


「表面改質によるトライボマテリアルの創製」 2009/6
はじめに
環境問題への意識の高まりや製造業の国際競争力強化を背景に,輸送機械や産業機械などのさらなる熱効率ならびに信頼性の向上と高機能,高付加価値化が求められている。
トライボロジーは,これらの課題解決を担う基盤技術であると同時に,ブラックボックス化が可能なコア・テクノロジーとして,より高度な技術的要求への対応が求められている。今やトライボロジー・システムの開発に当たっては,コスト低減や性能向上はもとより,環境負荷の少ない摺動材料,潤滑剤および製造プロセスなどの採用が必須条件となっており,これらを同時に解決する手段として表面改質技術に寄せられる期待は大きい。そもそも,構造部材として材料に求められる性質と,外部との境界を成す材料表面に求められる性質とは必ずしも一致せず,場合によっては相反する特性が求められることもある。
そこで,表面に必要とされる性質を内部とは独立に付与し,機能の役割分担による材料全体での高性能化を図る手段として,表面改質は実に理にかなった材料創製技術であると言えよう。
一方で,表面改質技術は多岐にわたり,また目的は同じであっても技術体系の異なる手法間での性能比較などはあまり行われていないのが実情で,日進月歩の最新技術を網羅するような技術の体系化は進んでいない。
本特集では,産業界の最先端で活躍する専門家より,近年その進展が著しい表面改質の現状と今後の展望について解説して頂く機会に恵まれた。「摺動面の改善にどのような表面改質方法を選択すべきか?」この難問に対して,本特集が何らかの回答もしくはヒントを提供できるものと期待している。
まず本稿では,一般的な表面改質方法の分類にしたがって,トライボマテリアル創製の観点からそれぞれの手法の特徴について解説する。
1. 表面改質の手法
表面改質法の分類と具体的方法を図1に示した。表面改質は,以下の4つに大別される。
(1)温度履歴による組織制御や外から表面内部への元素拡散によって母材表面の特性を改善する熱処理法
(2)母材とは異なる物質を被覆することで表面に新しい機能を付与するコーティング法
(3)機械的エネルギーによって表面物性を変化させる機械的処理法
(4)表面幾何形状によって新しい機能を発現させる表面テクスチャリング
産業界における表面改質の用途の大半は,トライボロジー特性改善に係るものであると言われている。これ以外の用途としては,耐腐性や濡れ性,耐熱性,電磁気・光学特性などの機能の付与や創製が主なものとして挙げられる。
 図1 表面改質方法の分類 |
1.1 熱処理
熱処理法には,焼入れ法,浸炭法,窒化法,拡散浸透法などがある。熱処理法は,斬新さという点において注目されることが少ないが,トライボ部品の製造にはなくてはならない手法である。また,すでに確立された信頼性の高いプロセス技術ではあるが,エネルギー効率や環境負荷の面からは,改善されるべき技術課題も多い。
焼入れ法は歴史の古い手法であるが,従来の炎焼入れや高周波焼入れとともに,近年ではレーザー焼入れや電子ビーム焼入れなどの新しい手法が取り入れられ,今も機械部品の最も重要な表面改質手法であることには変わりない。浸炭法や窒化法においても,よりよい品質と省エネルギー性向上を求めて真空浸炭法やイオン窒化法などの新しい手法の導入が進んでいる。
拡散浸透法は,炭素や窒素のみならず,ボロンや硫黄,さらにはアルミ,クロム,チタン,バナジウムなどの金属元素を表面から内部に熱拡散させて,表面の硬度向上や耐熱性,耐食性向上を図るもので,多くの機械部品に用いられている。
熱処理法の利点は,母材と表面改質層との組成が連続的に変化する点にある。コーティング法のように,膜厚が厚くなるほど顕著になる剥離の問題がないため,浸炭法や窒化法では数mmの深さまで改質層を形成することも可能となっている。このような熱処理法の特徴を生かし,コーティング法との複合処理方法も開発されている。
1.2 コーティング法
コーティング法には,塗布法,湿式めっき法,化学蒸着法(CVD,Chemical Vapor Deposition),物理蒸着法(PVD,Physical Vapor Deposition),溶射法など多くの手法がある。
