本稿では回転機械設備の振動診断法について概説する。また,著者らが長年設備診断理論と応用技術の研究成果を生かし,独立行政法人科学技術振興機構のプロジェクトとして開発した「次世代知能型設備診断装置システム」も紹介する。
はじめに
回転機械は製造業の生産現場において最も多く使用されている機械設備であり,その振動診断は一般に図1に示すような手順で行われる。本稿では,図1の手順に沿って,回転機械設備の振動診断法について概説する。
図1 振動診断の流れ
|
また,振動診断法の今後の展望として,著者らが長年設備診断理論と応用技術の研究成果を生かし,独立行政法人科学技術振興機構のプロジェクトとして開発した「次世代知能型設備診断装置システム」も紹介する。
1. 信号計測
設備診断のために信号を計測するとき,最も注意すべき点は,設備に異常があればその異常信号を出来るだけ敏感に取得することである。振動信号の特徴は次のように要約出来る。
(1)振動センサは診断の対象部位の近傍に取り付けられ,異常信号が比較的敏感に検出出来る。
(2)周波数帯域は一般に数Hz~数十kHz。
(3)音響信号,AE信号に比べ,雑音の影響が比較的少ないので,異常信号の抽出は比較的容易である。
(4)振動診断の理論体系や方法は音響診断,AE診断より多く確立されている。
(5)大型設備のオンライン状態監視の場合,多数の振動センサが必要である。
また,設備診断の主な難点は,設備や部品の種類が極めて多く,数多くの異常モードが存在し,例え同種類の設備や部品でも使用条件によって異常の兆候が違うので,全ての異常モードに対して理論や経験により標準的な診断方法を見つけることが困難である。
このような難点を解決し,また万が一故障(事故)が突然に起きた場合,同じ故障(事故)が二度と起きないためには,設備の個性を反映した各状態(正常状態,各種の異常状態)の信号を適時に測定して記録し,記録した信号から診断知識を獲得することが必要である。
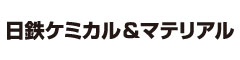
しかし,現場では各状態のデータの適時収録及び生信号の長期収録は困難である。そのために,著者らは設備状態の変化を反映する特徴パラメータと生信号を適時に収録出来,簡易診断機能を有する状態記録装置(ICC,コンディション・レコーダ)を開発・試作した*1。図2にはICCによる設備診断システムの構成例を示す。
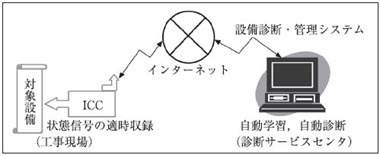 図2 ICCによる知的診断システムの構成例 |
2. 信号処理
信号処理の主な内容は,異常検出の感度と精度を高めるために測定した信号からノイズを除去することである。回転機械の主な異常種類は次のように大きく分類出来る。
(1)構造系異常:アンバランス,軸ミスアライメント,緩み,軸曲がりなどであり,低周波数領域(<1kHz)の特徴信号が現れる。
(2)自励系異常:一部の歯車異常(スコーリング,偏心,ミスアライメントなど),共振などであり,中周波数領域(<約5kHz)の特徴信号が現れる。
(3)衝撃系異常:軸受傷,歯車局所異常,回転部の局所接触などであり,高周波数領域(約5kHz以上)の特徴信号が現れる。
よって,一般にバンド・パス・フィルタにより低・中・高周波数領域の信号を抽出して診断を行う。このようなバンド・パス・フィルタは,次のような欠点がある。
(1)遮断周波数は経験や試行錯誤により決定される場合が多い。
(2)ノイズと異常信号との相関性が強い時には,異常信号の抽出効果は良くない。
(3)すべての異常種類に有効とは限らない。
よって,異常を更に精密に診断するために,統計フィルタ及び遺伝的アルゴリズム(GA)による異常信号の自動抽出法が提案されている*2。
3. 診断用の特徴パラメータについて
