原子力発電プラントにおける設備診断の現状と課題 では,原子力発電プラントの検査制度,設備診断の現状や今後の課題について解説する。
はじめに
原子力プラント1基を例にとると,年間約17,000台の機器について点検/保守を行っており,メンテナンス量は膨大である。また,13ヵ月ごとに1回最短でも30数日の運転停止をし,定期検査を行っている。したがって運転保守費が,建設費/燃料費で分けると,送電端単価において火力で約10%,原子力/水力で約30%を占めている。問題は,この大量な機器について,いかにして信頼性高く効率良くメンテナンスするかにある。
1. 新検査制度
現行の検査制度は,13ヵ月ごとの定期検査に科学的な合理性がないことや,設備利用率は欧米諸国に比べて劣っており,トラブルが減少しても人的過誤は減少していないことから,2008年より新検査が導入される*1。この改訂のポイントは,以下の5点である。
(1)全プラント一律検査から,プラントごとの特性を踏まえた検査にシフト
(2)運転・停止中を問わない検査にシフト
(3)リスク*注) 情報を活用して安全確保上重要な保安活動を特定し,その行為が実施されている時に検査を実施
(4)根本原因分析など不適合是正の徹底を促す検査を強化
(5)安全確保上の潜在的な要因の推定などを目的としたプラント安全実績指標の評価,並びに検査においての指摘事項について安全上の重要度を決定する手法の導入
*注)リスク=故障発生頻度×故障の大きさ
定期運転・停止中を問わない検査として,原子炉運転中に補修,取り替えおよび改造を実施することが有効なオンラインメンテナンスがある。例えば,複数のトレインを有する系統において,その内一つの系統を停止し,点検・補修などを行うことがプラントの安全運転上の観点から十分許容されると判断される場合は,オンラインメンテナンスが可能となる。対象機器の信頼性維持対策が任意の時期に可能となり,効果的かつ効率的に保守ができる。
現状の実施例としては,夏場の海生物成長期に復水器を片系統停止して点検および清掃を行うものがある。また,予備機が設置されている給水ポンプを,プラントは停止せずに予備機を待機除外にして点検・補修などを行うといったものもある。米国では,原子炉施設の安全上重要な機器を対象とする場合は,適切なリスク評価を行い,これに基づき原子炉施設の安全性に与える影響を評価し,オンラインメンテナンスを実施している例がある。その割合は,図1に示すように,機器の7割に適用されている。
 図1 米国のオンラインメンテナンス適用範囲 |
今度の新検査制度は,時間基準保全/状態監視保全の見方だけではなく,図2に示すように,オンラインメンテナンスが可能か,あるいはリスク評価をベースとした保全を採用するかを考慮して,最適な保全を採用できる制度である。
 図2 保全方式の組み合わせ |
2. プラントにおける設備診断の現状
2.1 巡視点検
手のひらサイズの携帯情報端末を用いて,前回の点検結果を見ながら,音や画像情報入力を行う。そして事務所にて傾向管理の編集を行い,また無線情報技術や画像処理技術を用いて,現場で必要な時にその場で図面情報やマニュアルを検索し,利用できるようになっている。原子炉格納容器内を移動しながら点検を行う点検ロボットの運用もされている*2。
2.2 運転中の監視診断
異常兆候や劣化の早期検知のために,約500点のプロセス信号を常時監視しており,さらに中性子束や流量のゆらぎの周波数スペクトル密度や分散を分析し,システムの熱バランスなどを監視している。また,多変数自己回帰モデルを適用して温度反応度係数や安定性指標の監視も行っている*3。ポンプや熱交換器の効率診断が実施され,スケール付着による効率低下の傾向管理を行い,効果的な保守が行われている。重要なポンプについては,回転軸の曲がり/亀裂,軸受/羽根車摩耗などの検知のため,常時周波数解析による回転同期成分とその1/2倍や2倍成分や翼通過周波数成分の振幅と位相を監視している。
最近では,監視盤とパソコンがネットワーク構成されており,事務所にても監視/診断ができるようになっている*4。また,原子炉系の腐食を防止するため,給水の溶存酸素濃度などの水質管理を行っている*5。
ポンプ台数が約350台ある回転機の設備診断は,重要な位置付けを占めている。回転機の保守では,軸受やシール部などの消耗部品の交換や点検のため,定期的な分解点検が必要となるが,その保守点検周期を運転中の振動,温度,潤滑油などの状態を定期的に監視することで最適化する状態監視保全が行われつつある。回転機を分解せずに,振動によって状態監視,劣化予測するためには回転機の製造/分解組み立ての差異によって,部品の劣化量による振動の応答値が変わるので,これらを考慮した振動応答解析が必要である。
図3に示す大型縦型ポンプである海水プポンプを対象として,パトロール時に簡便にポンプ床上のケーシング外側から内部の回転軸振動を計測して,床下にある軸受の摩耗量を推定し,ポンプの分解点検時期の延長を支援する装置を東京電力と共同で開発している*6。まず,超音波を利用してケーシング外側から内部の回転軸振動を計測する装置を開発した。超音波パルスエコー法の応用により,軸の変動変位量を,パルス発信周期ごとに得られるエコー波受信時間の変動幅に液体中の音速を乗じて求める。パルス発信周期ごとに求められるこの変動変位量から,測定対象の振動変位波形を復元する計測装置である。図3に,床上のポンプケーシング外側に磁石で超音波センサを取り付けた状況を示す。バッテリー内蔵なので,パトロール時に簡便に計測することができ,数プラントの海水ポンプに試運用中である。
