


摩擦摩耗試験概論では,摩擦・摩耗試験を俯瞰するとともに,摩擦・摩耗試験を有効に活用するための留意点に言及する。トライボロジーと摩擦・摩耗試験,摩擦・摩耗試験の目的と意義,摩擦・摩耗試験機などについて解説する。
はじめに
今日のトライボロジー研究の基礎を築かれた故曽田 範宗先生は,曽田式四球摩耗試験機をはじめとして,数々な摩擦・摩耗試験機の開発を指導された。そして摩擦・摩耗試験に関して次のような言葉を残されたという*1。「トライボロジー研究に関する試験機,測定機がかかわる現象の中で最も重要な評価点は,摩擦の大小,焼付き限界点の高低,摩耗の大小,疲労剥離寿命(疲労寿命)の長短の4点が真っ先に挙げられる」,「評価点の値はばらつきやすく,かつきわめて不安定であるのが普通で,むしろこのトライボロジー関連値の特定しにくさと,不安定さの中にこそトライボロジーの実態があるともいえる」「トライボロジー現象にこうしたばらつきや不安定さが本質的に存在または発生し易いことによって,トライボロジーの関連試験機や測定機の計画と利用において,摩擦現象にかかわる微妙な誤差原因は徹底的に除去する必要性がある」
摩擦・摩耗試験の本質を見事に突いた言葉と感服するとともに,ばらつきや不安定さの問題が常に根底にあることを意識すべしとの戒めとして肝に銘じたい。もちろん,摩擦・摩耗試験は,常に新しい計測技術などの周辺技術を取り込みながら,評価対象や用途に応じてハード,ソフトともに着実な発展を遂げてきている。各種試験法の進歩は,基礎的な摩擦・摩耗メカニズムの解明を促進しただけでなく,ISO,ASTM,DIN,JIS,JASOなどの各種の標準や産業界における社内評価基準などの策定に反映され,トライボロジー技術の向上に大きく貢献してきた。
摩擦・摩耗試験方法の標準化や体系化に関しては,国際的にはドイツのBAM(ドイツ連邦材料試験研究所)が先駆的かつ重要な役割を果たし,国内では日本機械学会基準としてJSME S013「摩耗の標準試験方法」が1999年に策定され*2,現在は2009年の改定に向けた作業が進行している。2007年には日本トライボロジー学会より「摩擦・摩耗試験とその活用(養賢堂)」*3がようやく出版され,これを契機に摩擦・摩耗試験の目的と意義を見直し,これらを有効に活用する方策を模索する機運も高まっている。また,地球環境問題を背景に省エネルギー技術への期待が集まる中,産業界ではトライボロジー技術を見直す動きが活発化し,新たに摩擦・摩耗試験にかかわる人も増えてきている。まさにこのタイミングで本特集が組まれたことは,まことに時期を得たものと言うことができよう。
本稿では,その導入部となるよう摩擦・摩耗試験を俯瞰するとともに,摩擦・摩耗試験を有効に活用するための留意点に言及する。
1. 摩擦摩耗試験の特徴
1.1 トライボロジーと摩擦摩耗試験
今日,機械システムで発生する故障の原因は,トライボロジーに関連するものが大半を占めるとも言われている。このことからトライボロジー技術は,機械システムの信頼性や性能の向上など,製品の競争力強化に資するひとつのコア技術と捉えることもできるはずであるが,一般の認識としてはトラブルシューティングのための技術という枠を超えることは稀である。
ではなぜ,トライボロジーはトラブル発生後の対策技術に甘んじることが多いのか。その一端は最近の機械設計手法の変貌にも見ることができよう。近年,CAEの目覚しい発展とその活用により,シミュレーションによる構造強度や熱流体性能などの予測精度が大幅に向上し,実機に近いレベルまで計算機のみで設計する事例が増えている。これにより,これまでモデル実験などに掛けていた時間やコストを大幅に削減できるようになった。さらに,計算機上の思考実験ゆえに可能となった設計自由度の拡大により,実験のみからでは考えられなかったような最適解の導出や,トラブル予測などの付加的効果も生み出している。
その一方で,トライボロジーが係わる部品類については,理論体系の整った流体潤滑域は別として,依然としてその設計根拠を経験式もしくは実証的データに頼ることを余儀なくされている。このことはトライボロジー,特に摩擦・摩耗現象については,これらを説明できる理論が存在していないことと,過去の実験データをもとに必要とされる摩擦係数や摩耗量を推定することが困難なことに起因している。そのため,特に新規の摺動形態や摺動条件を設計対象とする場合には,机上の設計のみで性能を予測することやトラブルを未然に防ぐ方策を講じることは難しい。結果として,実機での実用運転によってはじめて発現するような現象も少なからず存在するため,例え革新的なトライボロジー技術を導入したシステムであっても,不具合があればトラブルシューティングのための技術としての側面が強調されてしまうことも否めない。