異常検出及び異常種類の識別を行う場合,振動信号から求められるパラメータ(実効値,ピーク値,歪度,尖度など)は「特徴パラメータ」と言う。設備診断用の特徴パラメータは「有次元特徴パラメータ」と「無次元特徴パラメータ」に分けることが出来る。
有次元特徴パラメータは,信号の実効値,ピーク値などのように単位(速度,加速度など)を持ち,信号の振幅の大きさ(量)を表すものであり,現在市販の回転機械診断用の装置にはほとんど有次元特徴パラメータが使用されている。有次元特徴パラメータは次のような性質を持つ。
(1)設備の大きさや種類によって判定基準が違う。
(2)その値は,同じ設備で正常状態であっても,回転数の変化につれて変化する。
(3)早期異常のとき,その値が顕著に変化しないから,異常の早期検出に適さない。
(4)その値は,異常時に必ずしも大きくなるとは限らず,機種や異常種類によって小さくなるケースもある。
(5)異常種類の識別(精密診断)に用いられない。
無次元特徴パラメータは,歪度,尖度などのように単位を持たず,信号の形状を反映し,運転条件の変化に影響されにくいが,その種類が多いため,どれが対象の異常状態の識別に有効であるかは一概に言えない。
図3はある転がり軸受が正常状態から末期異常状態まで変化していくにつれ,振動波形の実効値と尖度が変化する例を示す。一般に設備の状態は,図3に示すように,「正常」,「早期異常」,「中期異常」,「末期異常」及び「故障」に分けることが出来る。振動診断の目的は,これらの状態を定量的に把握し,「注意状態」と「危険状態」を適時に知らせることである。
図3に示すように,設備にある種類の異常が起きたとき,その異常の程度を反映出来る特徴パラメータが見つかれば,その特徴パラメータがその設備の状態診断に役立つ。
 図3 特徴パラメータによる状態傾向管理の例 |
なお,無次元特徴パラメータは,図3(b)のように,必ずしも設備の異常程度に比例して単調増加(または,単調減少)するとは限らない。この図によれば,転がり軸受の初期異常と中期異常の時には尖度が上昇し,有次元特徴パラメータより異常検出の感度が良いが,晩期異常の時には逆に下がる。よって,無次元特徴パラメータは一般に初・中期異常状態の検出に用いられるか,あるいは図3(b)のように,異常種類の傾向との関係がわかれば,「注意状態」と「危険状態」の知らせに用いられる。
現場において回転機械設備が危険な異常状態であるか否か,つまり運転を継続出来るか否かは,振動の大きさ(有次元特徴パラメータ)で判定される場合が多いので,有・無次元特徴パラメータを統合した診断法が有効と考える*1。
また,数個の無次元特徴パラメータを統合して,状態を判別することも出来る。例えば,主成分分析法や正準判別分析法などが設備診断に適用されている*3,*4。優秀な統合特徴パラメータは,計算機で遺伝的プログラミング(GP)により自動的に抽出することも出来る*2。
4. 簡易診断法
簡易診断とは,設備状態を定期点検により定量的に評価し,異常の有無を判別するとともに,設備状態の傾向を管理することである。簡易診断の精度が良ければ,ほとんどの重大事故を未然に防ぐことが出来る。
簡易診断の場合,状態判定基準の決定は重要である。有次元特徴パラメータは波形の大きさを表すので,現場では振動の強さの指標として機械の状態(正常,注意,危険)判定に用いられる。運転条件(負荷と回転速度)が一定な回転機械の有次元特徴パラメータの判定基準は国際規格(ISO)や各国によって与えられたものがある。
例えば, 図4の上はISOの判定基準(ISO23721974)を示している。このような判定基準は,与えられた有次元特徴パラメータの値をそのまま状態判定に用いられるため,「絶対判定基準」と言う。