コーティング技術は,近年,トライボマテリアル創製技術として著しい発展を遂げ,その用途も急速に拡大している。このことを踏まえ,本特集では実用化の実績があるトライボコーティング技術を中心に取り上げている。コーティングの歴史を見れば,古くは陶器の釉薬の利用に始まり,身近なところではペンキ塗装など,コーティングは至る所で使われている汎用技術なのである。
ではなぜ,今,再びトライボコーティングが注目されているのか。その原動力となっているものの1つが,DLC(ダイヤモンドライクカーボン)の実用化である。地球環境問題を背景とした一層の省エネ化が求められる中,摩擦損失を大幅に低減する方策として,DLCの活用に大きな期待が寄せられている。そして,このDLCブームをきっかけとして,トライボコーティング技術の全体を見直し,再評価しようとする機運が高まったものと理解されよう。
I )湿式めっき法
湿式めっき法には,電気めっき,無電解めっきなどがあり,トライボコーティングとしては無電解ニッケルリンめっきや硬質クロムめっきなどが様々な機械部品に使われている。湿式めっき法は,プロセスで必要となる劇毒物薬品の管理や廃液の処理などの問題があり,その利用は縮小の方向にある。しかしながら,性能とコストの面からは未だに大きなアドバンテージがあり,乾式法への移行は簡単には進んでいない。むしろ,厳しい淘汰を経ながらも技術水準の向上と安全管理の徹底が進んだ今,他の追従を許さないコア技術として,今後のものつくり産業を支えることも期待される。
II)乾式法
(1)蒸着法
蒸着法には化学的手法によるCVD法と物理的手法によるPVD法がある。CVD法は,コーティング膜のもとになる原料に有機金属ガスなどを用い,反応室内に作った高温状態によって原料ガスを反応させ,基板上にコーティングを行うものである。
CVD法によるトライボコーティングには,TiC,TiCN,CrC,Al2O3,CrC,SiC,DLCなどがあり,主に金型や超硬工具などに使用されている。PVD法に比べ,10μmを超える厚膜形成が容易であることや密着性や付きまわり性が良いなどの点で優位性がある。
一方で,原料ガスの分解反応に高いエネルギーが必要なため,基板処理温度は通常600℃を超える高温となることから,変形や変質などによって適用可能な基板は制約される。これを克服するため,触媒や紫外線レーザーの利用によるプロセスの低温化に関する研究も行われている。
CVD法のもう一つの問題は,反応ガスの後処理である。プロセスの安全性や環境対策の観点から,一般にCVD法が敬遠される傾向があることは否定できない。ただし,半導体プロセスなどとは異なり,トライボコーティングの場合には有毒性の高い原料ガスを利用することは稀なため,CVD法への抵抗感は少ないようである。むしろ,DLCコーティングの低コスト化を担う有力なプロセス技術として,今後の発展が期待されている。
PVD法は,固体を原料として,これをいったん蒸発させてから固相を析出させてコーティングを行う手法である。真空蒸着法,スパッタリング法,イオンプレーティング法などがあり,新しい手法としては,電子ビーム蒸着(EB-PVD)法やレーザーアブレーション(パルスレーザーデポジション:PLD)法などがある。また,被膜形成という定義からは外れるが,関連する手法にイオン注入法があり,CVD,PVD法との融合によるプラズマイオン注入(Plasma-Based Ion Implantation:PBII)法が開発されている。PVD法には,固体原料を用いることから様々な元素を選択することができ,反応ガスの後処理設備が不要であるなどの利点がある。PVD法による水素を含まないDLC(水素フリーDLC)は,水素含有DLCに比べて硬度が高く,ある潤滑油中で非常に低い摩擦特性を示すことから,自動車エンジン部品として実用化され,燃費向上に貢献している。