多少回りくどくなったが,要するに摩擦・摩耗は実証的手法によらなければ,そのメカニズムや発現する特性を理解,把握することはできない現象である。そのため,機械システムの設計・製作,運転,メンテナンスといった製品サイクルのあらゆる段階において,判断根拠を与えるデータの唯一の取得方法として,摩擦・摩耗試験が果たす役割は大きい。
1.2 摩擦摩耗試験の目的と意義
ひとくちに摩擦・摩耗試験といっても,物理化学的現象の解明のみを目的とするものから,機械要素や機械システムの性能,信頼性評価に至るまで,その評価の対象ならびに目的,手法は広範かつ多岐にわたっている。試験結果をどのように評価に活用するかはその目的によって異なるが,いずれの場合でも目的に適した情報が提供されなければ,いかに多くのデータを積み上げようと意味をなさない。摩擦・摩耗試験は,目的と意義によって次の3つに大別されるものと考えられる。
カテゴリーI
摩擦・摩耗メカニズムの科学的追究を目的としたもの。
実機との相関よりも,現象や機能発現の基礎的な解明に主眼を置く。
カテゴリーII
摺動材料や潤滑剤の品質管理やスクリーニングを目的としたもの。
特定の実機との相関性を担保しつつ,一定枠内での優劣評価に主眼を置く。
カテゴリーIII
実機での摩擦・摩耗を再現することを目的としたもの。
実機との一致を前提に,性能確認や信頼性評価に主眼を置く。
上記の分類は,決して摩擦・摩耗試験方法や試験機の分類に対応するものではない。例えば,最も簡便な試験方法のひとつであるピンオンディスク型試験は,通常,カテゴリーIの用途に用いられることが多いものの,カテゴリーIIIの用途に適用することもやぶさかでない。重要なことは,摩擦・摩耗試験はその目的と意義を理解した上で,試験方法や試験装置を選択することである。しかしながら,カテゴリーIの結果をそのまま実機での性能予測に用いたり,カテゴリーIIの限定的な評価結果を別の用途での摺動材料のスクリーニングに流用するなど,試験結果を間違って解釈・利用するケースはトライボロジー専門家の間にも散見される。摩擦・摩耗試験に対する理解が深まらない限り,いかに優れた摩擦・摩耗試験機が世の中に供給されようとも,摩擦・摩耗試験の有用性や信頼性は向上しない。
1.3 ばらつきと不安定性
試験結果のばらつきと不安定性は,摩擦・摩耗の本質にもかかわる問題ではあるが,試験を行う際には極力その原因を排除する必要がある。想定される摩擦・摩耗試験におけるばらつきや不安定性をもたらす因子を表1にまとめた。
|
表1 摩擦・摩耗試験のばらつきや不安定性をもたらす因子
|
一般に摩擦・摩耗試験はマクロな現象を評価の対象にするが,基本となる現象は摩擦表面における原子・分子レベルの状態によって支配されるため,雰囲気の湿度の違いや試験片のごくわずかな汚れなどでも試験結果に大きな違いとなって現れることがある。また,摩擦面の状態は試験中に常に変化するが,変化の具合は摩擦面からの摩耗粉の排出しやすさなど,2次的な因子によっても影響を受けることになる。
相対運動という動的かつ拘束されない系を扱うということも摩擦・摩耗試験の特徴のひとつである。通常,摩擦・摩耗試験条件として明記されるのは,摺動方法,試験片形状,摩擦速度,荷重,温度,摩擦時間,潤滑状態などであり,試験機の荷重付加方式や摩擦力測定方式,ましてや装置剛性まで記述されることはほとんどない。試験機の静剛性および動剛性は摩擦面の振動や接触状態,摩耗粉の排出挙動などに直接関与するとともに,摩擦力の計測にも影響を及ぼすことは古くから指摘されている*4。実機との相関を必要とするカテゴリーIIおよびカテゴリーIIIの試験の場合には,試験機の剛性に特に注意する必要がある。
さらに,摩擦・摩耗試験は,データ取得までに複数のプロセスと時間を必要とすることも特徴のひとつと言える。摩擦試験片の準備に限っても,素材の製造・加工から表面仕上げ,洗浄,取り付けまで,試験実施者が直接操作する以外のところでも多くのプロセスが関与している。これらの個々のプロセスにおける不確かさや誤りは,累積もしくは連成されて最終的な試験結果に影響を及ぼすことになる。また,データ取得までに時間がかかるため,データ点数を増やすことには自ずと限界があり,統計的にデータのばらつきを解析することが難しい場合も多い。
1.4 デファクトスタンダード
