設備管理システム活用事例 では,JFEプラントエンジのIT時代に対応したWeb版設備保全管理システム「e-MAINS」を使用した事例を紹介する。
1. はじめに
当社では,保全業務の効率化と共に保全費用および故障の低減を目標とした,設備保全管理のシステムを開発・販売して約17年になる。設備保全管理システムは数々あるが,当社システムの特徴は状態監視型保全のベースとなる振動診断技術のノウハウを積極的に盛り込んだ,他に類を見ないユニークなところにある。IT時代に対応したWeb版設備保全管理システム「e-MAINS」を使用した活用事例を紹介する。
2. 「e-MAINS」活用事例
2-1 概要
e-MAINSは6つのシステムから構成されている。
(1)振動診断システム
(2)設備点検システム
(3)台帳管理システム
(4)工事管理システム
(5)故障管理システム
(6)オンラインモニタリングシステム
これらのシステムは,CBM用の設備診断機器である,振動計・潤滑油分析器・簡易絶縁診断器などと組み合わせることにより,総合的な設備保全管理システムが構築可能である。
2-2 事例
システムを使っての具体的なCBM事例を以下に示す。またアウトソーシングの観点からシステム以外の診断事例についても豊富な経験の中から一部紹介する。
(1)振動診断システム
このシステムの特徴は一般的な機械を対象として汎用性が高く,異常原因の推定から報告書作成までを自動で実施できる。
<遠心ポンプ,軸受保持器傷>
- 設備
遠心ポンプ
電動機容量:22kW
回転数:2950rpm - 状況
C社A工場では定期に振動測定を実施していた処,振動加速度が大きく上昇したため波形解析を実施する。自動解析結果,保持器傷と判明。保持器傷の場合,損傷が進展すると保持器の破片が軸受内に回り急速に保持器破壊,フレーキングが進展して軸受以外の軸およびケーシングに2次被害をもたらす危険性が高いと判断し,軸受交換を早急に実施すべく回答した。取り外した軸受を分解した処,保持器に傷を確認した。(図1)
![保持器[上-異常:キズあり,下-正常:キズなし]](./sindan-zuhyou/sindan-jirei1_1.JPG) 図1 |
(2)設備点検システム
設備点検システムの特徴は,点検対象設備の登録が簡単で点検項目,点検日の管理が確実にできるところにある。
<クリーンルーム,フィルター目詰まり>
- 設備
クリーンルーム - 状況
D社F工場ではクリーンルームがあり,温度・湿度・室圧・気流の分布が管理されているが,フィルターに詰まりが発生すると,送風機と排風機がハンチングを始めて,過負荷で停止しクリーンルームの機能が奪われる。外気調整機ファンの振動測定と共に,差圧値を点検システムに入力し管理したところ,目詰まりの動向が明確になり,取替え時期を予測することが可能となった。通常フィルターの目詰まりは比例(一次)的に進むと言われているが,差圧値は二次曲線を示し(図2),新たな認識も生まれた。
 図2 |
(3)オンラインモニタリングシステム
このシステムをWeb化し,公衆回線およびインターネットを経由しセンターのWebサーバにデータを送信することにより安価なシステムを構築した。
<減速機入力軸,軸受にフレーキング発生>
- 設備
圧延機駆動減速機
電動機容量:75kW,一段減速機 - 状況
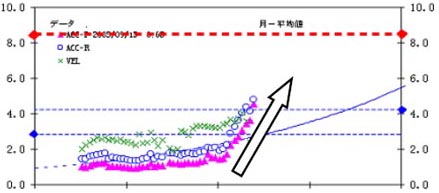
入力軸受に常時設置してある振動センサーの注意警報が発生したために傾向管理グラフにて値を確認する。(図3)加速度値が除々に上昇を始め注意基準値に達していた。警報出力と共に自動精密診断が実施され,その結果,外輪に傷(フレーキング)が発生している診断結果が示された。その後も振動値が上昇したために限界基準値に達する前に減速機の軸受交換を実施する。軸受を開放し確認したところ,外輪にフレーキング,ボールにも欠けが確認された。
図3
|
||||||
3. 設備診断のアウトソーシング
簡易的な各種計測機器では,解明できない事例も多く存在するのは事実である。当社では,長年の経験を生かし,設備診断サービスも実施している。以下にその事例を記す。
(1)油分析
潤滑油は機械には必要不可欠なもので,人に例えると血液にあたり,血圧,血液検査と同様に,油にも性状分析・フェログラフィー分析等がある。性状分析とは油の中に混入した,ゴミ・水分・酸化度から油の劣化状態を調べる方法で,フェログラフィー分析はゴミの種類,大きさから摩耗部位と程度を調べる方法である。
<潤滑油油分析>
- 設備
遊星変速機 - 状況
オイルバス方式で数年油取り替えを実施していないため油性状分析の実施依頼あり。分析の結果,水分・粘度は良好だったが汚染度が管理基準値を超えていたので,フェログラフィー分析を実施する。汚染部質は油膜切れによる鉄系摩耗粉が多く見られ,銅系摩耗粉も確認された。(図4)よって潤滑不良または過負荷によるギヤ歯面の摩耗と,銅系使用部の摩耗と診断し,分解整備を推奨した。
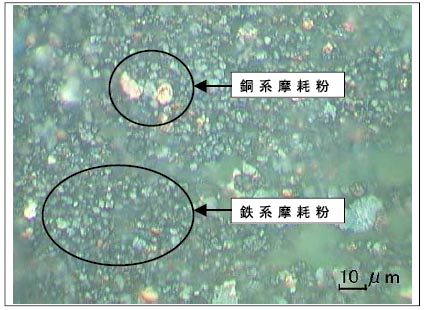 図4 |
(2)振動診断
振動は繰り返しであるが,千差万別で,あらゆる振動の合成であり共振現象を伴って複雑化することもある。
<Vベルトばたつき>
- 設備
排風ブロワ - 状況
Vベルトを耐熱性に優れた高動力伝動タイプであるレッドに変更。しかし,変更してまもなく,特定の回転数域でベルト安全カバーにベルトが接触するほどのばたつき現象が発生。
ファン回転数715rpmでベルトのばたつきが最もおおきくなることが判明(図5)。振動速度成分は17.1Hzで,モータの回転周波数(13.8Hz)やブロワ回転周波数(12.3Hz)に一致するものではない。従って,ベルトの固有振動数成分であると考えられた。
同ブロワのベルト公転周波数fbを算出すると,3.5Hzとなり,その5倍の振動数である17.7Hzがこれに相当する。ベルトの固有振動を測定するに8.6Hzで運転中は2倍の17.7Hzで振れている。以上の結果より,ベルトの固有振動数とベルト公転周波数の共振現象であると断定した。もとのベルトに戻すことで,ばたつきは解消された。
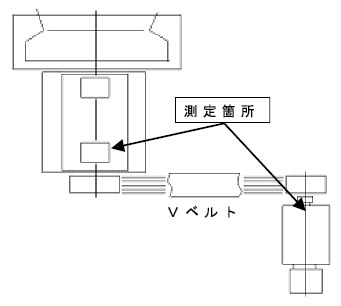 図5 |
4. おわりに
当社では今後,保全技術の伝承も視野に入れた,より使い勝手の良いシステムの構築を計画推進している。