トライボコーティングとしては,TiN,TiCN,TiAlN,CrN,DLCなどが実用化されており,多くの場合はイオンプレーティング法によって成膜されている。イオンプレーティング法は,蒸発した固体粒子を何らかの方法でイオン化し,負のバイアス電圧を印加した基板に堆積させることによってコーティングを行う。活性化反応蒸着法,中空陰極放電(Hollow Cathode Discharge:HCD)法,アークインプレーティング(AIP)法,クラスターイオンビーム法などがある。AIP法は,原料となる固体材料を陰極として真空アーク放電を起こすため,アークスポットのエネルギー密度を高めることで高融点材料や合金などのコーティングも可能である。ただし,アークスポットで発生するドロップレットと呼ばれる大きい粒子が被膜に取り込まれることがあり,平滑なコーティング面を得るにはコーティング装置に工夫が必要となる。
(2)溶射法
溶射法は,他のコーティング方法と比較して被膜形成速度が速く,トライボマテリアルに求められる厚膜の作製に適している。また,溶射法は,溶射材料および被溶射材料に制限が少ないこと,基板の大きさに制限がなく広い面積や限定された部分への溶射も可能であることから,広い分野で利用されている。トライボコーティングとしては,Fe-Moやステライトなどの金属合金,WCやCrCなどの硬質粒子をコバルト合金などに分散したサーメット,アルミナやジルコニアなどのセラミックス材料などが用いられている。
溶射の原理は,溶射粉末と搬送ガスに高いエネルギーを与えることで,粉末を溶融させるとともに,熱膨張により搬送ガス速度を加速し,高速で溶融粒子を基板に衝突させることによって被膜を堆積させるものである。エネルギー源に燃焼炎を用いるのがガスフレーム溶射法で,中でもガス速度が音速を超える高速フレーム溶射(HVOF)法は,カーバイド系サーメートに最適な溶射手法として利用が拡大している。
このほか,エネルギー源の違いによって,アーク溶射法,プラズマ溶射法,レーザー溶射法などがある。一般に原料となる溶射粒子は数十μmで,成膜速度は1mm/分程度と高く,数mmの厚膜も成膜可能である。ただし,溶射被膜の密着力は,界面の幾何学的なアンカー効果のみによって生じるため,密着性の向上には自ずと限界がある。また,数十μmの粒子が堆積することで被膜化することから,被膜中には空孔や欠陥が多く発生する。
減圧プラズマ溶射法は,これらの欠点を改善するために開発されたもので,真空チャンバー内に溶射ガンおよび被溶射材料を組み込み,アルゴンなどの減圧雰囲気中で溶射を行うようにしたものである。減圧雰囲気中ではプラズマ炎領域が拡大するとともにプラズマジェットの流速も上昇するため,溶射粉末の溶融が進み母材との衝突速度も増す。その結果,空孔の少ない被膜の形成が可能となり,さらに大気溶射で問題となる被膜の酸化や窒化も防ぐことができる。ただし,高融点材料については,完全な溶融状態での被膜形成が依然として困難なため,緻密性ならびに密着性の点で問題の残ることもある。最近では,レーザーとの組み合わせによって,これらの問題を克服する手法も開発されている。
一方で,溶射被膜のポーラス性を生かしたアブレイダブルコーティングというものも実用化されている。これを利用したアブレーダブルシールは,削られやすい材料をガスタービンのハウジング内面に溶射し,タービン翼がコーティングに接触してもダメージを受けないようにすることで,翼とハウジング間との隙間を最小限に抑え,高いシール性を実現するものである。
III)塗布法
塗布法によって作製される主なトライボコーティングとしては,固体潤滑被膜が挙げられる。PTFEや二硫化モリブデン,グラファイトなどの固体潤滑剤にバインダーを加えたものを摺動表面に塗布し,加熱などによりバインダーを揮発あるいは固化させることでコーティング膜を形成するものである。高温や真空などの極限環境下での使用が余儀なくされる摺動部品に利用されている手法である。
塗布法による究極のトライボコーティングは,ハードディスクドライブに用いられている。ディスク表面には表面を保護するフッ素系潤滑剤がスピンコート法によって塗布されているが,記録密度を上げるためにはディスクと磁気ヘッドの間隔を少し狭めることが必要となり,数nmの膜厚をさらに薄くするための研究開発が行われている。ナノスケールの薄膜では表面の潤滑剤は液体としての振る舞いよりも,固体的な性質が現れるようになると予想される。自己組織化膜(SAM)や分子プレートによる表面修飾法なども,ナノ薄膜コーティングとして,トライボマテリアル創製技術に仲間入りする日は近い。
