化学プラントにおける設備診断の現状と課題 では,化学プラントの回転機械設備の予知保全を実現するために欠かせない振動診断に関する現場での適用状況,また,最近の研究・開発された診断手法と装置システムについて紹介する。
三重大学 陳山 鵬 2007/11
はじめに
日本国内の経済状況は90年代のバブルの崩壊以降,IT関連の不況,政策の問題,株価の低迷など数々の不況を経験し,混迷期を過ごした。一説では2003年頃から中国を中心としたアジア地区需要の高さから,日本国内の産業は明らかに回復の兆候を示しているといわれているが,今後の中東,中国におけるプラント建設ラッシュを考えた時,その影響を危惧せざるを得ない。
そのような環境下において,石油化学工業をはじめとして日本国内の製造業では,安全安定操業を前提としながら,さらなるコストダウンが求められている。
コストダウン施策の中でも保全費削減は最重要課題のひとつである。保全費削減施策の一案として,設備診断技術における余寿命把握を明確にすることにより,生産計画上適正なスケジュール管理のもと保全を実施し,生産ロスを最低限に抑えることが可能である。
設備診断の目的としては,生産プラントの安全・安心に資すること,生産効率の向上と設備保全コストの削減により産業の競争力を高めること,および生産設備の高性能維持により電気などのエネルギー浪費を防ぐことである。
1. 回転機械設備状態監視・診断の適用状況
昭和電工(株)大分石油化学コンビナートにおける振動診断技術の適用例を紹介する。
1.1 監視個所の設定
当コンビナートにおける保全方式の決定に関しては安全・品質,生産損失,保全費などの評価により設備の重要度評価,保全方法(TBM,CBM,BM)を機器ごとに判定している。そのなかで,コンビナートで稼働している動機器(圧縮機150機,ブロアーファン600機,ポンプ3,000機,タービン40機,電動機6,600機)のうち,安全性・安定性などを考え常時監視(オンラインにより中央計器室にて計測)を数十台の機器に適用している。また,機器1,600機,電動機3,500機に対しては定期振動診断の対象としている。残りの機器は運転による五感パトロールにより異常を感じた時点で精密診断を行うようなシステムとしている。
設備の兆候把握の視点としては表1に示すように各部位ごとにて適正なパラメータを選定し傾向監視を行っている。
|
表1 傾向監視の基本方針
|
 図1 測定監視部位 |
1.2 診断の状況
定期振動診断としては原則として毎月,機器の特徴に合わせて加速度・速度・変位を部位ごとに選定し測定している。図1は一例を示す。測定ポイントは以下のように計算され,振動の傾向管理が行われている。
測定ポイント=管理機器数×測定部位×方向×監視パラメータ数
参考までに当コンビナートの測定ポイントは機器6,000ポイント,電動機16,000ポイント程度である。
なお,機器個別に考えると機種によりポイントが異なるが,6~8P/台のケースが多い。表2の割合は,管理台数に対する割合を示す。
|
表2 振動診断実施状況
|
逆に考えると,確率論的には1~3%の現象を確認するために傾向監視を行っているということもいえる。
だだし,化学産業界などではプロセスの異常,設備の不具合により不調をきたすと,すぐ災害につながる可能性が高く,また,生産機会損失上も多大な影響があり,社会的影響,経済損失を考えた時,不調は未然に防ぐことが必須である。特に最近の風潮として国内の製造設備も老朽化が激しく,また,開放周期の延長化に伴い設備診断技術による設備不調の未然防止の重要度が注目されてきている。
2. 回転機械設備診断装置の問題点および課題
現場の設備診断における代表的な回転機械診断装置は,簡易診断用の携帯型診断装置である。この装置は1970年代に開発されてから,現場設備の日常点検における第一次健全性診断装置として広く適用され,また,IT技術の進歩に伴い,大きく変貌してきた。その主な進歩点は,以下の3つが挙げられる。
(1)簡易診断器の小型化
(2)信号計測機能付きのPPC(Pocket PC)による多機能化(FFT解析,点検ルート管理,傾向管理など)
(3)ネットワークシステム化(遠隔オンライン状態監視・診断システム)
これまでに設備診断に関して多くの技術や診断装置が研究・開発されているが,現状の回転機械設備の簡易診断原理は,ほとんど振動値(平均値や実効値,有次元特徴パラメータ)により設備状態を識別するもので,この数十年間基本的に変わっていない。精密診断も従来のFFT分析が主流で,最新信号処理法や知的診断アルゴリズムを実用化した機器は普及していない。この従来装置の最も大きな問題点として以下の5つが挙げられる。
