工作機械のスピンドル状態監視システムについて では,日本エスケイエフの簡易状態監視システムMCT,及び工作機械向けに開発され,スピンドルの状態を精密に診断することを可能とするマルチログ・オンラインシステムTMUの2つの製品を紹介する。
概要
工作機械のスピンドル状態監視は,いくつかの状態監視手法が既に市場で見受けられる。その測定パラメーターとしては,切削トルク,負荷,温度,変位,振動などが挙げられる。今回は主に,スピンドルの振動と温度パラメーターの監視に主眼を置いた,弊社SKFの簡易状態監視システムMCT,及び工作機械向けに開発され,スピンドルの状態を精密に診断することを可能とするマルチログ・オンラインシステムTMUの2つの製品を紹介する。なお,MCTとTMUは,ともに常時監視システムである。
1. ニーズと現状
ここで唱えるスピンドル状態監視の目的は,スピンドルの振動を管理することにより,ワークの加工不良率を低下させ,更にスピンドル異常を早期に予知し,突発的な機械停止を避け,計画的なメンテナンスを行うことにより,生産性を向上させることである。しかし工作機械メーカーの現状は,出荷した機械をすべて継続的に監視しているとは言えず,製品性能の向上を目指す技術開発,または品質管理のため,測定装置でスピンドルの性能を自社工場内で評価している。例えば,温度センサーをスピンドルに取り付けて回転数ごとの温度上昇データを記録したり,マイクロフォンを使用して音圧レベルを測定したり,時にはFFTを使って振動を測定して性能を評価している。
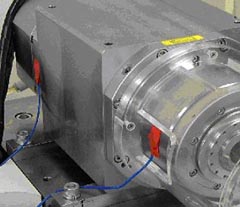 図1 スピンドルの軸受温度を測定している例 |
出荷前試験であれば,各測定パラメーターが自社の出荷基準値以下であるかどうか,新規開発機であれば,期待した結果が出ているかどうかなどと観察しているが,出荷した後の工作機械に異常が確認されると,現地での診断による確認となる。しかし,既に手遅れな状態になっていることが多々ある。工作機械メーカーの立場では,その都度出張して機械の状態を確認する必要がなく(特に今後,海外に展開する場合このようなことは重要である),かつ早期に異常の兆候を発見することが出来るシステムが望まれている。
一方,工作機械のユーザー,特に自動車産業や航空機産業では昨今,生産性の向上を目的として,オンライン(常時測定)やオフライン(都度測定)での状態監視が広がっている。しかし,いまだに人間の五感をセンサーとした管理が多い。例えば,スピンドル軸受から発生する音の有無,大きさで,スピンドルの状態を把握しているのが現実である。もちろん,加工面のびびりや仕上がり形状など,結果的なワーク不良からスピンドルの異常を知らされることもある。
工作機械以外の一般産業機械で考えてみると,例えば紙の生産工場で使用されている抄紙機には多数のロール(回転軸)が使用されており,これらのロールに取り付けられている軸受の状態監視は,温度はもちろんのこと,振動状態を機械の運転中に把握することで,軸受損傷による突発的な機械停止を予防しつつ,紙の品質を落とさないよう最大限の生産効率を追求している。
 図2 紙の生産設備で利用されている,PCを使用した軸受の状態監視画面例 |
またこのような大型の生産機械において,メンテナンスのために生産停止することは,生産のロスと保全費などで莫大な費用の損失となる。工作機械は抄紙機のように突発的な停止による損害は少ないものの,状態監視をすることにより機械性能を維持することは同様に大きな費用効果があると考える。
そのためには,早期に兆候が正確に把握出来る監視システムが望まれる。
