


平面削りには,大別して正面フライス加工・プレーナ加工およびブローチ加工があります。正面フライスによる切削加工の工具選定および切削条件について解説します。
平面削りの工具,加工条件について
平面削りでもっと能率的な加工のできる正面フライス加工における工具選定・切削条件選定のポイントを教えてください。
解説します。
平面削りには,大別して正面フライス加工・プレーナ加工およびブローチ加工があります。高能率作業という点では,正面フライス加工がもっとも有利で大半を占めています。そこで,正面フライスによる切削加工の工具選定および切削条件をおもに示します。
1. 正面フライス加工
正面フライス加工において理想的な切削をするためには,(1)切削抵抗を小さくする。(2)切削熱を低く抑える。(3)切削振動を生じさせない。などが,大きな大きなポイントであり,これらをクリアする工具の選定が,重要となります。
写真1の工具は,切削抵抗・切削熱・切削振動いずれについても従来の正面フライスに比べて,著しく小さい値を示す,スーパーダイヤミルSE445型です。この工具は,逃げ角20°のハイレーキ型の正面フライス用工具で,高精度超硬シートの採用で,スローアウェイチップの着座剛性を高め,切削衝撃にともなうバックメタルの弾性変形を防ぎ,切れ刃に生じる微振動を抑制し,切れ刃の高い信頼性を実現しています。したがって,被削材も,鋼・鋳鉄・ステンレス鋼・ダイス鋼・軽合金と幅広く切削加工できます。(写真2は,SE445型による合金鋼の切削中です。)