(1)設備状態の判定基準が設定しにくい
(2)可変運転条件(負荷や回転速度などの変化)における設備の異常診断が困難である
(3)同一プロセスにおいても機器固有の特性により,判定基準が異なる
(4)判定基準の設定,状態の傾向管理や保全計画の設定に多大な労力を要する
(5)適用できない機種や異常種類もあり,異常発見が遅れ,重大な設備事故に繋がるケースも発生している
また,従来の回転機械設備診断装置の性能を改善するために解決する必要がある課題としては,
(1)ノイズ除去による異常信号の早期検出
(2)設備の個性を考慮した状態判定基準の設定
(3)設備状態を鋭敏に反映する特徴パラメータの抽出
(4)最新ICT(情報・通信技術)による精密診断(異常種類の判別)の高度化・知能化
(5)余寿命予測の精度向上
などが考えられる。
3. 回転機械設備の状態診断法
前述した問題点および課題に対応するために,信号処理技術や高度な特徴解析手法に関しても研究をされているが,今回は当コンビナートにて検証が行われている項目に関する,回転機械設備の状態監視・診断の現状および最新方法の概要について紹介する。
3.1 特徴解析
異常検出および異常種類の識別を行う場合,測定された信号から求められるパラメータ(実効値,ピーク値,歪度,尖度など)は「特徴パラメータ」という。設備診断用の特徴パラメータは「有次元特徴パラメータ」と「無次元特徴パラメータ」に分けることができる。有次元特徴パラメータは,信号の平均値,実効値,ピーク値などのように単位(速度,加速度,電圧など)を持ち,信号の振幅の大きさ(量)を表すもので,無次元特徴パラメータは,歪度,尖度,波形率などのように単位を持たず,信号の形状(形)を表すものである。現在市販の回転機械診断用の装置にはほとんど有次元特徴パラメータが使用されている。しかし,今後は有・無次元特徴パラメータを統合した回転機械診断法が有効と考えられる。
数個の無次元特徴パラメータを統合して,状態を判別することもできる。例えば,主成分分析法や正準判別分析法などが設備診断に適用されている。
3.2 簡易診断
設備状態を定期点検により定量的に評価し,異常を早期検出するとともに,設備状態の傾向を管理することである。簡易診断の精度が良ければ,ほとんどの重大事故を未然に防ぐことができる。
簡易診断の検査対象として,例えば,振動値(加速度,速度,変位)または音,温度,潤滑油の汚れなどが挙げられる。判定基準として注意値,危険値などのしきい値を設定し設備状態を評価する。例えば,図2は振動値の判定基準の例を示す。
 図2 振動値の傾向管理の例 |
一般に簡易診断用の有次元特徴パラメータは設備の状態変化だけでなく,外乱や負荷の変動によっても変化する。そのために簡易診断の場合,判定基準の決定は重要である。統計検定理論や可能性理論などによる判定基準の決定法が提案されている。
有次元特徴パラメータは波形の大きさを表すので,一般に現場では,振動の強さの指標として回転機械状態(正常,注意,危険)の判定に用いられる。運転条件(負荷と回転速度)が一定な回転機械の有次元特徴パラメータの判定基準は国際規格(ISO)や各国によって与えられたものがある。例えば,図3はISOの判定基準(ISO23721974)を示している。このような判定基準は,与えられた有次元特徴パラメータの値をそのまま状態判定に用いられることから,「絶対判定基準」という。
(mm/s) ISO 23721974
図3 絶対判定基準の例
|
絶対判定基準は多くの現場実践や経験によりまとめた平均的な基準であり,一般に状態判定の目安として使用されているが,すべての現場設備に完璧に適用するとは限らない。しかし,図3の絶対判定基準を分析すれば,機械の種類(クラス)の違いによって絶対判定基準の値が違うが,各状態範囲の境界値の比率は一定(約2.5)であることが分かる。この性質を利用して,図4のように,すべての回転機械設備に適用できる「相対判定基準」を定義する。
図4 絶対判定基準と相対判定基準
|
低周波数領域(1kHz以下)における振動速度の実効値(RMS)に関しては,基準状態(正常状態)の限界値をC0とすれば,注意状態と危険状態の限界値はそれぞれ 2.5C0K と 6.3C0K とすればよい。ここで,Kは調整係数で,デフォルトとして1とするが,設備の種類や重要度によって変さらすればよい。C0は統計理論により正常状態の99.9%信頼領域として次のように求める。