1.3 ショットピーニング
ショットピーニングに代表される機械的処理法は,材料の疲労強度特性向上を目的として普及した技術である。通常は,サブ~数mmの粒子(ショット)を加工物に投射することで,表面を塑性変形させて圧縮残留応力を付与する。最近では,レーザーピーニング法やキャビテーションピーニング法など,粒子を用いない手法も実用化されている。トライボマテリアルとしては,粒径20μm以下の二硫化モリブデン微粒子をショットに用いたアルミ合金表面の改質処理において,固体潤滑剤の転写による潤滑性能の向上効果が実証されている。これを契機として,マイクロショットピーニング法によるトライボマテリアルの創製が注目されることとなった。
マイクロショットピーニング法は,残留応力の付与とショット材料の転写に加え,表面粗さの最適化も同時に追求することが可能な技術である。表面改質プロセスのコスト低減の観点からも,今後の展開が期待される。
1.4 表面テクスチャリング
表面テクスチャリングは,主に表面の流体抵抗低減や濡れ性の制御,光の反射・吸収特性の改善などに用いられてきた手法であるが,最近のレーザー技術の進展による加工コストの低減とも相まって,トライボマテリアル創製技術としての重要性が再認識されつつある。最近では,フェムト秒レーザーを用いた周期溝加工による摺動特性の改善効果*6が報告されて注目を集めた。
また,摺動部品にも様々な特性,機能が求められるようになり,表面とバルクという深さ方向の1次元制御のみではなく,平面方向も含めた空間的な機能配置の重要性も増していることから,表面テクスチャリングとのシナジー効果を狙った他の表面改質法との複合化研究も行われている。焼入れ硬さや被膜組成の違いにより表面に意図的な不均一性を導入することにより,期待する微細構造を常に自己形成可能とするような機能性表面の創製がその一例として挙げられる。
図2は,マルチスケール・テクスチャリングの概念を示したものである。この概念は,表面の形状および組成の空間分布をナノ・マイクロからマクロレベルまでの連続したスケールで捉え,それぞれのレベルで支配的となるトライボロジー現象を包括的に扱うことによって,トータル性能の向上を目指すもので,表面改質すべてに共通するものである。これまで,トライボロジーメカニズムは,観察者の注目するスケール領域でのみ論じられることが多く,対策もそれに合わせた断片的なものに閉じていたという反省がある。表面テクスチャリング技術を再評価する中で,マルチスケール・テクスチャリングの概念をベースとして,表面改質技術の体系化を図れるものと考えている。
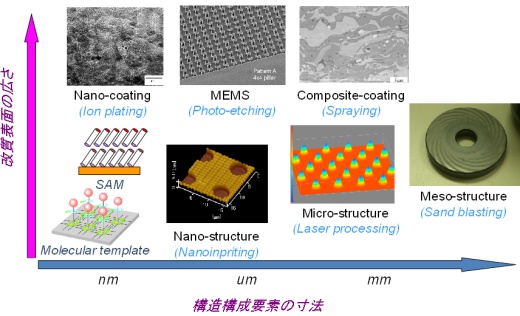 図2 マルチスケール・テクスチャリング |
2. トライボロジー特性改善のための表面改質
トライボロジー特性の改善に際しては,表面改質によって表面のどのような性質を向上すればよいのか,あるいはどのような機能を付与すればよいかが問題となる。当然のことながら表面改質の内容は,着目する摩擦・摩耗特性に大きく依存する。ここでは摩擦と摩耗を低減するための表面改質の方策について考えてみる。
まず,摩擦低減には,無潤滑下であれば固体潤滑性の付与が効果的であり,潤滑条件下であれば十分な流体潤滑膜の形成を可能にする表面テクスチャの付与,混合潤滑状態では膜厚比Λを上げるための表面平滑化,境界潤滑状態ならば潤滑油分子との化学的親和性の向上などの対策が考えられる。耐摩耗性の向上には,凝着摩耗,アブレシブ摩耗のどちらが支配的な状況下であっても,それらの基本メカニズムからは表面の高硬度化が有効となる。また,腐食摩耗が支配的な場合には,表面の化学的安定性向上が有効な対策となる。
トライボマテリアルにおいて改質対象とする主な性質・機能としては,(1)硬度,(2)平滑性,(3)固体潤滑性,(4)テクスチャ,(5)化学反応性,を挙げることができる。それぞれの目的ごとに,表面改質の現状と今後の展開について考えてみたい。
2.1 高硬度化