弊社は,転がり軸受の製造・販売を始めてから100年の実績があり,約80ヵ所の軸受工場では様々な工作機械を使用しており,工作機械に使われる精密軸受の挙動解析においてもスペシャリストであるという自負がある。特に振動法による軸受の挙動解析には多数の成功事例があり,これらのノウハウをフィードバックさせた振動監視システムも数種類用意している。そこで今回は上記のニーズに合った,工作機械業界向け,特にスピンドルの運転状態を振動監視の視点から状態監視を更に普及させるため開発したオンライン型簡易診断装置MCT,及びコンピュータベースのマルチログ・オンラインシステムTMUの2種類を以下に説明する。
2. MCT
まず,MCTであるが,振動監視装置の導入には一番大きな壁となるコストを,満足する性能を維持したまま下げることに成功した。具体的には,センサーからモニタリングユニットであるMCTまで,最小システムで20万円を切る価格を実現した。センサーの外形は,スピンドルの先端に出来るだけ自然に取り付けられるように小さくし,取り付け方法はネジ止めタイプと接着剤を使用するタイプの2種類がある。なお,センサーのタイプは圧電式加速度ピックアップである。この方式はアンプをセンサー本体に内蔵しているので,ノイズの混入を防ぎながら十分な感度である100mV/gを確保している。構造上においても,センサー部とケーブル部を一体として,切削油からの影響を防ぐとともに,物理的な強度を保つ工夫がなされている。
 |
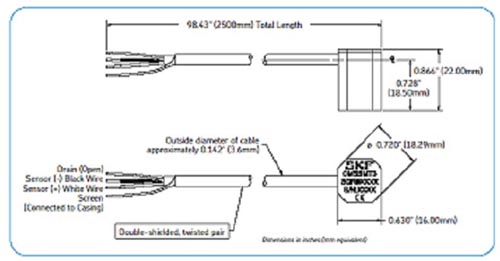 図3 ネジ取り付け式センサー(左)と接着式センサー(右)及び外形図 |
モニタリングユニット本体も,既存の工作機械の制御/操作盤に設置出来るようデザインを吟味した。その結果,大きさは縦70mm,横46mm,奥行100mm(アラームインジケーター/リレー付きタイプ)というコンパクトさを実現した。取り付け方法は32mm(G型),35mm(T型)DIN規格とし,駆動電圧は24V DCで,既存の操作盤,ユーティリティ電源が使用出来るように考慮した。
入力出来る測定パラメーターとしては,振動関連信号(振動速度,振動加速度エンベロープ,変位量など)の他に温度も用意した。スピンドル軸受の損傷検知には振動加速度エンベロープMCTを,軸のアンバランスやミスアライメントを監視するには振動速度MCTの適用をお勧めしたい。更に温度MCTと組み合わせることにより,診断精度をより一層高めることが出来る。なお,振動関連の表示値はオーバーオール値である。
 図4 スピンドルに取り付けたMCTの例 |
3. TMU
多数の工作機械を常時監視するため,弊社では今まで,CMUと呼称する64/32チャンネルを持つ状態監視装置を提供してきたが,ここに,サービス目的として機械単体に取り付けられるシステム,または1~2台の機械だけを精密診断による状態監視をしたいニーズに応えるために,マルチログ・オンラインシステムTMUを開発した。この製品の特徴は,測定値のオーバーオール値はもちろん,振動のFFT波形データや総稼働時間も自動でコンピュータ上に蓄積し,解析できることである。無人状態においても,振動アラーム発生箇所,発生時間を自動で蓄積し,24時間稼働する工作機や,ラインの一部を構成していて緊急停止を避けなけばならない工作機械には特に有効である。入力信号数は,1台のスピンドルのモニタリングでは十分な3チャンネルである。
具体的な全体構成は,センサー,TMU本体,そしてPCにインストールされた専用の管理ソフト(Machine Observer 図6参照)から成り,高度な状態監視を出来るだけ簡単に行えるようにデザインした。
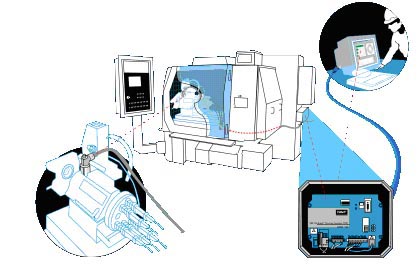 図5 TMUのシステム構成 |
 図6 TMU専用管理ソフト Machine Observer |