C0 = pi + 3Si
ここで,pi とSi はそれぞれ特徴パラメータの平均値と標準偏差である。なお,実際に現場で測定した振動の実効値などの特徴パラメータは必ずしも正規分布に従うとは限らないので,上記のpi とSi を求めるときには注意を払う必要がある。
他の周波数領域における相対判定基準も絶対判定基準の参照により作成できる。例えば,中周波数領域(<5kHz)においては,相対判定基準の例として図4のBに示す。この領域では振動加速度の実効値(RMS)を用いて,「自励系」異常状態の簡易診断を行う。また,高周波数領域(5kHz以上)の相対判定基準の例は,図4のCに示す。この領域は主に「局所衝撃系」異常状態の簡易診断に適している。
無次元特徴パラメータによる設備診断のときには,統計検定理論が適用される。なお,統計検定による状態診断の場合,各々の特徴パラメータが正規分布に従うと仮定する必要がある。このような仮定が成立しない場合,可能性理論による状態診断法も提案されている。
3.3 精密診断
簡易診断にて注意域,危険域に達した状況を検知した時点で,精密な診断技術を用いて異常個所の特定,原因推定および余寿命の予測を行うことが精密診断技術である。例えば振動形態分析,周波数分析,位相分析,軌跡分析などが挙げられる。
現場で最もよく現れる異常状態は,2種類に分けられる。
i )構造系異常(低域帯,~1kHz)
歯車の一部が破損したとか,回転軸が回転体の中心からずれて取り付けられている場合のように,ローターの軸心まわりの質量分布に不均衡があると,回転軸が一回転する度に一周期の振動を発生する。このような状態をアンバランスと言う。また,モーターと減速機のように軸継手で結ばれた2台の回転機械において,結合された2本の回転軸の中心線がずれた状態で軸を回転させると,アンバランスと同様に回転数と同じ周期の振動を発生する。また,2軸のずれが大きくなると回転数の整数倍の周期の振動も同時に発生することが多い。この軸ずれの状態をミスアライメントと言う。
アンバランスやミスアライメントの故障状態を放置すると,ローターの故障や軸受に使用しているベアリングの破損など致命的な二次被害を引き起こす要因となる。したがって,重大な被害を未然に防止するためには,これらの症状を初期状態で検知して修復する必要がある。症状はローターの軸受の水平方向,垂直方向や軸方向の振動を測定することで検知ができる。
無次元化したアルゴリズムとして振動数領域と振幅領域の劣化パラメータを算定し,判定を行う手法も報告されている。
ii)衝撃系異常(高域帯,5kHz~)
軸受異常,歯車異常,ベルト異常,リークなどのように手で触ったり,音で聞いたりして判別できない高域帯の衝撃系異常に関しては入力信号を振動加速度の包絡線処理波形に変換して使用している。
例えば軸受の外輪,内輪に転動体が繰り返し接触し,疲労により欠陥が発生すると微細な衝撃波を生じるようになる。
歯車やベルトなどの局所異常に関しても同様で,繰り返しの疲労により摩耗する現象と似ていることから衝撃系異常と呼ぶ。
このような衝撃系異常に関しては人間が感じる程のレベルになるとかなり症状が進んでいることが多く,早期の検知が肝要となってくる。無次元化兆候パラメータとして,振幅確率密度関数を用いた判定手法も報告されている。
その他,中周波数領域(1kHz~10kHz)の自励系異常もあり,主に中高速歯車装置異常や軸系共振などの異常時に特徴成分が現われる領域である。
4. 今後の設備診断技術の役割
設備診断技術の今後担う役割は現在までのものとかなり変わってくることは明らかである。これまで,保全上の設備管理の技術サポートとして位置付けられていることが多かったと考えるが,設備の老朽化が進む中,長期安全安定連続運転を求められるという相反事項を補完するのが設備診断技術であり,以下のことが今後,求められることが多い。
非破壊検査:精度ある手法の確立による信頼性の向上
材料診断:寿命予測の困難な損傷劣化メカニズムの解明と使用限界の明確化
振動診断:早期の異常兆候把握技術と余寿命予測技術
振動診断技術に関して,今後の展開として期待されていることは以下のことである。
i )リモート振動診断の展開,推進
