超音波診断のメカニズムと特徴,今後の展望 では,超音波法の測定原理を述べた後,機械や化学プラントなどでの配管検査や気泡検出技術の例を示すとともに,現在開発段階にある,転がり軸受の超音波異常診断技術につき紹介させていただく。
はじめに
工業用の鋼板や自動車部品などは,製造段階で非破壊的な検査を受ける場合が多い。また,化学プラントや航空機に代表されるように,定期的な検査が義務付けられている設備や機械類は多くある。例えば,ボーイング767型機の場合,約12,000回の飛行回数ごと,または約6~7年ごとの間隔で,ラダーやエレベータの積層構造間での剥離などの超音波検査が行われている*1。
最近の診断では,機械設備の状態を監視しながら,設備にある程度の欠陥を許容したまま,安全で効率的な運転を可能にする,リスク基準検査 (RBI)や供用適正評価(FFS)が取り入れられようとしている。この場合のリスクの大きさとは,どれだけ危険側にあるか,または安全側にあるかを意味している。正確な検査による確実な欠陥(異常)の検出と,精度良い欠陥寸法(異常の程度)の定量化をベースとした確度の高い余寿命予測により,リスクは下がる*2。そのための高い検出精度を持つ検査法の一つとして,上述した超音波法が挙げられる。
ここでは,超音波法の測定原理を述べた後,機械や化学プラントなどでの配管検査や気泡検出技術の例を示すとともに,現在開発段階にある,転がり軸受の超音波異常診断技術につき紹介させていただく。
1. 超音波探傷技術
超音波とは可聴周波数(20~20kHz)以上の周波数の波をいうが,金属や高分子の探傷ではMHz以上の波が用いられる。パルス状の超音波が金属のような物体中を伝搬する場合,ある指向性を持って一定の方向に直進する。直進した超音波は異なった物体又は空隙との境界面で反射する性質を持っている。
超音波探傷試験では,このような性質を利用して物体中の傷を検出し,その位置と大きさを測定する。傷の位置は,送信されたパルス波が受信されるまでの時間から測定する。また,傷の大きさは受信されたエコーの高さあるいは傷エコーの出現する範囲から測定する(図1)。
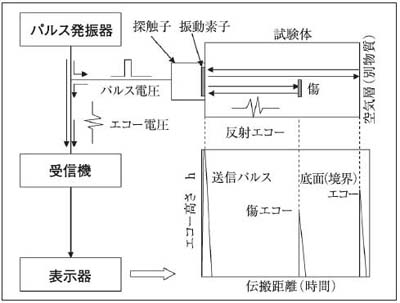 図1 超音波探傷試験の原理 |
伝搬される超音波の波動様式を,ごく大雑把に分類すると,縦波と横波の2種類となる。縦波は,粒子間の伸び縮みの方向,すなわち粒子の振動方向が振動の伝わっていく方向と一致する波であり,固体・液体中を伝播する。
一方,横波は,粒子の振動方向が振動の伝わっていく方向と直角になる波で,液体中は伝搬せず,固体だけを伝わる。
さて,超音波の発生と受信には,圧電現象・逆圧電現象を利用する圧電素子が多く用いられている。素子の両極に探傷器の送信部から送られてきたパルス電圧(100~400V, 数百ns~数μs)が加えられると,素子はその厚みに応じた伸び縮みの振動(共振)をし,接触する相手材(例えば図1中の試験体)中には縦波が送り込まれる。
試験体中を伝搬してきた超音波の受信の仕方は,図2(a),(c)のような反射法と透過法に大別される。前者では,欠陥や境界面での反射の違いにより傷を検出するのに対し,後者は,欠陥や試験体の組織による超音波の減衰度合いから,傷や組成を評価する方法である。
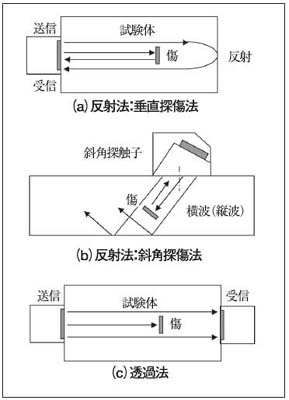 図2 受信方法と波動様式による分類 |
一方,超音波の伝搬方向に関する分類では,大きく分けて図2(a),(b)のように垂直探傷法と斜角探傷法の2 種類があり,垂直探傷法では試験体表面に垂直に超音波を伝搬させる。
これに対し,斜角探傷法は,探傷面に対して斜めの方向に超音波を伝搬させる方法であり,縦波のモードで発生させた超音波パルスを,音響くさびと試験体との界面で横波にモード変換させる。普通,横波だけを試験体に伝搬させており,溶接部の欠陥検出に多く利用されている。
2. 自動車部品の非破壊検査