摩擦・摩耗試験におけるデータのばらつきと再現性の問題を学術的に取り上げたのは,わが国では日本学術振興会第6委員会(1957)が最初と言われている*5。1964年にはOECD摩耗部会の発足を受けて日本摩耗部会が結成され,摩耗研究の調査*6が実施された。そしてこれを引き継ぐ形で日本潤滑学会(現日本トライボロジー学会)摩耗部会において「試験機の差異に基づく摩耗量の相違」についての協同研究*7が行われた。国際的な取り組みとしては,VAMAS(the Versailles Project on Advanced Materials and Standards)の中に摩耗試験に関するワーキンググループ(TWA1 Wear Test Methods)*8が作られ,プロジェクト発足以来,試験結果のばらつきや再現性に関しての問題を解消するとともに,試験法の標準化などを目指した活動*9,*10,*11が行われた。このような長年にわたる取り組みの中で,世の中の技術動向に応えるべく新材料や特殊環境下での新しい試験法などが提案され,ASTM規格などの国際的な標準試験法も策定されている。しなしながら,試験結果のばらつきと再現性の問題は依然として完全に解決されるには至っていない。とくに,異なる試験機においては,相互の再現性確保は基本的に不可能とも思われる。
試験結果のばらつきと再現性に対する現実的な解決策は,目的に応じた標準試験機を選定して利用する以外にはない。実機との対応という点では,各企業は製品に応じて独自の社内規格を持ち,これに対応した試験機を社内標準機として使用している。
一方,より汎用性のある試験法の確立を目指し,同一もしくは同種の試験機を用いてデータのばらつきを極力抑えるための取り組みも進められている*12。その前提になるのは,世界的なシェアを持つ市販装置の存在である。市販装置がデファクトスタンダードとして認識されるようになるには,評価目的に応じてその試験機に最適な試験法の標準化が進められる必要がある。同一試験機使用の利点は,試験条件の検証可能なデータが複数の機関から集められるという点にある。複数ユーザーの参加によりデータ解析や実機との対応付けなどの高度なノウハウの蓄積と共有化が進むことにより,デファクトスタンダードとしての地位が築かれていくことになる。このようなデファクトスタンダード試験機で重要になるのは,オペレータに依存しない正確なデータ取得が常に可能であることを証明することである。そのため,デファクトスタンダード機のひとつであるSRV試験機の場合,毎年,国際的な規模でラウンドロビンテストを実施し,装置メンテナンスの徹底とヒューマンエラー排除のための試験マニュアルの更新などを同時に推進することで,データの品質を担保する仕組みを確立している。
2. 摩擦摩耗試験機
通常,摩擦・摩耗試験は,一対の試験片を一定の荷重と速度のもとで摺動させ,このときの摩擦力を計測するとともに,所定距離摺動後の摩耗量を測定することによって行う。摩擦係数の測定方式には,歪ゲージやロードセル,回転トルク計などで摩擦力を直接計測する方法,駆動モータの負荷電力から変換して求める方法,振り子式摩擦試験機のように摩擦による振動減衰挙動から求める方法,斜面上においた物質が滑り出す角度から最大静止摩擦力を求める方法などがある。測定する摩擦係数の値は,おおむね10-4から102までの範囲で変化する。
摩耗量測定は,試験片の重量変化から体積を求める方法と直接的に形状変化を計測する方法がある。重量変化は全体の摩耗量を簡便に測定できるという点で優れているが,一般的な電子天秤の分解能では10g程度の試験片に対しμg以下の変化を計測することは難しく,耐摩耗性に優れる材料の評価には適用が難しい。また,油潤滑下での試験では,摩耗しているにもかかわらず,試験前より質量が増すようなことも起こる。これは試験片への潤滑油のにじみ込みが原因なのであるが,影響が顕著でない時は見逃す危険もあるので注意が必要である。形状変化から摩耗量を求める場合,レーザ顕微鏡や簡易型SEMの普及により3次元計測が比較的容易になってきたとは言え,摩耗体積全体を直接計測することは一般的ではない。通常は,触針式表面粗さ計によって摩耗痕深さや断面積を計測し,これから全体の体積を概算する方法が用いられている。ボール試験片の場合には,摩耗痕径から摩耗量を求めるのが一般的である。