絶対判定基準は多くの現場実践や経験によりまとめた平均的な基準であり,一般に状態判定の目安として使用されているが,すべての現場設備に完全に適用するとは限らない。しかし,図4の絶対判定基準を分析すれば,機械の種類(クラス)の違いによって絶対判定基準の値が違うが,各状態範囲の境界値の比率は一定(約2.5)であることが分かる。この性質を利用して,図4の下図のように,すべての回転機械設備に適用出来る「相対判定基準」が定義出来る。
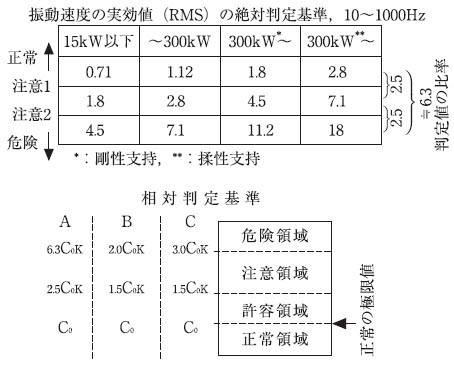 A:低周波数領域(<1kHz)の速度信号のRMS(mm/s) B:中低周波数領域(<5kHz)の加速度信号のRMS(G) C:高低周波数領域(>5kHz)の加速度信号のRMS(G) 図4 絶対判定基準と相対判定基準 |
低周波数領域(1kHz以下)における振動速度の実効値(RMS)に関しては,基準状態(正常状態)の限界値をC0とすれば,注意状態と危険状態の限界値はそれぞれ2.5C0Kと6.3C0Kとすればよい。ここで,Kは調整係数で,デフォルトとして1とするが,設備の種類や重要度によって変更すればよい。C0は統計理論により正常状態の99.9%信頼領域として次のように求める。
![]()
ここではPi とSi それぞれ特徴パラメータPi の平均値と標準偏差である。なお,特徴パラメータは必ずしも正規分布に従うとは限らないから,その平均値と標準偏差を求める方法に注意を払う必要がある*5,*6。
他の周波数領域における相対判定基準も絶対判定基準の参照により作成出来る。例えば,中周波数領域(<5Hz)においては,相対判定基準の例として図4のBに示す。この領域では振動加速度の実効値(RMS)を用いて,「自励系」異常状態の簡易診断を行う。また,高周波数領域(5kHz以上)の相対判定基準の例は,図4のCに示す。この領域は主に「局所衝撃系」異常状態の簡易診断に適している。
生産現場で長年間の簡易診断により蓄積された膨大な量の実データを生かし,振動値と設備仕様(回転数,動力,軸径)との相関関係を多変量解析法により求め,生産現場で効率よく,精度が高い簡易診断の判定基準を設定する方法が提案されている*6。
図5に多変量解析による判定基準の決定例を示す。図中のNは軸回転数(RPM),Pは動力(kW),Dは軸径(mm)である。縦座標は振動実効値(RMS)の対数値で,赤い線は正常状態時の95%信頼限界である。
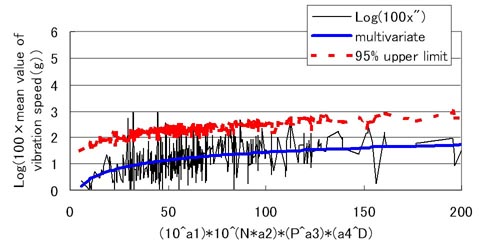 図5 多変量解析による判定基準の決定例 |
無次元特徴パラメータを用いて診断を行うときには,統計検定理論が適用される。なお,統計検定による状態診断の場合,各々の特徴パラメータが正規分布に従うと仮定する必要がある。このような仮定が成立しない場合,可能性理論による状態診断法も提案されている*7。
5. 精密診断
精密診断では,簡易診断により異常があると判定された設備を精密に検査・診断することにより,異常部位,異常種類を同定する。更に異常程度を評価し,将来の状態変化(余寿命)を予測することにより,取るべき保全アクションを決定する。従来,設備診断に関する知識や経験を持つ技術者が時系列信号やスペクトルを用いて,人工的に精密診断を行う*4,*8。
近年,診断の精度と効率を高めるために,計算機の知能(例えば,ニューラルネットワークやファジィ理論など)を利用した異常診断補助や自動診断の開発・研究が行われている*2,*9。
更に,回転速度や負荷などが常に変動する可変運転条件における設備を診断するために,診断時に測定した信号から時間-周波数領域の解析手法(ウェーブレット,ウィグナ分布,短時間FFT,瞬間パワースペクトルなど)により,異常の特徴信号の抽出が重要である*9。
6. 最新設備診断装置システム
上記の各設備診断手法を実用化するために,最近著者らは独立行政法人科学技術振興機構の「次世代知能型設備診断システム」プロジェクトを担当し,図6に示す設備診断装置システムを開発した。この装置システムはハンディ型診断器(MDr.),PCとPPC(Pocket PC)から構成される。この装置システムの主な特徴は以下の通りである。