一時期,大型トラックのハブの損傷に伴うタイヤの脱落事故が大きな問題になったが,事故は現在も続いて発生している。定期点検では,すき間ゲージによる摩耗量の目視検査が実施されているようであるが,生産段階でも,例えば超音波法でのハブシートの内部欠陥ならびに割れの検査が,専用の機器により行われる。
生産段階ではその他にも,ピストンの厚さ測定,スクロール圧縮機の渦巻き羽内部に発生する鋳巣や酸化膜などの欠陥,トーションバーの鍛造時に発生する微小カッピ傷,トランスミッションの溶接部溶け込み深さ不良,軸受の玉の表面や表面下に発生する0.2mm以上の欠陥,ロッカーアームのロウ付け部の接着不良の検出など,数多くの超音波検査が実施される。その多くは,部品を水槽内に浸した状態で,水浸型の縦波探触子(主として集束探触子)を走査して行う,全没水浸式超音波パルス反射法での検査である。
3. 配管などでの超音波検査
腐食性流体を扱う化学プラントばかりでなく,原子力発電所や機械装置に設置されている配管においても減肉や応力腐食割れが発生することがある。近年では,従来の探傷法に加え,配管の長手方向に伝搬する円筒波をガイド波に用いた効率の良い損傷の検査が精力的に試みられている*3。
このような配管自体の異常診断の他に,配管内を流れる液体中の気泡の検出とその定量化も重要な検査項目となる。例えば,冷媒の相変化を利用するヒートポンプや多管式反応器内での気泡の存在は,伝熱性能の劣化を招くこともあり,系の安定した連続運転の確保のためには,気泡の検出が欠かせない。
この場合にも,超音波法が威力を発揮している。基本原理は図3に示した通りであり,送信側の探触子と受信側の探触子を対向させて配置し,透過法で気泡の有無を検出している。送信側の探触子から発信された超音波が,流体中に混入した気泡によって散乱されるため,流体中を透過して受信される超音波の強度が低下し,気泡の検出が可能となる*4。到達側の配管壁面からの反射波を,送信した探触子で受ける反射法でも,同様の観測が可能である。
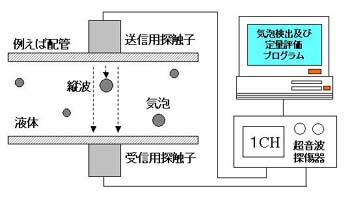 図3 気泡検出法の原理 |
超音波法による気泡検出の可能性は1984年の公開実用新案公報にも示されていたが*5,実用的な技術への展開は最近になってからである。例えば,化学プラントの反応管での定量的な気泡検出例や*6,市販の超音波気泡検出装置*7などがその例である。
同様の技術は,種々の潤滑面の異常診断にも応用されている。プロセス流体で潤滑されている液体ポンプ中に発生した気泡により,回転体と主軸間の潤滑膜が破断されて故障に至るのを,未然に防止する技術はその例である*8。圧縮機においても同種の技術による潤滑状態の評価が試みられており,そこでは更に,温度による潤滑剤の音速変化を超音波により捉えて,冷媒混合潤滑油の粘度をその場で測定する試みまで行われている*9。これからの発展が期待出来る技術といえる。
4. 転がり軸受における異常の定量評価の試み
前述したリスク基準検査(RBI)や供用適正評価(FFS)の確度は,検査技術の良否に左右されるため,確実な欠陥(異常)の検出と,精度の良い欠陥寸法(異常の程度)の定量把握が要求される。これから述べる超音波法による転がり軸受の異常診断は,そのような定量性のある計測手法の一つとなる可能性を有しているものの,現時点では,実際の機械装置での運転状態の診断というよりはむしろ,エンジンや軸受の開発段階での利用に限った技術であることをお許しいただきたい。
さて,車軸に使われる軸受では,しばしば路上の大きな凹みや縁石などへの乗り上げによる衝撃で,軌道面に圧痕が出来,それを起点として疲労が進展して,故障に至ることがある。また,変速機の主軸軸受のように,歯車部と軸受部で同じ潤滑油が使用される場合には,歯車部で発生した摩耗粉の軸受への噛み込みが避けられず,微小な多数の摩耗粉の噛み込みにより,軌道面に圧痕やなし地と呼ばれる微小な損傷が生じ,故障につながることもある。
