


工作機械のスティックスリップ現象と摺動面油の評価方法について解説します。スティックスリップは,任意の一定速度で滑ろうとする移動物体(テーブルなど)と案内面(ベッドなど)との摺動面において,2面間の摩擦抵抗のために送り装置(送りネジなど)が弾性変化とその復元を繰り返す現象です。
工作機械のスティックスリップ現象
摺動面用潤滑油には摺動面専用油と油圧作動油兼用の2種類がありますが,いずれも摺動面においてスティックスリップ現象と申しますか,ビビリのないものが要求されます。油メーカーではこのスティックスリップ現象をどのような方法で評価しているのかご教示下さい。
解説します。
スティックスリップと呼ばれるビビリ現象は,工作機械のテーブル案内面や油圧装置のシリンダ等においてしばしば発生するトラブルです。とくに,前者の工作機械では,工作物の表面粗さや加工寸法精度に直接影響を及ぼすため,必ず避けなければならない問題点です。
1. 工作機械のスティックスリップ現象
この現象は,任意の一定速度で滑ろうとする移動物体(テーブルなど)と案内面(ベッドなど)との摺動面において,2面間の摩擦抵抗のために送り装置(送りネジなど)が弾性変化とその復元を繰り返す現象です。一般には300mm/min以下の低速送りにおいて発生します。
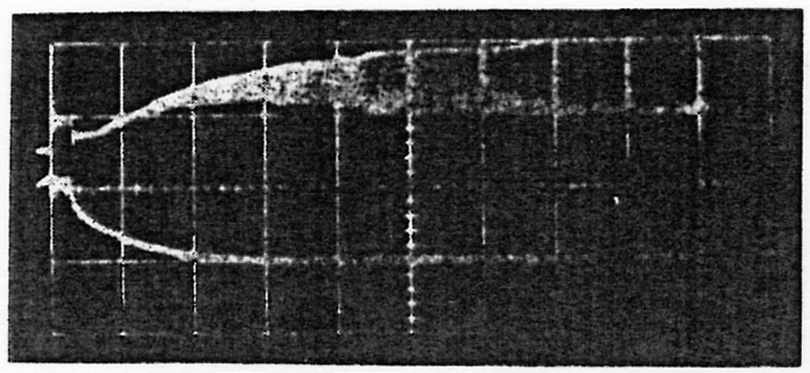
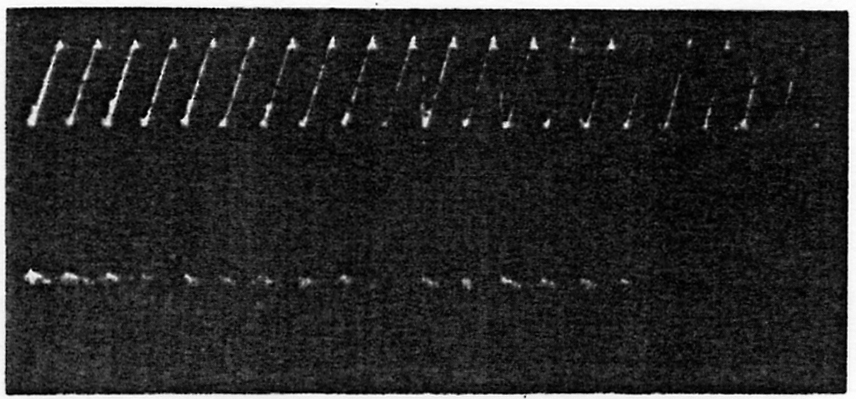
図1は松原*1の実例で,オシロスコープにより駆動力の変動と油膜厚さの変動をとらえたものです。
スティックスリップの原因は,面の材質,加工法,加工精度,荷重,機械本体の剛性,駆動系からの振動,潤滑油の摩擦特性などがからみ,いまだ明らかでない点が多くあります。
 |
|
| 上:駆動力 50Kg/div 下:油膜 1.4μm/div よこ軸 10s/div 駆動速度 1.5→0.029cm/s |
テーブル重量 160kg ばね定数 1,750kg/cm 潤滑油 #90タービン油 |
 |
|
| 上:駆動力 50Kg/div 下:油膜 1.4μm/div よこ軸 0.5s/div 駆動速度 0.106cm/s |
テーブル重量 160kg ばね定数 1,750kg/cm 潤滑油 #90タービン油 |
|
図1 スティックスリップ実測例
|
|
2. 潤滑上の問題点
潤滑上の特異性として摺動面は軸受・歯車などに比べ,2面の相対速度が小さいために,いわゆる「くさび効果」による流体油膜が形成しにくいことがあげられます。一つの対応策として,高粘度油使用による油膜形成の方法も考えられますが,今度は高速送りの場合に厚い油膜による,フロードアップ現象と呼ばれるテーブルの浮き上がり・蛇行が起こります。したがって摺動面油としては比較的低粘度でかつ潤滑性に優れたものが要求されます。
3. 摺動面油の評価方法
(1)一般の油性試験
工作機械の摺動面では油膜形成が困難なため,とくに潤滑油の油性(すべり特性)が重要になります。表1に従来の油性試験方法を示します。いずれも接触状態は点接触または線接触であり,摺動面のような面接触の形態をとったものでないため,摺動面における摩擦特性を再現することはできません。したがって,これらの油性試験と実機摺動面における特性との間の相関性はあまり認められないようです。
|
表1 油性試験法
 |
(2)C.M.Co法(旧ASTM法)
シンシナティー・ミラクロン社が考案した摺動面試験装置の概要を図2に示します。
 |
||||||||||||
|
||||||||||||
|
図2 C.M.Co法概要
|
測定方法は上プレートと下プレートとの間に試料油を塗布し,押し付けバネで上プレートに荷重を与えながら,下プレートを油圧シリンダで送るもので,運動時の動摩擦係数(μk)およびプレートを停止させたときの静止摩擦係数(μs)を測定します。当初はこのμs/μkが0.85より小さい場合,耐スティックスリップ性に優れているとしていましたが,数年前よりμkが0.10以下,μsが0.08以下と規定するように変わりました。この方法は―
- 始動時の静止摩擦係数が測定できない
- 面圧,すべり速度を変えられない
といった欠点もあり,現在はASTMの規格にはなっていません。しかし,他の油性試験法と比較して,実機の摺動面に近い評価が行えます。
以上のように,摺動面におけるスティックスリップ現象はその発生要因として,潤滑油の摩擦特性の他に,摺動面材質,形状,機械本体の剛性など多くのものが影響しています。そのため,いまだに規格化された試験法がないのが現状です。潤滑油の摺動面については,従来の油性試験による評価あるいは実機によるテストが実施されているようです。
<参考文献>
*1 松原十三生:潤滑,vol.21,205(1976)


「技術者のためのトライボロジー」新発売!







