


JIS規格から塩素系切削油が削除されましたが非塩素系切削油の実用性能ならびに問題点を教えて下さい。
解説します。
平成10年3月に「切削油からダイオキシン,加熱で発生の恐れ」と新聞報道されてから,急速に塩素系切削油の非塩素化が重要な課題としてクローズアップされています。
新聞では,切削加工時のダイオキシン発生の可能性についても論じていましたが,発生の有無については,まだ解明されていないのが現状です。しかし,潤滑油の廃油は再生重油としてリサイクルされることが多く,再生重油中に塩素系切削油が混入した場合のダイオキシン発生が懸念されます。塩素系切削油(塩素系金属加工油)と塩素を含まない潤滑油を分別回収すれば問題が解消されますが,多くの需要家では分別していないのが実情と思われます。
このような状況下,塩素系添加剤を含む切削油の規定を削除する新JIS規格が制定され非塩素化が急速に進展するものと思われます。
ところで,切削油を非塩素化すると加工性の低下の他,塩素系切削油では発生しなかった問題も報告されています。そこで,ここでは加工ごとに切り替え事例を紹介し,非塩素系切削油の実用性能と対策について紹介します。
1. ガンドリル加工
ガンドリル加工は精度良く深穴をあけることができ,深穴加工には欠かせない加工法であり,各種部品の製造に使われています。通常,ガンドリル用の切削油としては,粘度10mm2/s,塩素量2~3%の油剤が多く使われていますが,クランクシャフトの油穴加工での切り替え事例を紹介します。
表1は,塩素系(1)を非塩素系(1)により切り替えた事例です。切り替えることにより,工具寿命は10%強延長しましたが,工具折損頻度が月に3~4本程度であったものが6~7本に増えてしまいました。切り屑を比較すると,非塩素に切り替えることにより切り屑長さが若干長くなり,折損頻度が増えたものと予測されました。当初,刃先にチップブレーカーを付ける対策を施しましたが,ストレーナーの清掃を確実に行い給油圧を規定レベル(ここでは60kg f/cm2)に維持することにより切り屑排出を確実に行えば,切り屑かみ込みによる折損を抑制できることが分かりました。