試験片形状とすべり形態によって多種多様な組み合わせが可能となり,表2に示したような試験形態に対応する摩擦・摩耗試験機が市販のカタログ製品や特注品,試作品も含めて利用されている。一般の摩擦・摩耗試験機は先に述べたカテゴリーIやIIの用途に利用されるもので,評価結果をそのまま実機に適用することは基本的に難しい。なお,実機での特定の摩擦・摩耗現象を単純化してモデル試験を行う場合,摩擦形態は少しでも実機に近い状態が良いと考えがちであるが,形態一致の過剰な追求はむしろ本質を見失わせる危険性もある。
|
表2 摩擦・摩耗試験の形態と関連する標準
|
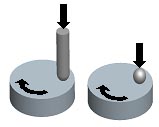
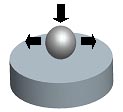
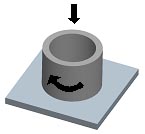

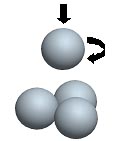
表2(a)に示したピンオンディスク法あるいはボールオンディスク法は,試験装置の試作が容易な上にカタログ製品の種類も多く,試験片がシンプルなため様々な材料の入手が容易である。摩擦・摩耗に関連する学術論文の約半分がこの評価方法を採用していることからも分かるように,カテゴリーIの目的で大学や研究機関などで広く利用されている。関連する規格としては,ASTMG99-05*13がある。また,JISでは構造用ファインセラミックス材料の耐摩耗性評価(JIS R 1613-1993*14)として,ボールオンディスク方式を規定している。ボールオンディスク方式はピンオンディスク方式と比較すると,点接触から摩擦を開始するために当たりを出しやすいという長所がある一方で,ボールの摩耗に伴って接触面積が増加するために試験中に面圧が変化するという短所もある。
表2(b)は同じくボールオンディスク方式の試験方法であるが,往復動運動である点が上記のものと異なる。標準化された試験方法としてはASTM D5706*15,ASTM D5707*16,ASTM D6425*17などがあり,ドイツのOptimol社製SRV試験機がこれに準拠している。SRV試験機は主に潤滑油添加剤の摩擦特性評価用に開発されたもので,後述するFALEX試験機*18と同様に国際的に普及している代表的なデファクトスタンダード機のひとつである。
表2(c)はスラストシリンダ型方式で,我が国では鈴木式とも呼ばれ,プラスチック系材料の摩耗試験方法としてJIS規格(JIS K 7218-1986*19)で規定されている。この試験方法は,円筒の端面を平板試験片に押し付ける面接触方式で,摩耗の進行によっても接触面積が変化しないため,すべり軸受材料などの焼付き荷重の評価試験に適用されている。
表2(d)はブロックオンリング型方式で,円筒側面にブロック試験片を押し付けて摩擦を行う。摩擦開始直後は線接触であるが,ブロック試験片の摩耗に伴い面接触になるため,摩耗進行に伴い摩擦荷重が変化するという点でボールオンディスク方式と同様の問題を有している。潤滑下での摩擦・摩耗特性評価方法としてASTM規格(ASTMG77-05*20)が規定されており,FALEX-LFW1試験機がこれに準拠している。
そのほか,潤滑下での焼付き特性評価に主に用いられる試験方法として,表2(e)の四球式摩擦試験機や(f)のピン・ブロック式試験機がある。四球式には,曽田四球式とシェル四球式の2種類の有名な試験方法があるが,供試する試験鋼球の大きさが曽田四球式では3/4インチ,シェル四球式では1/2インチである点に違いがある。曽田四球式はJIS K 2519*21,シェル四球式はASTM D 2783*22やASTM D 4172*23などの規格に準拠している。ピン・ブロック型の場合,FALEX Pin and Vee Block試験機が代表的な試験装置であり,ASTM D2670*24などの規格に準拠している。
おわりに
摩擦・摩耗試験の結果は,摩擦係数や摩耗量などの数値として表現され,その数値をもとにメカニズムの解釈や性能評価が行われることになる。摩擦・摩耗試験の場合に特に注意しなければならないのは,たとえば金属材料の引張強度などとは違って,それらの数値そのものには汎用性がないという点である。本文でも繰り返し述べたように,摩擦係数,摩耗量といった数値は,あくまでも個々の試験機,試験条件において成立する値であって材料の固有値ではない。カテゴリーIでは,同一実験系における完結性が担保されれば目的は達成されるが,カテゴリーIIにおいては,他の試験データとの相関が必要になる。それ故,試験方法の標準化やデファクトスタンダード機の利用により試験条件を狭い範囲に限定することで,データの汎用性を担保する方策がとられている。しかし,この方策から実機との相関を得るにはおのずと限界があるため,実機との一致を目的としたカテゴリーIIIの摩擦・摩耗試験がどうしても必要になる。