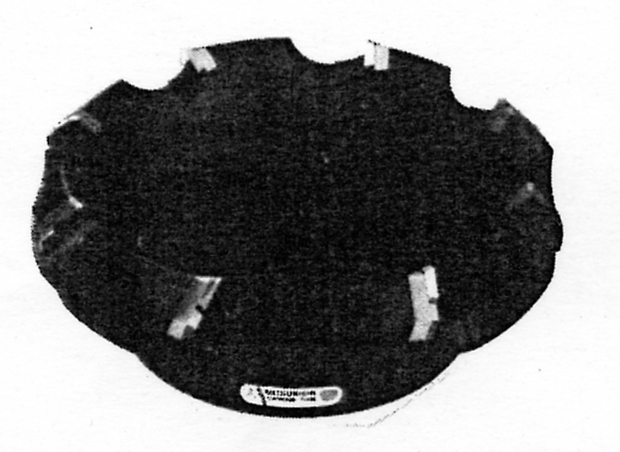 写真1 スーパーダイヤミルSE445型の姿写真 |
 写真2 スーパーダイヤミルSE445型の切削中写真 |
2. プレーナ加工
図1に,プレーナ加工を示します。プレーナ加工は,バイトを使用して平削り加工をします。被削材はテーブル上に取り付けられて水平往復運動をし,バイトは工作物の運動方向と直角方向に間欠的に送られ加工していきます。
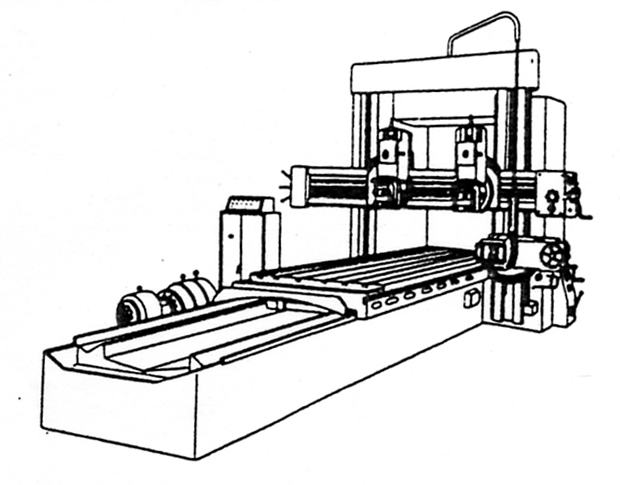 図1 門形平削り盤(プレーナー)(超硬工具協会・超硬工具用語集より) |
3. ブローチ加工
図2に,平削り用ブローチを示します。ブローチは,専用のブローチ盤にとり付けその軸方向に移動し加工していきます。
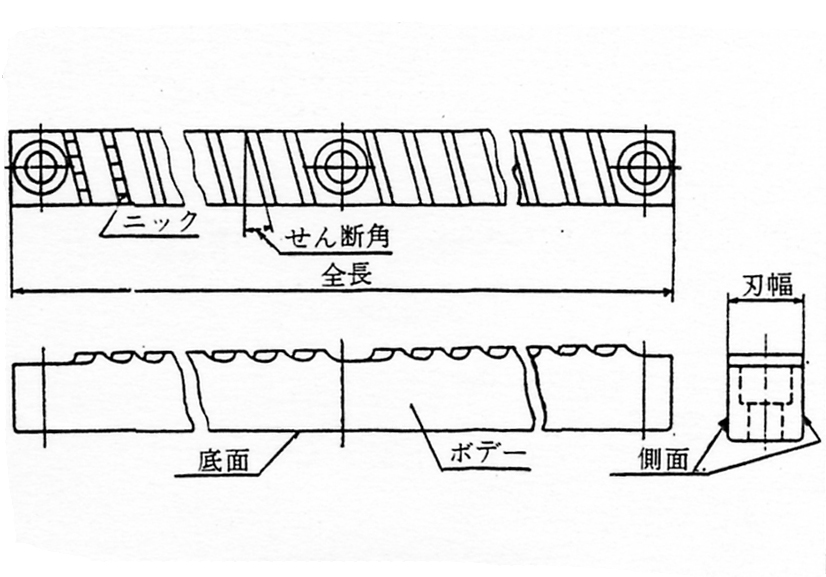 図2 平ブローチ(超硬工具協会・超硬工具用語集より) |
4. 正面フライス加工における切削条件の選定
切削条件は,被削材・工具各種により選定します。鋼切削用には,ISO分類でP種・M種の工具材料。鋳鉄用には,K種・M種の工具材種をと,被削材にあった工具材種の選定がポイントとなります。工具材種のそれぞれの特性をうまく引き出すことにより,安定した切削加工するためです。