現在ではチップブレーカーなしのドリルで,加工が行われています。なお現在は更なる生産性向上のため条件の見直しを行っていますが,回転速度を速めるよりも高送りした方が工具損傷も少なく,かつ塩素系よりも良好であるとの報告を受けています。
|
表1 ガンドリル事例(1)
|
||||||||||||
|
表2 油剤性状
|
表3もクランクシャフトの油穴加工の事例です。
|
表3 ガンドリル事例(2)
|
||||||||||||
ここでは,被削材がS40C相当の非調質鋼であり,表1の材料に比べ加工しづらくなっています。また,表1の加工条件に比べ加工条件が非常に厳しくなっています。実際,塩素系(1)に対し非塩素(1)で加工したところ,図1のように非塩素(1)では刃先の損傷が激しく使用できないことが分かりました。また,ステンレス用の非塩素(2)で加工したところ,摩耗量が大きく塩素系(1)の加工数には及びませんでした。
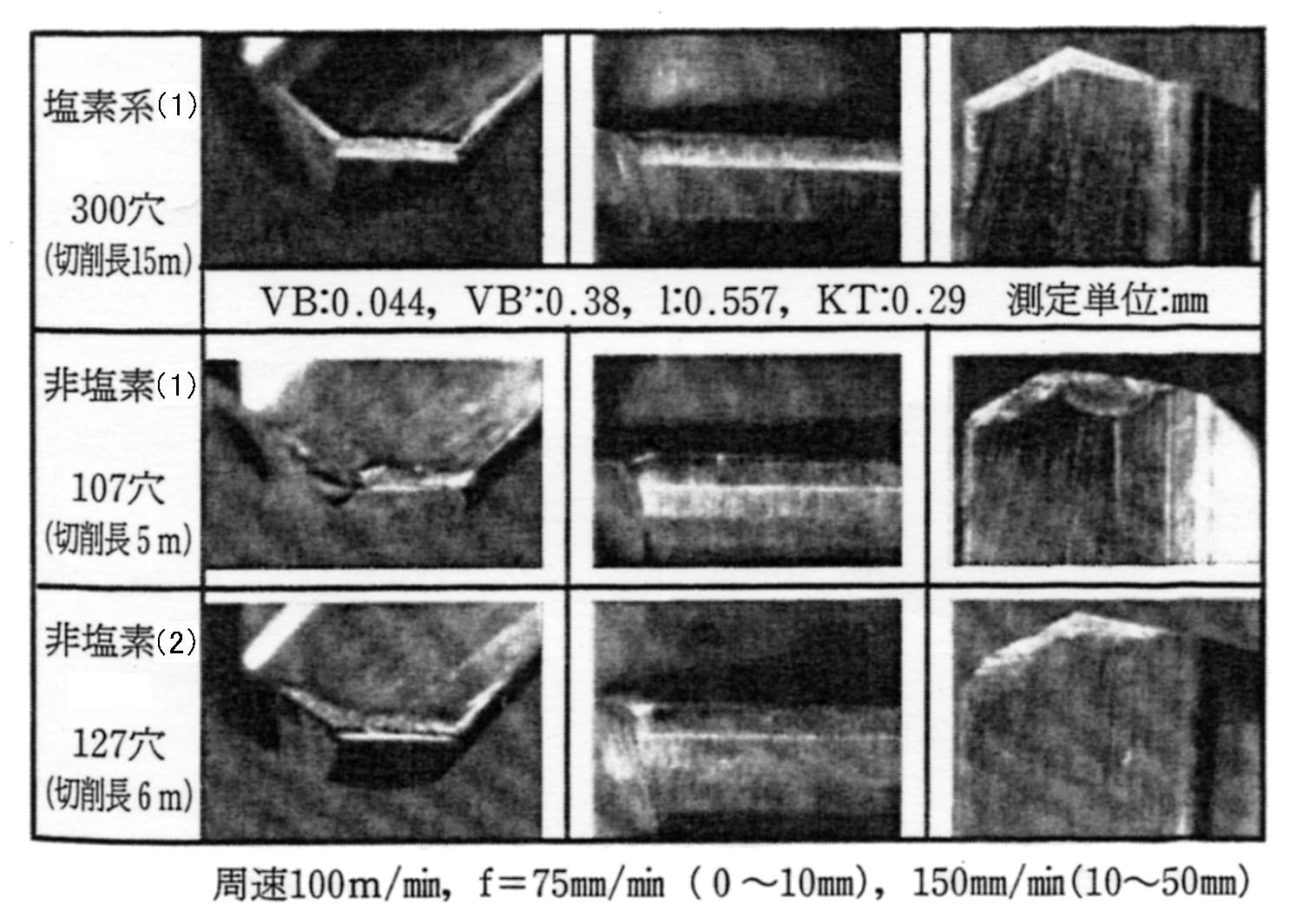 図1 刃先摩耗状態 |
そこで,加工条件の見直しを行いました。周速度(回転数)を下げ送りを早くする高送り条件で加工を行いました。すると,非塩素(1)にて塩素系(1)並みの摩耗量で規定の加工数を得ることができました。
ガンドリル加工において非塩素化が上手く行かない場合は,油剤の見直しだけでなく,工具,給油状態の管理そして加工条件(高送り条件の検討など)の見直しなど総合的に検討を加える必要があります。
2. シェービング加工
弊社では,ホブやグリーソン用切削油として昭和40年代から有機モリブデン系添加剤を使用した非塩素系切削油を広く紹介し,多くの実績を得ています。しかし,仕上げ加工であるシェービング加工では,未だ塩素系切削油が使用されているのが実状です。
表4は,プランジカットによるシェービング加工の事例です。シェービング加工は微小切込みの加工であり針状の切り屑を排出します。加工性が悪化すると,針状切り屑が排出されず歯面がむしれてしまいます。表4では,非塩素系シェービング油に切り替えてもムシレが発生せず良好な精度を得ることができました。
