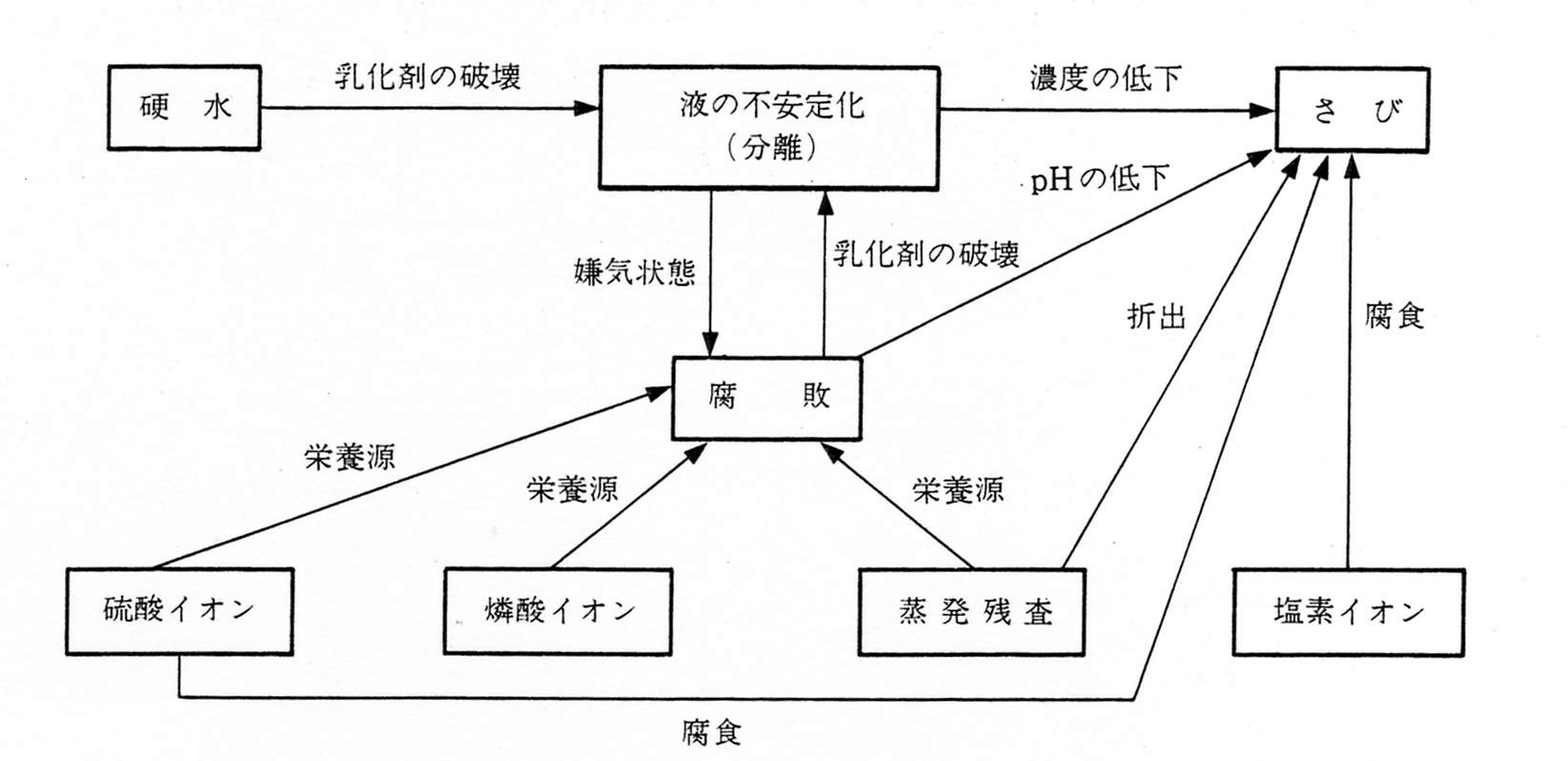 図1 水質によるトラブルの発生 |
3. 全硬度
全硬度は水中に含まれるカルシウム(Ca),マグネシウム(Mg)等のイオンの量を炭酸カルシウムの形で表します。これらの数値が大きいほど全硬度が高い(硬水)と表現し,高いほど油剤の影響を受けやすく,白濁,浮上物(スカム等)や浮上油等の問題となり,また全硬度が低い(軟水)場合も発泡や手荒れ等の問題の原因となります。
塩素イオンの値が増加すれば,一般的に「さび」の発生の原因となります。蒸発残さは,水分が蒸発した後に,白い固形物(水質が悪いと黄色や茶色になる)が残ります。多ければこれらが機械や加工物に付着し,いろいろな問題を起こす原因となります。

「技術者のためのトライボロジー」新発売!