表面の硬度を向上させる手法としては,鋼の焼入れ,浸炭,窒化などの熱処理や,湿式めっきによる硬質クロムめっき,CVD,PVD法によるTiN,CrN,DLCなどの硬質薄膜,溶射法によるサーメットやセラミックス被膜の形成などが挙げられる。硬質薄膜コーティングを用いれば,表面硬度を上げることは容易である。ただし,被膜の剥離や信頼性,相手面への攻撃性などが,実用化を阻む原因となるので,単に硬度が高ければ良いことにはならない。DLCの場合,その硬度は製法や組成によって大きな幅があるが,一般にはビッカース硬度でHv1000~Hv3000程度のものが,トライボマテリアルとして多く実用化されている。DLCが急速に普及した背景には,膜の密着性と信頼性の大幅な向上があるといわれており,これらの付随的な性能の確保が,膜のさらなる硬度上昇よりも優先されることが多い。
一方で,工具の場合には,相手面への攻撃性は重要な性能の一つであるので,より高い硬度を目指したナノコンポジットコーティングの開発が進められている。
2.2 平潤性
トライボロジーは2つの固体表面によって成り立つため,一方の性能のみを向上させても有効な改善効果は得られない。むしろ,硬さの向上によって相手面への攻撃性が増し,摩耗を増大することも十分に考えられることである。相手面への攻撃性は,硬さと表面粗さに大きく依存するため,PVD法によってTiNやCrNなどの硬質薄膜をコーティングするような場合には,その表面粗さについても十分に注意する必要がある。DLCの場合には,CVD法による被膜では非常に平滑な表面が得られる。
一方でAIP法によるものは表面にドロップレットに起因する凹凸が形成されるため,コーティング後には研磨による平滑化が必要となる。硬質薄膜の表面粗さについては,コーティング手法の改良に加え,被膜の結晶粒径や方位を制御することによって改善する試みも行われている。平滑化は硬質表面による相手攻撃性を緩和することに加え,混合潤滑から流体潤滑への移行を促進することになる。
2.3 固体潤滑性
境界潤滑のように真実接触部がある場合,潤滑条件下でも表面の固体潤滑性は摩擦低減に有効に作用する。拡散浸透法による硫黄の拡散は,表層に硫化物を形成して潤滑性を向上させる。高温や高真空中など通常の潤滑油が使えない特殊環境下では,固体潤滑被膜を付与することにより摩擦を低減し,耐摩耗性の向上が図られる。固体潤滑剤には,二硫化モリブデンやグラファイト,フッ素樹脂などが用いられる。これらは塗布法やスパッタリング法によってコーティングされる。DLCは摩擦によって最表面にグラファイトが形成され,これによって固体潤滑性を示すといわれている。高真空中において水素フリーDLCの場合は摩擦が高く,また水素含有DLCの場合も時間経過とともに摩擦が上昇することから,表面の水素吸着がDLCの固体潤滑性に重要な役割を果たすものと考えられている。これらの固体潤滑剤が酸化分解して使えない400℃を超えるような高温環境下では,フッ化カルシウムやフッ化バリウムなどの高温固体潤滑剤を酸化物セラミックスと複合した溶射被膜が用いられる。
2.4 テクスチャリング
表面微細構造によるトライボ特性向上に期待される効果としては,(1)潤滑油溜まりによる油切れの改善,(2)異物の捕捉による3次元アブレシブ摩耗の抑制,(3)流体潤滑域の拡大,が挙げられる。表面にミクロンサイズの微細テクスチャを施すためには,レーザー微細加工,マイクロサンドブラスト加工,精密機械加工,湿式/ドライエッチング加工など適用可能な手法は様々であるが,面積の広い摺動面に実用化する場合にはコストがネックとなるケースもある。工作機械の動圧すべり案内面に施される“きさげ”は,テクスチャリングの一種と考えることができる。ただし,きさげの模様が,潤滑性向上のための最適なパターンに考慮して決められているかは別問題である。そもそも,テクスチャリングのパターンを最適化するための設計指針さえ,現状では存在しない。それでも,テクスチャが施された様々なトライボ要素が実用化され,性能向上に大きく貢献している現状を踏まえれば,表面改質技術の一つとして今後一層その重要性は増すものと考えられる。
2.5 化学的特性