ITのインフラもほぼ整備され,各社ネットワーク環境下での業務遂行が常識的と言われつつある。そのような環境のもと,解析を行う上で必要最低限の情報を計測し,遠隔地のセンターで周波数分析などの解析を行い,診断を行うことが可能となってきている。また,振動測定データを常時あるいは定期にインターネットなどで送受信し監視データの推移を提供するサービスも構築されつつある。
このことは,図5に示すような各社にて個別に診断員,システムネットワークを保有するのではなく,サービスとして提供するというビジネスモデルが現れてきている。
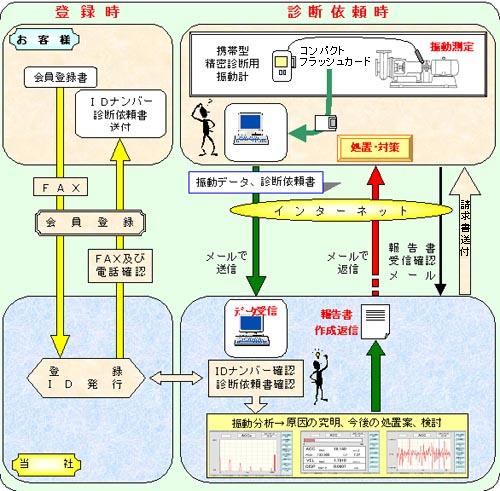 図5 リモート振動診断概念図(振動見張番) |
しかし,ここで注意を要するのが優秀な診断技術者がセンターに存在しても,診断できる情報を提供できるレベルの正確な測定者(技能者)が現地において必要であるということである。
リモート振動診断(振動見張番)を実施するに際し,現地の測定者の測定技量が重要な問題である。
ii)低速回転機に対する振動診断技術の適用
概ね300rpm以下の低速回転機における診断の困難さが問題視されている。これは低速回転機の測定に関してはHPF(ハイパスフィルター)設定とノイズとの関係にて,測定すべき欠陥信号を削ぎ落とし,設備の不調を検知できない状態でトラブルに至ることがあり,振動法単独での評価には懸念が残ると考える。また,回転数が小さいということは信号のレベルが小さいことから,検出が困難であり,さらに検知したとしても判定評価が難しいという課題を抱えている。
現場においては図6に示すように低速回転機には精密診断にてAE法と潤滑油診断を複合することで診断を行っているところもある。現在,大学・企業・振動計メーカーにても研究が進められているが信頼性の高い計測手法の確立が期待される。
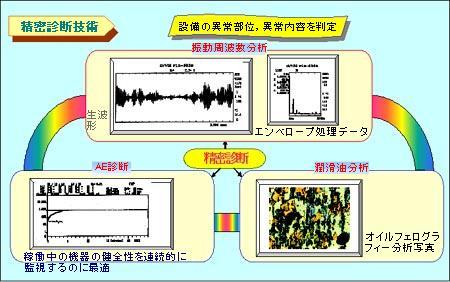 図6 低速回転機精密設備診断の手法 |
iii)余寿命予測技術の確立
産業界においては設備の異常兆候を把握の後,安全を前提として状態をモニタリングしながら設備の機能を満足できる間は運転を継続することが多い。その時の状況判断は,過去の経験を元にケースバイケースでパラメータの推移を予測しながら生産機会損失と保全費の最適点を見出すことである。しかし,使用条件により推移が異なるケースが多く,この寿命に関する判断は難しく,また属人的な手法となりやすいものであり,汎用性のある予測技術の確立が期待されている。そこで最近は,無次元特徴パラメータによる予測技術に関する報告もされている。
この技術は,機器固有の推移を信号波形の処理にて同一の傾向を示す可能性を研究しているものである。
iv)プロアクティブ保全の重要性
近年,認識度が高まりつつある保全方式について紹介する。
現在までは兆候の把握,いち早い処置,余寿命予測による保全は設備の機能が発揮される限界まで使用することで,設備信頼性を確保しながら最大限引き出すこととしてきた。
この方式は,現象が起きてからの対処療法的な考えである。人間の身体で言い表せば,病気の発症をいち早く見つけ,健康を取り戻すためにいかにして治療を行うかということと同様である。
しかし,本来,日頃の生活習慣の管理,健康管理ならびに食事管理を行うことにより健康を維持して病気にならないことが最も大切である。
設備についても同様であり,設備の不具合を引き起こす要因を事前に排除することにより異常を発生させないという保全方法をプロアクティブ保全といわれる。
具体的には潤滑油や作動油などの流体の性状,汚れの管理を徹底することにより,設備の不具合の発生を防ぐことが挙げられる。
経営上のメリットとしては油圧系統の汚染管理を徹底することで,ポンプの取り替え頻度を管理強化以前より1/5ほど削減した例や,同様に油圧系統の管理強化を行うことで,97%の故障を削減した例も報告され,収益上の改善のみならず,設備信頼性の改善も同時に図られるという報告もされている。
著者の現場においても,過酷な条件で使用されていた減速機の潤滑油性状をフェログラフィーにて観察しながら状態を監視する機器がある。
強固な潤滑被膜を形成する特殊な添加剤を事前に加えることで,これまでの開放点検周期が飛躍的に改善された。
図7(a)に添加後7ヵ月,図7(b)に添加後1年3ヵ月のフェログラフィー分析結果を示す。サイズの小さい正常摩耗粉が観測され,正常に運転が継続され,添加剤の効果が確認された。
 a)添加後7ヵ月 |
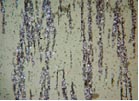 b)添加後1年3ヵ月 |
|