SKFのスピンドルの振動解析による診断手法としては,傾向監視(時間経過による振動値の変化)に加え,振動加速度を4つの成分に分けてスピンドル/機械本体のダメージを判断するパログラム波形診断(図7参照)がある。これは加速度振動を,軸/機械構造体成分(アンバランス・ミスアライメント),軸受/機械要素成分,音/うねり成分,潤滑/表面粗さ成分の4つの振動信号に分けたFFT波形を一つのグラフに立体的に表示させ,測定対象物の状態をすばやく判断することが出来る手法である。
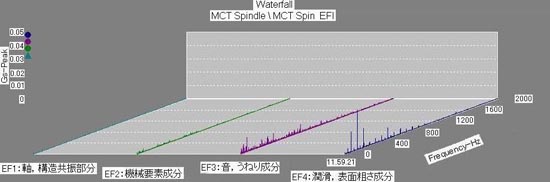 図7 パログラム波形 |
この手法では,軸受に傷が発生していないが潤滑状態が悪いなどと,簡単にスピンドル軸受の状態が確認出来る。更には,経時的なパログラム波形を比較することによって,スピンドルの状態変化を簡単に把握することも可能である。
図8は,TMUとMachine Observerで得られた,スピンドル軸受の転動体に損傷がある時のFFT波形事例である。
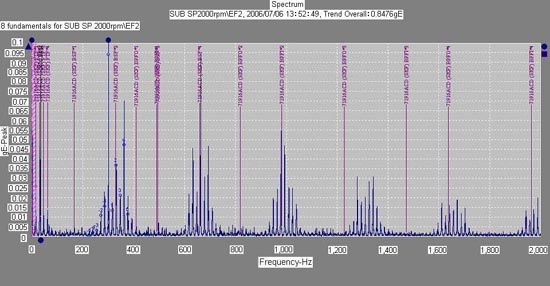 図8 TMUとMachine Observerで得られた,軸受転動体に損傷が存在する場合のFFT波形 |
この波形から, 転動体の損傷周波数の2倍,4倍,・・・と波形の山部分の中央部分が一致していることが確認される。これは転動体の損傷部分が内外輪との接触によって加速度信号を発生しているためである。更に,この波形の特長として中央ピークから左右に均等な周波数のピークが確認される。これはサイドバンドと呼ばれるもので,負荷,無負荷域を通過する転動体や内輪などにおいて,その加速度信号の大きさの違いにより生じる波形である。このような波形の特長を確認することにより,外輪または内輪・転動体の異常が一目で判定出来る。
また,それぞれのスピンドルの異常状態,例えば軸受の予圧過多,予圧不足による転動体の滑りなどにも特徴的な波形があるが,そのような波形を確実に表示するには,SKFの測定装置が持つ高分解能な解析が必要となる。
4. 経済効果
振動の傾向管理手法では,図9のようにしきい値による警報期間をうまく利用することにより,計画を立てながらスピンドルの保守,交換が可能である。予期せぬ工作機械の緊急停止による生産損失,保全要員の確保,代替部品の緊急手配などが避けれらるため,保全コストの大幅な低減が図れることは明白である。ただ,この場合でも,FFT波形の観察と併用することが最良である。
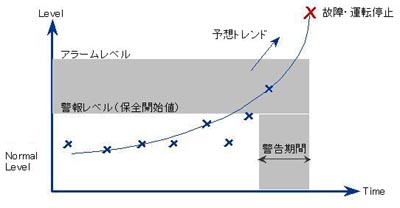 図9 振動レベルの推移からスピンドルの保全を計画 |
5. 今後の課題・展望
弊社では,スピンドルの状態監視における実績については自負するが,工作機械のもう一つの重要な部分である直動部分の状態監視において,その診断手法をより強固にすることである。現状は精密診断に沿った運転において,直動の状態確認を行った事例はあるが,更には,通常運転中にその状態をオンライン監視することが可能なシステムを提案することがテーマである。また,現在増加傾向にある高速回転におけるグリース潤滑の残グリース寿命について予知するシステムが望まれる。
各工作機械にこのような装置の設置を考慮する場合,価格の問題と形状の課題がある。工作機械メーカーの立場に立つと,監視システムを設置した場合,1台あたりの工作機機械の価格に大きな影響を及ぼしかねない。センサーに関しては,まだ,外形の大きさが問題となる場合もある。よってこの2つの課題をクリアするため今以上に努力する必要があるだろう。ただ,一番大事な診断・監視手法は実用的である。ソフト面では,インタフェースの工夫や使い勝手の課題を市場からフィードバックさせて,より完成度の高い商品の開発,提案を目指していきたい。