摺動表面では,局所的に大きな応力や高い温度などが生じるため,トライボケミカル反応と呼ばれる特異的な反応が進行する。このため,静的環境下における耐腐食性材料が腐食摩耗に耐性を示すとは限らない。
また,潤滑剤との親和性については,特に新しいコーティング材料の場合には不明な点も多い。そのため,潤滑システム全体の中で最適なコーティング材料を選択することが必要になる。DLCは大気中では低い摩擦と耐摩耗性を示すが,金属系摺動部材用に開発された潤滑油中では本来の化学的安定性が逆効果となり,潤滑油添加剤との反応が進まないために摩擦低減効果が発現しない。このため,DLC膜に金属元素を添加することで,添加剤との反応性を改善する対策などが行われている。
おわりに
トライボロジー特性の改善に際し,目的に合った最適なトライボコーティングを選ぶことは容易ではない。しかしながら,従来からの技術を踏襲するだけで,他の手法を試さないようでは進歩がない。
今日,急速に普及が進んでいるDLCの場合でも,ほんの10年ほど前は膜の密着性や品質の安定性に難があるとされ,トライボコーティングとしての実用性は低いと考えていた人も多い。それでも,DLCの潜在的なポテンシャルを信じ,技術の向上と普及に向けた地道な挑戦があったがゆえに今日の成功があると言える。
DLCと書くと特定の材料とその特性を規定する印象を与えるが,コーティング材料の場合には,成膜手法,装置,条件などによって2つと同じものはできないと言われるくらい,それぞれの膜質には違いが生まれる。その意味では,トライボコーティングの適用を検討する場合には,一つの材料系であっても必ず複数の供給元からサンプルを入手して評価することが望ましい。また,コーティング技術は常に進歩しているので,過去の評価結果に縛られるのも得策とは言えない。表面改質技術の体系化は一日も早く望まれるところであるが,現実には当面の間,手法および材料の選択は個々の試行錯誤を通した経験に頼らざるを得ない。唯一の救いは,日本国内にはコーティング技術に秀でたジョブショップや企業が多く活躍しているということである。本特集にはトライボコーティングの受託サービス企業の一覧もあるので,是非ともご活用頂きたい。
<参考文献>
*1 加納眞:“DLCコーティングの適用技術と課題”,トライボロジスト,52,3,186(2007)
*2 村上浩ほか:“フィルタードアーク法によるDLC薄膜の合成”,日新電機技報47,1,15(2002)
*3 佐々木信也:“溶射技術のトライボロジー分野における利用”,トライボロジスト,52,1,22(2007)
*4 佐々木信也:”レーザ・プラズマハイブリッド溶射法による表面改質”,材料科学,32, 3, 104(1995)
*5 荻原秀美:“固体潤滑剤の微粒子ピーニングによる内燃機関ピストンしゅう動部の表面改質”,トライボロジスト,47,12,895(2002)
*6 沢田博司ほか:“フェムト秒レーザによる微細周期構造のしゅう動特性に及ぼす影響”,精密工学会誌,70,1,133(2004)
*7 J. Fontaine et.al:”Tribochemistry between hydrogen and diamond-like carbon films”,Surface and Coatings Technology 146.147,286(2001)
*8 J.H. Ouyang, S. Sasaki, K. Umeda:”Microstructure and tribological properties of low-pressure plasmasprayed ZrO2-CaF2-Ag2O composite coating at elevated temperature”,Wear 249,440(2001)
*9 M.Nakano:”Tribological properties of patterned NiFe-covered Si surfaces”,Tribology letters, to be published.
*10 沼田俊充ほか:“チタン添加DLC上における潤滑油添加剤の反応メカニズムの解明”,日本機械学会論文集(C編),471(703),1097(2005)