一方,カテゴリーIIIの試験を初期のスクリーニング段階から単純に適用することは現実的ではない。評価対象とする摩擦・摩耗現象の支配因子を抽出してカテゴリー毎のモデル試験を最適化するとともに,各段階での試験結果と実機との相関が連続するよう一連の試験の流れを組み立てるところに,トライボロジストとしての腕が試されることになる。
〈参考文献〉
*1 神鋼造機株式会社Webサイトを参照 http://www.shinko-zoki.co.jp/shinko_jp/tribology.html
*2 “日本機械学会基準 摩耗の標準試験方法JSMES 013”,日本機械学会(1999)
*3 “摩擦・摩耗試験機とその活用”,トライボロジー学会編,養賢堂(2007)
*4 水野 萬亀雄:潤滑,22, 3 (1977) 152.
*5 水野 萬亀雄:潤滑,34, 5 (1989) 354.
*6 岩元 兼敏:潤滑,15, 11 (1970) 752.
*7 笹田 直:潤滑,14, 12 (1969) 671.
*8 VAMAS の活動:http://www.vamas.org/
*9 H.Czichos, S.Becker and J.Lexow:Wear, 114, 1(1987) 109.
*10 H.Czichos, S.Becker and J.Lexow:Wear, 135, 1(1989) 171.
*11 Y.Emonoto and K.Mizuhara:Wear, 162-164, 1(1993) 119.
*12 M.Woydt & J.EbrEcht:Tribotest Journal, 10, 1(2003) 59.
*13 ASTM G99-05:“Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus”
*14 JIS R1613:“ファインセラミックスのボールオンディスク法による摩耗試験方法”
*15 ASTM D5706:” Standard Test Method for determining extreme pressure properties of lubricating greases using a high-frequency linear oscillation(SRV) test machine”
*16 ASTM D5707:”Standard Test Method for Measuring Friction and Wear Properties of Lubricating Grease Using a High-Frequency, Linear-Oscillation(SRV) Test Machine”
*17 ASTM D 6425(DIN51834):“Standard Test Method for Measuring Friction and Wear Properties of Extreme Pressure (EP) Lubricating Oils Using SRV Test Machine”
*18 米国FALEX 社:http://www.falex.com/
*19 JIS K7218:“プラスチックの滑り摩耗試験方法”
*20 ASTM G77-05:“Standard Test Method for Ranking Resistance of Materials to Sliding Wear Using Block-on-Ring Wear Test”
*21 JIS K 2519:潤滑油耐荷重能試験方法
*22 ASTM D 2783:“Test Method for Measurement of Extreme-Pressure Properties of Lubricating Fluids(Four-Ball Method)”
*23 ASTM D4172-94(2004):“Test Method for Wear Preventive Characteristics of Lubricating Fluid(Four-Ball Method)”
*24 ASTM D2670-95(2004):“Standard Test Method for Measuring Wear Properties of Fluid Lubricants(Falex Pin and Vee Block Method)”