|
表4 シェービング加工条件
|
|||||||||||||||||||||
ところで,歯車加工の場合注意しなければならないのが,後工程です。通常,シェービング加工した後,浸炭熱処理を施し,歯車強度を向上させます。近年,地球温暖化対策のため熱処理前洗浄工程がエタンによる洗浄からバーンオフと言われる燃焼脱脂工程に変更されています。図2は,切削油を変更することにより,浸炭不良が発生した事例です。バーンオフは処理物を450~500℃前後に加熱し付着油を燃焼除去する方法ですが,切削油によっては充分に除去されずに処理物表面に残存し,浸炭不良を引き起こすことがあります。特にAタイプの切削油では,バーンオフでは限界があり,例えば炭化水素系洗浄溶剤による洗浄工程に変更するなど洗浄工程を見直すことも必要となります。
 図2 熱処理前洗浄の浸炭への影響 |
なお,バーンオフ工程を有し浸炭不良が懸念される場合は事前にテスト焼きを実施し,影響の有無を確認するとともに,油剤メーカーと打ち合わせのうえバーンオフで残存量の少ない油剤を選定することも肝要です。
余談ですが,シェービング加工において水溶性化の検討も行われていることを紹介します。先にも述べましたが,極めて薄い切込み(0~25ミクロン)による加工であるため,食付き性が重要となります。水溶性化することにより食付き性が向上し,加工精度が不水溶性に比べ向上すると言われています。しかし,工具寿命は1/2~2/3と著しく短くなり,現状では実ラインに採用することはコスト的に難しいものです。工具メーカーおよび油剤メーカーが一体となり改良検討を行う必要があるでしょう。
3. タップ加工
タップ加工は切り屑の排除が悪く切り屑の一部や構成刃先が工具刃先に付着して,仕上げ面がむしれたり,切削抵抗増大による工具折損が発生したりします。図3にホイールナットの事例を示します。活性硫塩化脂肪油(塩素2.0wt%,硫黄2.4wt%)に比べ,活性非塩素系(硫黄分1.6wt%)は22%もの工具摩擦低減が図れました。