このような損傷や劣化状況の把握には,振動法やAE法が向いているようにも思われるが,振動が大きな機械装置への適用まで考えると困難な面が多く,また,異常内容の定量的な把握にも限界がある。
一方,超音波法では,探触子の取り付け状態を一定にし,取り付け面での超音波の音波の伝搬効率を一定に保つことさえ出来れば,探触子や被測定物が振動していても,軸受の運転異常の評価が可能となる。
図4のように,ハウジングに入射された超音波がはめ合い面に入射されると,その一部は2面の固体接触部から透過し,残りは反射して探触子に戻る。軸にかかる荷重は転がり軸受の転動体で支持されるため,探触子の近くに転動体が近づくと,そこでのはめあい面の面圧が高くなり,音波は透過しやすくなる。逆に離れると,はめあい面の面圧が低下するため音波は透過し難くなり,音波の透過の程度を示すエコー高さ比Hは低下する。正常な軸受ではこれを繰り返すだけだが,転がり面に異常が発生すると,図5のように局所的な波の乱れが生じる。
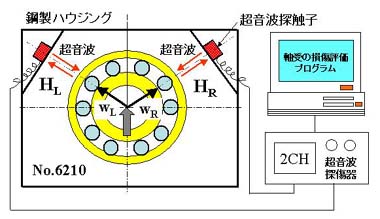 図4 転がり軸受の異常診断装置 |
 図5 エコー高さ比Hの変動 |
転動体が圧痕などの損傷部に落ち込んで,その支持荷重が減少すると,エコー高さ比Hも局所的に低下し,その時間幅や低下量から,損傷の長さや転動体の支持荷重の減少割合を定量的に捉えることが出来る。これとは逆に,摩耗粉が噛み込まれて転動体の支持荷重が増加すると,エコー高さ比Hは一時的に高くなる。正常時のエコー高さ比の変動Hnとの差をとることで,同図の下段のように,異常の内容を定量的に評価(例えば0.5mmの圧痕*10)出来るようになる。
この他,図4のようにある角度を隔てて配置された探触子により捉えた,エコー高さ比H の変動の一周期の最大値(異常部を除く)や平均値の変化から,軸受の支持荷重の大きさとその方向を特定することが出来る*11。このことは,軸受が機械装置に組み込まれた状態での予荷重を含む軸受荷重の推定,ならびに経年変化による軸受への実荷重の変動を,定量化出来る可能性を示している。
おわりに
超音波法は,非破壊検査の多くの場面で利用され,機械や構造物の安全な運転の確保のために大きな役割を果たしている。ただ,機械装置の運転状態の診断に対する適用例は,現在のところそれほど多くはない。対象物を破壊することなく,その内部や境界の情報を比較的容易に得ることが可能な計測法であるため,RBIやFFSに向けた精力的な取り組みが望まれるところである。
<参考文献>
*1 堀田幹生;航空機整備の非破壊検査の適用及び課題について,非破壊検査,第55巻4号,2006,149-153.
*2 富士彰夫;RBI/RBM,非破壊検査,第52巻11号,2003,643-644.
*3 池田隆 他4名;プラント配管の検査実務におけるガイド波技術の展開,非破壊検査,第54巻11号,2005,595-599.
*4 高梨武;超音波式気泡検出装置の開発,超音波TEC,第7巻8号,2003, 108-109.
*5 安東健;軸受監視装置,公開実用新案公報(実用新案出願公開),昭59-162657.
*6 森久和,末次秀彦;非破壊材料検査技術の最近の動向とプラント装置への適用,住友化学 技術誌,2006-II,34-43.
*7 三進電子;超音波気泡検出器,http://www.sanshinel.co.jp/main/6.html
*8 西川雅弘;液体ポンプの気泡検出方法及びその装置,特許コードP03A002952
*9 小山田具永,井上陽一;超音波による冷媒混合潤滑油の粘度計測,トライボロジー会議2000春東京予稿集
*10 竹内彰敏,谷直樹;超音波法による転がり軸受の損傷・劣化診断ソフトの開発,日本設計工学会2006年春季研究発表講演会講演論文集,2006-5,99-100.
*11 竹内彰敏;超音波法による転動体支持荷重測定の試み,日本設計工学会2005年春季研究発表講演会講演論文集,2005-5,99-102.