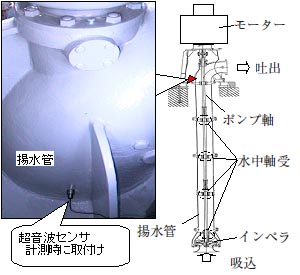 図3 ポンプの超音波振動計による診断 |
2.3 定期検査/補修
点検の効率化としては,スケッチなどで行っていた腐食面積記録などにおいて,デジタルカメラ画像処理により定性的評価から定量的な評価を効率的に行っている*7。遠隔画像検査としてデジタル画像処理技術を用いて,腐食面積の自動計算や,スケッチ画像化などの処理を行い,報告書にまとめてユーザーに返送する。検査報告書の作成の効率向上だけでなく質を高めている。
炉内検査では,高精度なサイジングができるフェーズドアレイ超音波探傷検査が実施され,配管減肉検査では感度帯域の広いカラーシンチレータを用いた内部透視装置による保温材の上からの一括測定を行っている。
予防保全としては,応力腐食割れに対して炉内構造物にはレーザピーニング,配管には誘導加熱による応力除去を実施している*8。
2.4 設備管理
機器の点検周期や点検範囲の最適化は,保守コストの削減という観点だけではなく,限られた時間と人員のリソースをより重要な点検対象に振り分け,システム全体としての信頼性を向上させるという観点で必要となる。このためには,設計情報と運転・保守に関わるフィールド情報を融合した支援システムが必要となる。
原子力プラント1基当たり12,000台の設備機器を1,200形式で点検記録をデータベース化し,4基分を集中管理して傾向管理データ編集を行い,予防保全の向上を目指している*9。また,図4に示す機器カルテによる状態監視保全システムを開発し,4年間運用して適用評価を行い,新検査制度対応に向けて現在対応中である。運転に関わるシステム全体の重要パラメータや,機器単体の状態を監視するための振動や温度などのパラメータ,さらには定期検査時の点検情報を統合的に管理し評価するシステムである。これらの多様なデータは,回帰分析や因子分析などの統計解析を活用した一次評価により劣化傾向の評価に用いて点検周期の適切さの判断を行う。
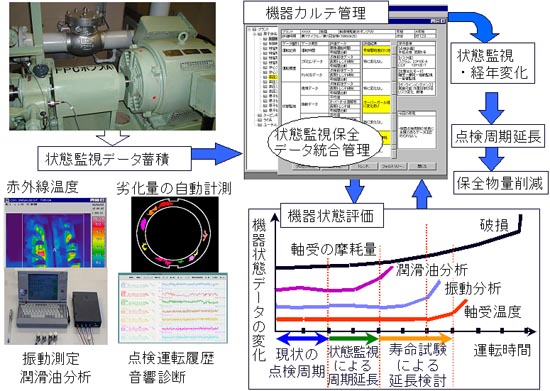 図4 機器カルテによる状態監視保全 |
最終的には,意思決定モデルと組み合わせた保全計画の立案を行う*10。機器カルテにより複数のサイトからの情報を集約し,状態監視データの蓄積から分解点検周期の延長を行い,さらに寿命試験による延長も可能となっていく。この運用により,経済効果の試算として,状態監視による分解点検周期の延長による効果は,数百台の機器に適用した場合,データ収集・評価費用の4~5倍保全費用が削減できる見通しが得られている。
おわりに
設備診断を信頼性高く合理的に進めていくには,まず交換部品の劣化データと状態監視データの蓄積を行い,劣化部品の交換頻度の最適化を行うのが第一である。次に,重要な回転機では,回転機個別の製造/分解組み立て差異を考慮した振動応答解析モデルを整備した劣化傾向予測技術の構築が必要である。そして,劣化に対する影響因子の定量化による劣化予測解析モデルを構築して予知保全が可能となる。一部の回転機の軸受については,振動応答解析により軸受荷重を算出し,軸と軸受との材料同士の接触面圧に要素試験で計測される比摩耗量を乗じて摩耗速度を算出する軸受摩耗解析手法が開発され検証されている*11。これらのものを,順次構築していくことが今後の課題である。
また,人的過誤の増加に対する対策としては,設備をきちんと理解して分解点検ができる技術者の養成,詳細な診断を正しくできる診断技術者の養成が必要である。
例えばISO機械状態監視診断技術者の資格を有している者が必ず診断を実施するよう義務づけて,技術の伝承を確実に行うのも対策と考えられる。
<参考文献>
*1 森本浩志:「新たな検査制度と事業者の保安活動について」保全学会第4回学術講演会特別企画(1)概要集(2007) p.21~24
*2 木村元比古ほか:「電力設備用点検ロボット」日本機械学会講演論文集940,21(1994) p.449~450
*3 兼本茂:「統計解析による診断技術」日本原子力学会誌40,9(1998) p.654~659
*4 渡部幸夫・田中千枝人:「回転機における最近の診断技術」機械の研究51,3(1999) p.341~349
*5 石榑顕吉ほか:「水化学管理高度化の実績と将来課題」日本原子力学会誌,Vol.41,No.8(1999) p.842~852
*6 尾崎健司ほか:超音波振動計を用いた縦型ポンプ診断装置の開発,第11回動力・エネルギー技術シンポジウム(2002) p.167
*7 久保克己ほか:「発電所内現場点検における画像処理技術の応用」日本原子力学会春の年会要旨集(1998) p.242
*8 須藤亮:「原子力プラントの最新技術動向」東芝レビューVol.60 No.2(2005) p.2~5
*9 仙波隆英ほか:「浜岡原子力発電所における点検記録管理業務のシステム化」火力原子力発電52,4(2001) p.408~414
*10 Y.Sonoda, et al.:Proc. 10th Int. Conf. on Human-Computer Interaction(2003)S18.
*11 渡部幸夫ほか:回転機の劣化予測技術の開発(1)(軸受摩耗解析), D&D2000,(2000)441.