また,工具材種の工具寿命は切削条件により左右されます。鋼や鋳鉄の切削では,切削条件が高ければ高いほど工具寿命は短くなります。
表1は,正面フライス用コーティング材種F620・F515の推奨切削条件です。最近の高能率加工の要求により開発されたコーティング材種で,従来の超硬材種に比較して高速切削領域で安定した性能を示します。
|
表1 フライス用ダイヤコートの推奨切削条件
|
表2は,F620の切削事例です。
|
表2 F620の切削事例
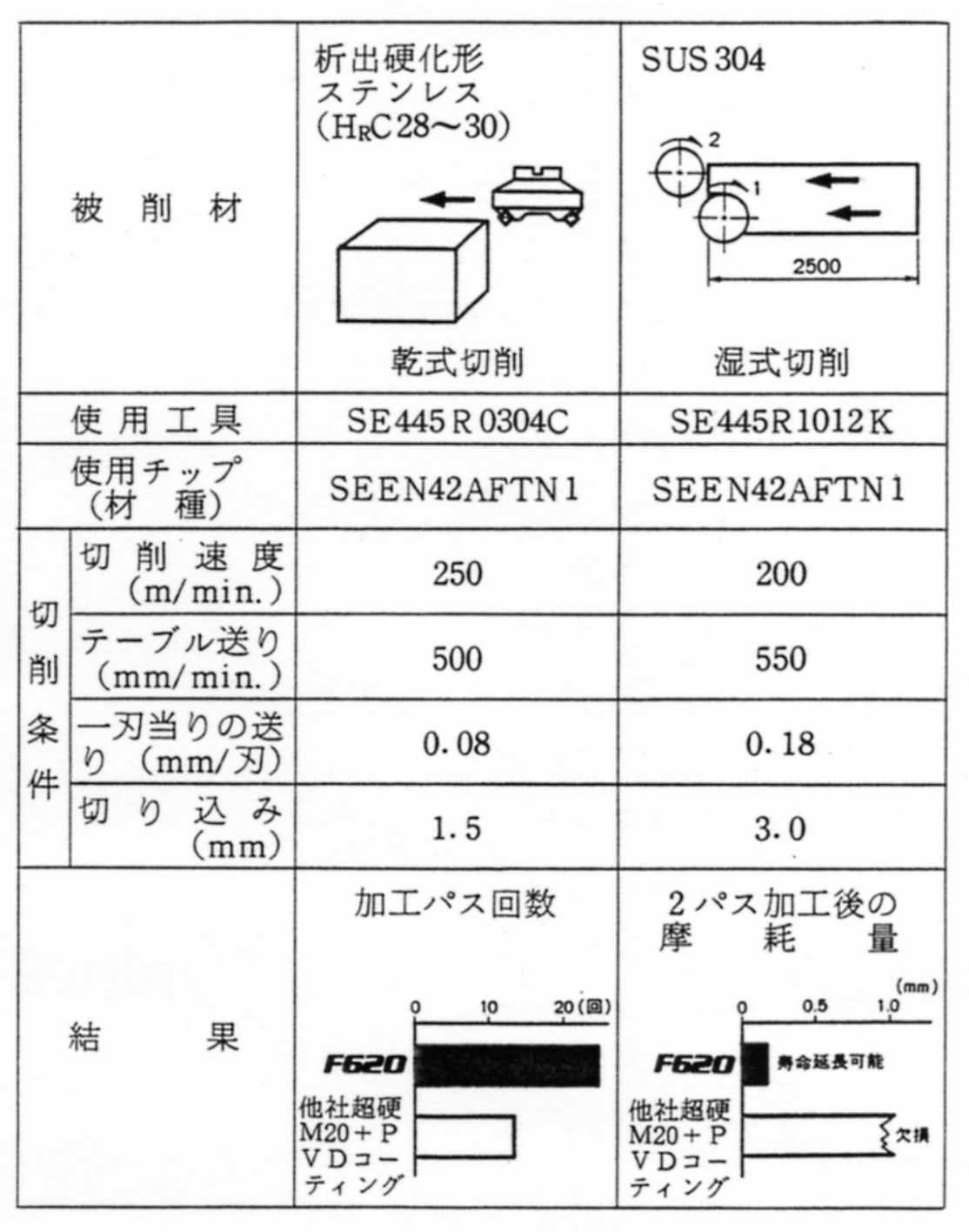 |
表3は,正面フライス用サーメット材種NX530です。高能率で高精度加工を要求される時に使用します。従来サーメット材種に比較して,刃先の信頼性の高い工具材種です。
|
表3 フライス用サーメットNX530の推奨切削条件
|
||||||
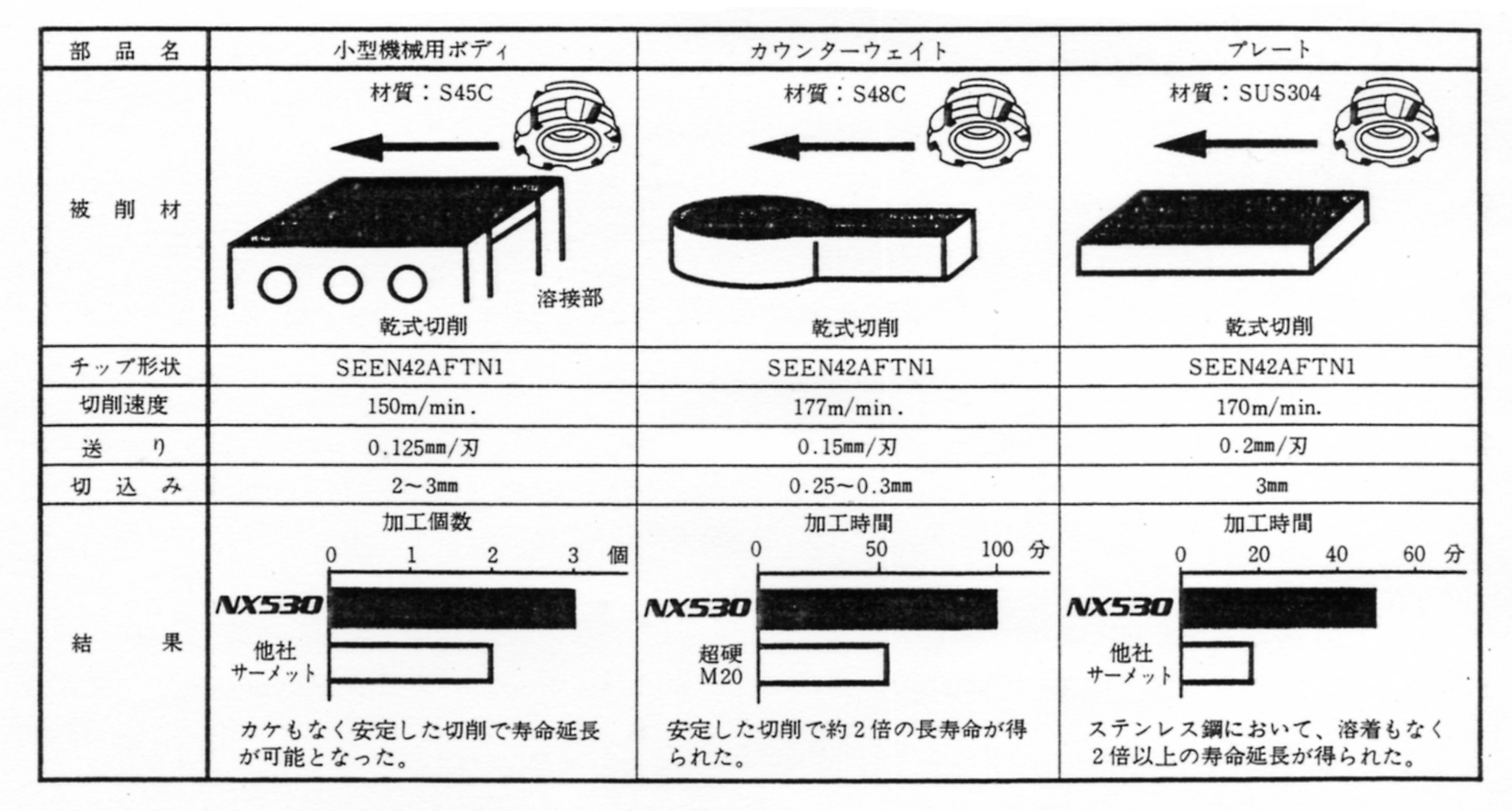
表4は,NX530の切削事例です。
|
表4 NX530の切削事例(工具は全てSE445型)
 (画像クリックで拡大。ブラウザの戻るで戻ってください) |
正面フライス加工において,加工を具体化するための要因として,工具選定・切削条件(切削速度・送り・切り込み・切削油剤)・工具材種の選定があります。そのなかで,工具選定・切削条件,選定のポイントを簡単に記しました。いくらかでも日ごろの作業に役立てば幸いです。


「技術者のためのトライボロジー」新発売!