(1)MDr.自身がハンディ型で多機能・高精度な簡易診断器である。
(2)測定ミス防止機能により正確な点検・診断データが得られる
(3)有・無次元特徴パラメータによる診断ISO絶対判定,相対基準判定及び自社判定基準登録機能を有する。
(4)無線通信にてPC,あるいはPPC(Pocket PC)とデータを送受信し,高度な知的診断処理などをPC/PPCで処理し,精密診断結果や設備管理情報をMDr.へ転送する。
(5)精密診断のために生信号も長時間収録が出来る。
(6)価格・性能比は極めて低い(安価である)。
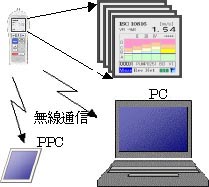 図6 最新設備診断装置システム |
また,最近低速回転機械の異常を早期検出するために,図7に示す低速回転機械診断装置が開発された。この装置の特徴は,正常状態の測定値がなくても,判定値を搭載しているので現場で判定が出来,片手で握れる大きさで持ち運びに大変優れ,現場でのセッティングに特別なノウハウは必要なく,ピックアップを固定して回転数を入力するだけで即座に診断結果が得られる*10。
 図7 低速回転機械診断装置 |
おわりに
本稿では,回転機械設備の予知保全を実現するために欠かせない振動診断の基礎について紹介し,また,最近研究・開発された「次世代知能型設備診断装置システム」を紹介した。設備の寿命予測は設備の管理と保全にとって重要であるが,現実には実用的にも学問的にもその取り組みが未熟である。従って,設備の寿命予測問題を解決するために,現在理論的な手法及び統計的な手法についての様々な研究が行われている。
<参考文献>
*1 陳,豊田:有・無次元特徴パラメータの統合による設備診断法及び歯車異常診断への応用,評価・診断に関するシンポジウム論文集,pp.112-117,日本機械学会,2002.
*2 陳山:遺伝的アルゴリズム(GA)及び遺伝的プログラミング(GP)による設備診断法,設備管理技術事典,pp.418-422, 産業技術サービスセンター出版,2003.
*3 豊田:最新設備診断技術の実用化に関する研究報告書,日本メンテナンス協会,1999.
*4 村瀬,陳山ら:回転軸ミスアライメント状態の動特性解明(3),評価・診断に関するシンポジウム論文集,pp.78-82,日本機械学会,2005.
*5 豊田,陳,小村:対数正規分布による回転機械の振動判定基準の決定法,日本設備管理学会誌,第4巻,第3号,pp.5-8,1992.
*6 三笘,陳山:多変量統計解析による回転機械の状態判定基準値の決定法,計測自動制御学会産業論文集,Vol.5, No.12,pp.83-89, 2006.
*7 P. CHEN, T. TOYOTA:Sequential Fuzzy Diagnosis for Plant Machinery, JSME International Journal, Series C, 46-3, pp.11-21, 2003.
*8 陳,馮ら:歯車装置異常時の動特性及び異常診断法に関する研究(第1報,平歯車異常時の振動方程式及び偏心状態の動特性),日本機械学会論文集(C編),Vol.66,No.650, pp.34-39, 2000.
*9 P. CHEN, X. LIANG and T. YAMAMOTO:Rough Sets and PartiallyLinearized Neural Network for Structural Fault Diagnosis of Rotating Machinery, LNCS 3174 Springer, , pp.574-580, 2004.
*10 橋本,陳山ら:低速軸受の異常検知法,評価・診断に関するシンポジウム論文集,pp.67-69,日本機械学会,2005.