図7 減速機のフェログラフィー分析結果
|
プロセス的な視点からは製品性状の見直し,操作条件の見直しなども劣化因子排除の項目として挙げられる。適用材料の見直しなども有効であろう。
異常兆候を把握する技術の進化とともに,異常を発生させないための保全技術の普及を行うことで,収益改善のための攻めの保全が繰り広げられることが期待される。
おわりに
本稿では,回転機械設備の予知保全を実現するために欠かせない振動診断に関する現場での適用状況,また,最近の研究・開発された診断手法と装置システムについて紹介した。設備の寿命予測は設備の管理と保全にとって重要であるが,現実には実用的にも学問的にもその取り組みが未完成である。したがって,設備の寿命予測問題を解決するために,現在理論的な手法および統計的な手法についての様々な研究が行われており,今後に期待したい。
<参考文献>
*1 里永,梶原,山路:現場から見た振動診断技術の現状と今後について,潤滑経済10月号,2005
*2 里永,陳山:回転機械設備の状態監視・診断法,メインテナンス,春季号,2007
*3 陳,豊田:有・無次元特徴パラメータの統合による設備診断法および歯車異常診断への応用,評価・診断に関するシンポジウム論文集,pp.112-117,日本機械学会,2002.
*4 陳山,三苫,里永,豊田:時間領域の有・無次元兆候パラメータの統合による回転機械設備の状態診断法,日本設備管理学会論文集,Vol.19 No2,pp96-105,2007.
*5 豊田:最新設備診断技術の実用化に関する研究報告書,日本メンテナンス協会,1999.
*6 P.CHEN,T.TOYOTA and Z.HE:Automated Function Generation of Symptom Parameters and Application to Fault Diagnosis of Machinery in Variable Operation-conditions, IEEE Transactions on System,Man,and Cybernetics(Part A),31-6,pp.775-77,2001.
*7 橋本,陳山ら:低速軸受の異常検知法,評価・診断に関するシンポジウム論文集,pp.67-69,日本機械学会,2005.
*8 村瀬,陳山ら:回転軸ミスアライメント状態の動特性解明(3),評価・診断に関するシンポジウム論文集,pp.78-82,日本機械学会,2005.
*9 陳,馮ら:歯車装置異常時の動特性および異常診断法に関する研究(第1報,平歯車異常時の振動方程式および偏心状態の動特性),日本機械学会論文集(C編),Vol.66,No.650,pp.34-39,2000.
*10 P.CHEN:Sequential Fuzzy Diagnosis for Plant Machinery, JSME International Journal, Series C,46-3,pp1121-1128,2003.
*11 P.CHEN,X.LIANG:Rough Sets and PartiallyLinearized Neural Network for Structural Fault Diagnosis of Rotating Machinery, Advances in Neural Network, Springer,LNCS 3174,pp574-580,2004.
*12 陳:音響・振動による機械設備の診断,日本音響学会誌,第58巻,第5号,pp.289-294,2002.
*13 里永,梶原ら:回転機械の機種,仕様に共通な劣化指数の研究,日本設備管理学会秋季研究発表会論文集,2002
*14 三笘,陳山;多変量統計解析による回転機械の状態判定基準値の決定法,計測自動制御学会産業論文集,Vol.5,No.12,pp83-89,2006
*15 里永,日高,山路,陳山;AEと油分析油よる歯車減速機設備診断法および潤滑油改良による歯車減速機設備運転周期延長法,計測自動制御学会産業論文集,Vol.6,No.2,pp8-16,2007
*16 S.Izumi et.al:Preventive Engineering in Development of Diesel Engine with Energy Saving,Proc. of the 21st CIMAC in Interlaken,Switzerland, Paper No.D37, 1/18(1995)