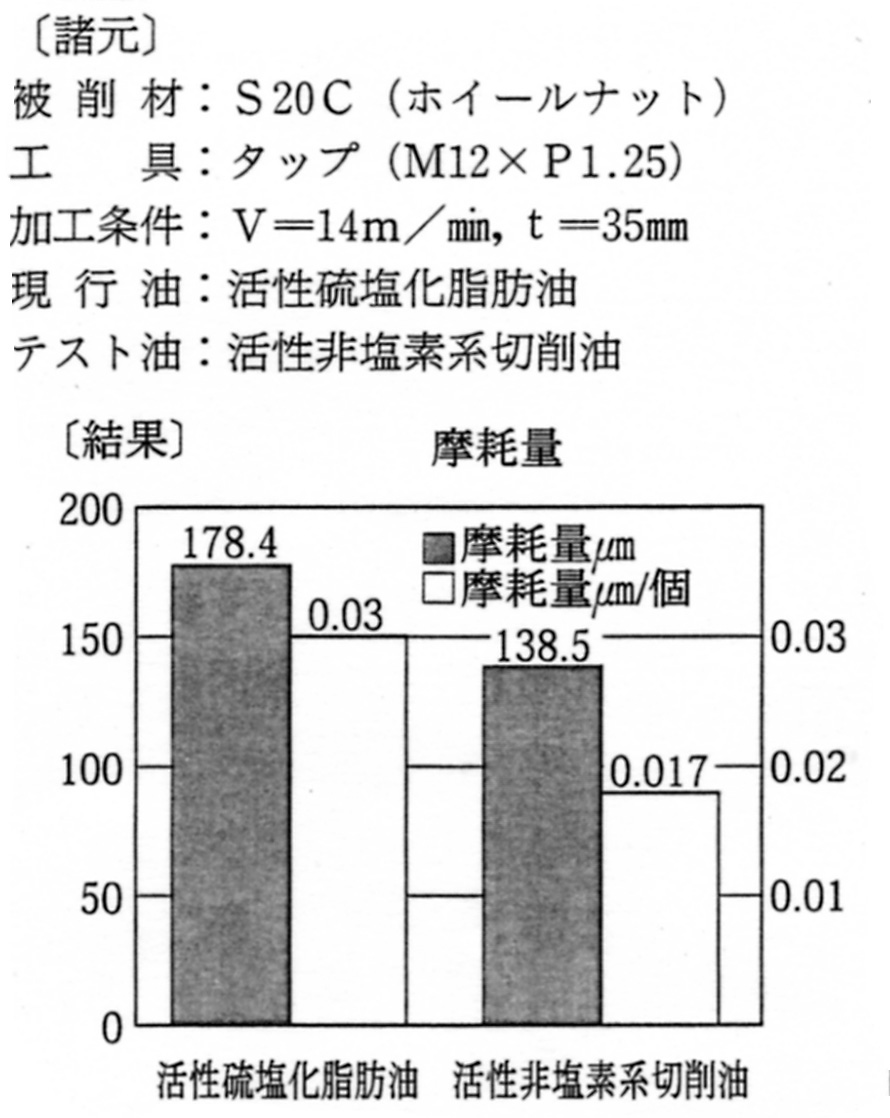 図3 タップ加工での非塩素系切削油の性能 |
4. 自動盤加工
自動盤には,比較的大物の部品を加工する多軸自動盤とOA機器や時計などの小物部品を加工する単軸自動盤があります。ここでは,ステンレスなどの難削材を加工する単軸自動盤での加工について述べます。
単軸自動盤加工は,ハイカーボン材やステンレス材の精密部品の加工が多く,加工特性をしては,きれいな挽き目が求められます。
また,単軸自動盤は回転する被削材を支えるためのガイドブッシュと呼ばれる一種の軸受機構を持ち,高精度の部品を加工する際はガイドブッシュと被削材のクリアランスが小さく,被削材とガイドブッシュのかじりを生じやすくなります。
そのため切削油に求められる特性としては
○耐溶着性に優れ,加工面にきれいな挽き目が得られること。
○ガイドブッシュのかじりがないこと。
○機械が連続稼動するため,酸化安定性に優れること。
等々があります。
図4は,SUS303の単軸自動盤による加工事例です。従来の活性硫塩化油(塩素10.4wt%,硫黄2.6wt%)と比較し,活性非塩素系切削油(硫黄1.4wt%)は同等以上の加工性・工具寿命が得られています。
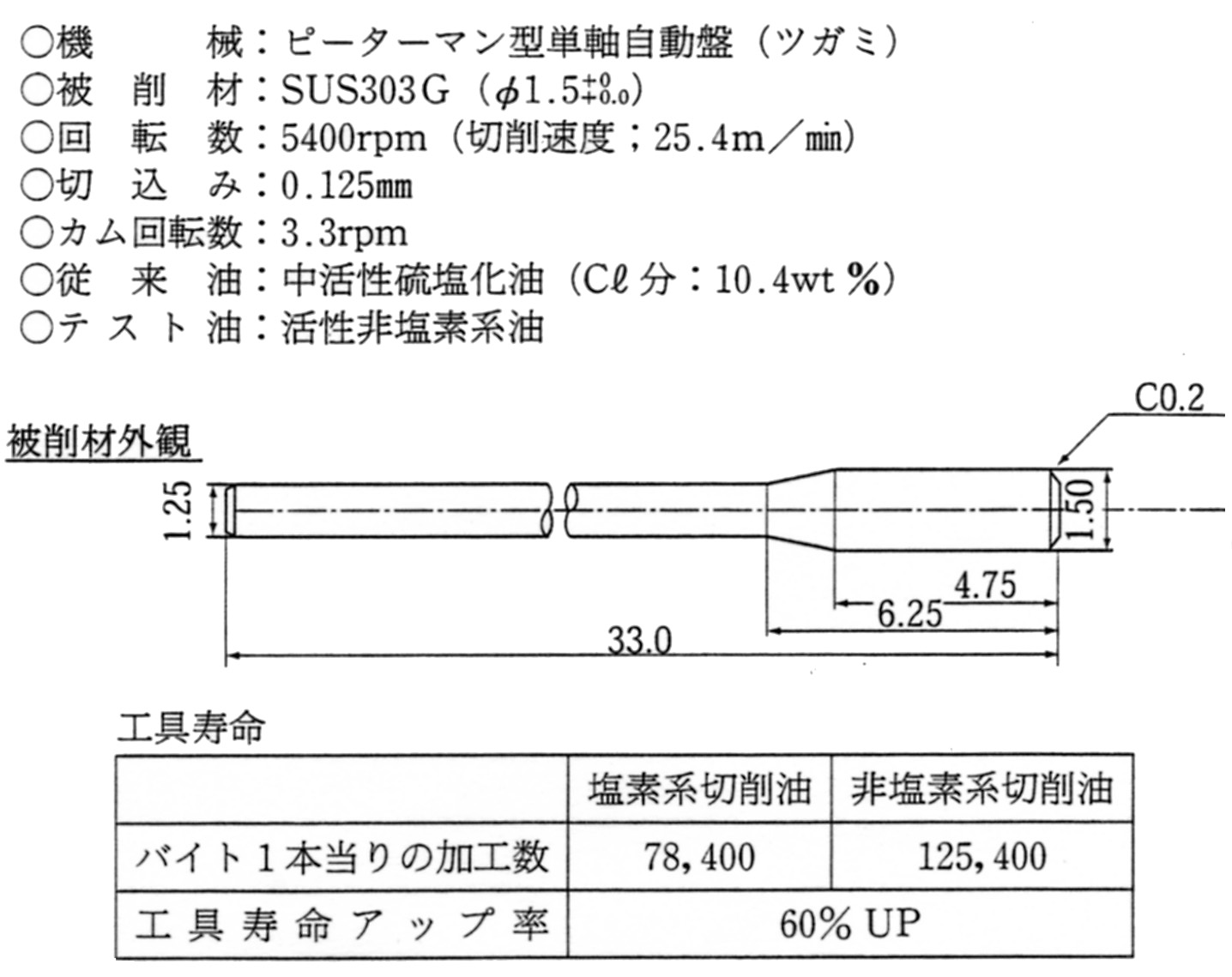 図4 自動盤加工での実用性能 |
最近は,環境対策と生産性向上を狙ってホブ切り加工ではドライ加工が適用されつつある。しかし,本報ではまだまだ切削油が必要とされる加工を中心に非塩素系切削油の実用性能について概説しました。
日本においてもPRTRが導入されるなど,環境保全への取り組みは企業責任としていっそう強く求められる時代となりました。
油剤メーカーとしても,非塩素化に加えよりいっそう環境に配慮した油剤および生産性向上に向けた油剤開発に,これまで以上に取り組んでいきたいと考えています。


「技術者のためのトライボロジー」新発売!







